粉剂药品的称量装瓶方法与流程
粉剂药品的称量装瓶方法
[0001]
本申请是申请号201910727646.2,申请日2019年8月8日,名称为“粉剂药品的称量装瓶方法”的发明专利的分案申请。
技术领域
[0002]
本发明涉及药品处理装置技术领域,特别是涉及一种粉剂药品的称量装瓶方法。
背景技术:
[0003]
在科研及医院用药过程中,经常需要用到粉剂药品,当前使用粉剂药品一般是人工将粉状药品称量后再将药品倾倒至瓶中供后续使用,这种人工称量药品再装瓶的方法效率较低,且对于有毒的粉状药品人工倾倒包装时产生的粉尘可能会对人的身体健康产生影响。
技术实现要素:
[0004]
发明目的:为了克服现有技术中存在的不足,本发明提供一种效率高、可自动实现对粉剂药品的称量以及装瓶操作的粉剂药品的称量装瓶方法。
[0005]
技术方案:为实现上述目的,本发明的粉剂药品的称量装瓶方法,应用于粉剂药品的称量装瓶系统的控制系统
[0006]
所述粉剂药品的称量装瓶系统包括:
[0007]
存储分离装置,其包括装置座体、药品舱及用于从药品舱分离出药品的分离装置;
[0008]
计量称,其可承接所述存储分离装置分离出的药品并对分离出的药品的重量进行计量;
[0009]
后处理装置,其用于将称量后的药品进行处理并进行装瓶;
[0010]
移送装置,其用于移送用于载药的载药纸,其包括载药纸存储装置以及移送机构;
[0011]
其中,所述后处理装置包括:
[0012]
折叠机构,其可将装载有药品的载药纸折叠,使载药纸上的药品汇总到载药纸的中部;
[0013]
倾倒机构,其可驱动所述折叠机构整体旋转;
[0014]
所述方法包括:
[0015]
接收出药任务,所述出药任务包括出药量;
[0016]
控制所述移送机构从所述载药纸存储装置上分离出一张载药纸,并将所述载药纸移送至计量称上;
[0017]
控制所述存储分离装置分离出重量与所述出药量相符的粉剂药品;
[0018]
控制所述移送机构将计量称上的载药纸移送至后处理装置;
[0019]
控制所述后处理装置的折叠机构将装载有药品的载药纸折叠,使载药纸上的药品汇总到载药纸的中部,然后控制倾倒机构旋转将载药纸上的药品倒出装到瓶中。
[0020]
有益效果:本发明的粉剂药品的称量装瓶方法通过移送装置将载药纸在计量称、
后处理装置间平移,可实现粉剂药品的自动出药、称量、汇总、倾倒入瓶的全过程,无需人工参与,运行效率高,也避免了药品下料装瓶过程中产生的粉尘对人体造成损害。
附图说明
[0021]
附图1为粉剂药品的称量装瓶系统的结构图;
[0022]
附图2为两个旋转板相对打开状态下后处理装置的第一视角结构图;
[0023]
附图3为两个旋转板相对打开状态下后处理装置的第二视角结构图;
[0024]
附图4为两个旋转板相对闭合状态下后处理装置的第一视角结构图;
[0025]
附图5为两个旋转板相对闭合状态下后处理装置的第二视角结构图;
[0026]
附图6为倾倒药品时后处理装置的状态图;
[0027]
附图7为振动机构的结构图;
[0028]
附图8为振动机构的剖视图;
[0029]
附图9为存储分离装置的第一立体图;
[0030]
附图10为存储分离装置的第二立体图;
[0031]
附图11为存储分离装置的剖视图;
[0032]
附图12为出药芯棒的结构图;
[0033]
附图13为出药芯棒的剖视图;
[0034]
附图14为附图11中a部分的放大图;
[0035]
附图15为附图11中b部分的放大图;
[0036]
附图16为齿盘的结构图;
[0037]
附图17为撞针与销轴的组合图;
[0038]
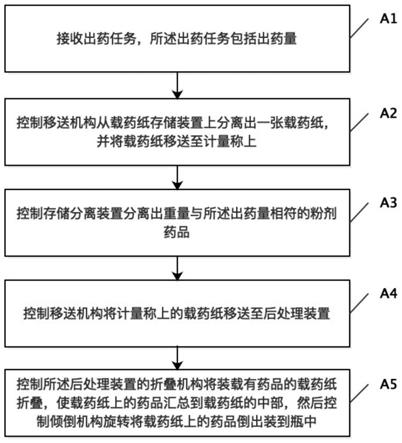
附图18为粉剂药品的称量装瓶方法的流程示意图。
[0039]
附图中各附图标记表示的零部件名称如下:
[0040]
1-存储分离装置;11-座体;12-药品舱;13-出药芯棒;131-药品容置槽;14-撞针组件;141-撞针;1411-粗轴段;142-推送件;143-第二弹簧;144-销轴;145-齿盘;1451-振动齿;1452-齿轮部;1451-1-平滑上升部;1451-2-阶跃下降部;146-驱动单元;1461-驱动电机;1462-驱动齿轮;147-电动推杆;151-传动电机;152-驱动齿轮;16-进料装置;161-进料斗;162-搅拌装置;18-第一弹簧;2-计量称;3-后处理装置;32-倾倒机构;31-折叠机构;311-固定座;312-翻转座;313-旋转板;314-吸盘;315-振动机构;315-1-固定件;315-2-振动件;315-3-滑动件;315-4-复位弹簧;315-5-直线执行机构;316-切换驱动组件;316-1-切换从动齿轮;316-2-切换主动齿轮;316-3-切换驱动电机;41-载药纸存储装置;411-载物台;412-定位销;42-移动机构;421-移动座;422-吸盘组件。
具体实施方式
[0041]
下面结合附图对本发明作更进一步的说明。
[0042]
如附图1所示的粉剂药品的称量装瓶系统,包括存储分离装置1、计量称2、后处理装置3及移送装置4。其中,存储分离装置1包括装置座体11、药品舱12及用于从药品舱12分离出药品的分离装置;计量称2可承接所述存储分离装置1分离出的药品并对分离出的药品的重量进行计量;后处理装置3用于将称量后的药品进行处理并进行装瓶;移送装置4用于
移送用于载药的载药纸,其包括载药纸存储装置41以及移送机构42,载药纸存储装置41可存放一叠载药纸,移送机构42可将载药纸从载药纸存储装置41单张分离出来并将其移送至计量称2承接存储分离装置1分离出来的药品,此外,移送机构42还可将计量称2上的载有药品的载药纸移送至后处理装置3。
[0043]
其中,所述后处理装置3包括折叠机构31与倾倒机构32,折叠机构31可将装载有药品的载药纸折叠,使载药纸上的药品汇总到载药纸的中部;倾倒机构32可驱动所述折叠机构31整体旋转。
[0044]
具体地,如附图2所示,所述折叠机构31包括固定座311、翻转座312、旋转板313、吸盘314及振动机构315,固定座311固定设置;翻转座312可由所述倾倒机构32驱动相对于所述固定座311转动;所述翻转座312上安装有两个旋转板313,两个旋转板313可相对开合;当两者相对打开时,如附图2与3所示,两者均处于水平状态,且两者上端面齐平;当两者相对合拢时,如附图4与5所示,两者均处于竖立状态,两者的上端贴靠,且两者与所述翻转座312一起合围出一个上窄下宽的楔形空间,该楔形空间可容置药品。吸盘314设置在旋转板313上,用于吸住载药纸;振动机构315用于使载药纸产生振动,所述旋转板313与所述翻转座312上均设置有所述振动机构315。上述倾倒机构32为电动推杆。
[0045]
采用上述结构,当载有粉剂药品的载药纸放置到折叠机构31上时,可通过吸盘314使载药纸相对于旋转板313固定,然后使两个旋转板313由相对打开状态切换至合拢状态,可使载药纸对折,使得载药纸上的药品汇总到其中央,再然后,通过使安装在旋转板313上的振动机构315振动,可使载药纸的两翼产生振动,从而使载药纸上的药品可充分抖落至载药纸的中央;完成上述动作后,即完成了药品的汇总工作,然后可实施倾倒装瓶作业,具体为:首先,倾倒机构32驱使翻转座312相对于固定座311转动至设定角度(如45
°
),其状态如附图6所示,此时大部分药品已倾倒至瓶中,仍可能有小部分药品粘在载药纸上,因此后续可通过使翻转座312上的振动机构315振动,以使得载药纸的中央振动,使得粘在载药纸上的药品可以倒出至瓶中,减少损耗。
[0046]
具体地,如附图7与8所示,所述振动机构315包括固定件315-1、振动件315-2、滑动件315-3、复位弹簧315-4以及直线执行机构315-5。固定件315-1呈条形,其相对于所述旋转板313或翻转座312固定安装;振动件315-2相对于所述固定件315-1滑动安装,滑动方向垂直于所述固定件315-1的长度方向,振动件315-2的尾部具有第一齿部,且其与所述固定件315-1之间设置有复位弹簧315-4;多个所述振动件315-2呈直线阵列安装在所述固定件315-1上;滑动件315-3相对于所述固定件315-1滑动安装,滑动方向平行于所述固定件315-1的长度方向,其上阵列设置有与所述第一齿部配合使用的第二齿部;直线执行机构315-5可驱动所述滑动件315-3相对于所述固定件315-1来回运动。通过上述结构,直线执行机构315-5作往复运动即可驱动一排振动件315-2作频率较高的振动,振动范围大,可有效作用于载药纸,使粘在载药纸上的药品充分震落。
[0047]
上述两个旋转板313之间的状态切换由切换驱动组件316驱动,切换驱动组件316包括分别相对于两个旋转板313固定的两个切换从动齿轮316-1,且两个切换从动齿轮316-1相互啮合,切换驱动组件316还包括与其中一个切换从动齿轮316-1啮合的切换主动齿轮316-2,所述切换主动齿轮316-2由切换驱动电机316-3驱动转动,通过该结构,可使两个旋转板313可同步作开合运动,同步性好。
[0048]
如附图1所示,所述移动机构42包括移动座421与吸盘组件422。移动座421可往复平移运动;吸盘组件422安装在所述移动座421上,且所述移动座421上安装有两组所述吸盘组件422,其中一组吸盘组件422用于从所述载药纸存储装置41移送载药纸至所述计量称2,另一组吸盘组件422用于将计量称2上载有药品的载药纸移送至所述后处理装置3,两组吸盘组件422同步作业可提高效率,一次性可完成三个工位之间的两组移送作业。
[0049]
如附图1所示,所述载药纸存储装置41包括载物台411与定位销412;载物台411固定设置,四个定位销412固定在载物台411的四角位置,且载药纸的四角位置设有四个孔,通过将载药纸上的四个孔串套在四个定位销412上可实现载药纸的定位。如此可有效防止一沓载药纸使用过程中错位。
[0050]
进一步地,如附图9-11所示,所述分离装置包括若干出药芯棒13与一撞针组件14;每根出药芯棒13上各设有药品容置槽131,且各出药芯棒13上的药品容置槽131的规格不同,所述出药芯棒13可相对于所述药品舱12滑动;撞针组件14包括可作伸缩运动的撞针141,所述撞针141可作用于所述出药芯棒13使之相对于药品舱12滑动,使得出药芯棒13上的药品容置槽131伸出或进入所述药品舱12。
[0051]
药品舱12为空心圆柱状,且其几何中心轴横向设置;其可相对于所述装置座体11可控转动,且转动中心轴与几何中心轴平行;具体地,所述药品舱12的外壁上形成有传动轮121,此处传动轮121为齿轮,计量装置还包括与所述传动轮121具有传动关系的传动电机151,传动电机151上安装有与传动轮121啮合的驱动齿轮152,如此传动电机151可带动药品舱12整体旋转。
[0052]
所有出药芯棒13围绕所述药品舱12的几何中心轴呈圆周阵列排列;所述撞针141可作用于与其正对的出药芯棒13使之相对于所述药品舱12作来回滑动,从而使得所述出药芯棒13上的药品容置槽131进出所述药品舱12。优选地,如附图12-13所示,所述药品容置槽131为贯穿所述出药芯棒13的通孔,且该通孔中部孔径较小两端孔径较大,其中部与两端之间为平滑过渡,本实施例中,通孔由两个对称设置的喇叭状孔构成,将药品容置槽131设置成如此形式,可使得药品容易进入且且容易抖落。
[0053]
通过上述结构,可根据需要的药品质量选择合适的出药芯棒13进行出料,或者选择合适的多种出药芯棒13组合进行出料,当需要用到某个出药芯棒13时,可控制传动电机151带动药品舱12转动,使得出药芯棒13与撞针组件14的撞针141对准,传动电机151带动药品舱12转动的同时,药品舱12内的粉剂药品在其内翻滚,可起到粉剂药品的效果,使得粉剂药品密度均匀,不会结块。出药芯棒13与撞针组件14的撞针141对准后,撞针141推动出药芯棒13使得出药芯棒13的药品容置槽131伸出至药品舱12之外即可使定量的药品落到计量称2上,药品容置槽131每一次进出药品舱12均可带出定量的粉剂药品,通过不同出药芯棒13的组合出料,可以实现出任意质量的药品。
[0054]
每根所述出药芯棒13与所述药品舱12之间均设置有第一弹簧18,所述第一弹簧18使所述药品容置槽131具有缩入所述药品舱12内的运动趋势,所述撞针组件14包括推送件142、第二弹簧143、销轴144、齿盘145及驱动单元146。推送件142可由电动推杆147在设定距离内作伸缩运动,且所述撞针141安装在其上,且撞针141与其之间滑动连接,所述撞针141与所述推送件142之间设置有第二弹簧143;如附图17所示,销轴144固定安装在所述撞针141上;如附图16所示,齿盘145的一端面上形成有可作用于所述销轴144的多个振动齿
1451,所述振动齿1451具有平滑上升部1451-1以及阶跃下降部1451-2;驱动单元146用于驱动所述齿盘145转动。
[0055]
优选地,如附图15所示,所述撞针141的尾端具有粗轴段411,所述推送件142上形成有用于容置所述粗轴段411的容置腔,所述粗轴段411与所述容置腔之间为滑动连接,且所述粗轴段411的两端与所述容置腔的两端各设有一个所述第二弹簧143;如附图14所示,所述齿盘145的数量有两个,且两个齿盘145的有振动齿1451的两端面相对;所述销轴144在两齿盘145之间运动。
[0056]
采用上述结构,作用原理为:第二弹簧143较硬,在推送件142驱动撞针141往复运动时,粗轴段411两侧的第二弹簧143基本都不产生形变。初始状态下,撞针141未推动出药芯棒13运动时,撞针141上的销轴144与远离药品舱12的齿盘145上的振动齿1451接触,且销轴144与振动齿1451的平滑上升部1451-1的最底部接触,当需要出料时,驱动单元146驱动齿盘145运动,使得销轴144先沿着平滑上升部1451-1运动,撞针141向靠近药品舱12的方向运动同时顶着出药芯棒13产生微小运动,出药芯棒13上的药品容置槽131在药品舱12内产生微小平移,然后销轴144沿着平滑上升部1451-1运动到头后,到达阶跃下降部1451-2,在阶跃下降部1451-2位置,撞针141在第二弹簧143的作用下快速往远离药品舱12的方向运动复位,同时出药芯棒13也在第一弹簧18的作用下复位,如此,撞针141使出药芯棒13发生了一次振动,重复上述过程,可使出药芯棒13发生多次振动,相应地药品容置槽131在药品舱12内发生多次振动(全程药品容置槽131不出药品舱12),通过振动可使得药品舱12内的药品将出药芯棒13上的药品容置槽131充分填满。出药时,首先,电动推杆147推动推送件142运动,推送件142通过第二弹簧143推动撞针141运动,撞针141推动出药芯棒13运动使其药品容置槽131移出到药品舱12外,此过程中第二弹簧143基本不产生形变;然后,驱动单元146驱动靠近药品舱12的齿盘145运动,重复上述过程,使得出药芯棒13的药品容置槽131在药品舱12的外部振动多次,可将药品容置槽131内的药品充分抖落至计量称2上。通过上述过程,通过使药品容置槽131在药品舱12内振动以及在药品舱12外振动,使得药品容置槽131内可充满药品并在药品舱12外充分抖出,如此可实现出药芯棒13每一次出药所出的药品质量基本相等,误差较小,方便药品的累积计量。
[0057]
进一步地,为了方便对药品舱12进行补料,还包括连接所述药品舱12的进料装置16;所述进料装置16包括进料斗161与搅拌装置162,进料斗161呈斗状,且其下端与所述药品舱12一端面的中心位置连通,且两者的连接处转动连接;搅拌装置162设于所述进料斗161内。
[0058]
上述驱动单元146驱动齿盘145转动的方式为:所述齿盘145的外围设置有齿轮部1452;所述驱动单元146包括驱动电机1461及驱动齿轮1462,所述齿轮部1452与所述驱动齿轮1462啮合。
[0059]
粉剂药品的称量装瓶方法,应用于控制系统,所述方法包括如下步骤a1-a5:
[0060]
步骤a1,接收出药任务,所述出药任务包括出药量;
[0061]
步骤a2,控制移送机构42从载药纸存储装置41上分离出一张载药纸,并将载药纸移送至计量称2上;
[0062]
步骤a3,控制存储分离装置1分离出重量与所述出药量相符的粉剂药品;
[0063]
步骤a4,控制移送机构42将计量称2上的载药纸移送至后处理装置3;
[0064]
步骤a5,控制所述后处理装置3的折叠机构31将装载有药品的载药纸折叠,使载药纸上的药品汇总到载药纸的中部,然后控制倾倒机构32旋转将载药纸上的药品倒出装到瓶中。
[0065]
上述步骤a3包括如下步骤b1-b5:
[0066]
步骤b1,将出药量乘以预设的系数得到预出药量,所述系数为大于0.9小于1的数值;
[0067]
本步骤中,由于对于计量装置来说,出料是出了就无法收回的过程,因此,为防止计量中超出出药量,因此先按照预出药量进行出料,如此在预出料时超出预出药量,则没有关系,因为预出药量与出药量之间还有一个缓冲差值。
[0068]
步骤b2,根据所述预出药量的数值计算出料分配方式,所述出料分配方式包括分摊至各出药芯棒13的出料任务,所述出料任务即出药芯棒13的来回滑动的次数;
[0069]
举例说明,若本实施例中,包含四种规格的出药芯棒13,四种规格的出药芯棒13一次出药质量分别为5mg、3mg、1mg以及0.2mg,若要出20毫克的药,预设的系数为0.95,则预出料量为19mg,可分配给四种规格的出药芯棒13的出料任务如下,5mg规格的出药芯棒13出料3次,3mg规格的出药芯棒13出料1次,1mg规格的出药芯棒13出料1次。
[0070]
步骤b3,控制所述药品舱12转动,将有出料任务的各出药芯棒13依次转至与撞针141正对的位置,并控制撞针组件14推动所述出药芯棒13伸缩相应的次数;
[0071]
步骤b4,读取所述计量称2的读数,计算出药量与读数的差值;
[0072]
接上述例子,若5mg、3mg、1mg三种规格的出药芯棒13出料完毕后,称得已出料量为19.1mg,此时出药量与读数的差值为0.9mg。
[0073]
步骤b5,根据差值控制每次出药量最小的出药芯棒13作伸缩运动出药,没出一次药读取一次计量称2的读数并计算一次剩余差值,直至剩余差值相对于所述出药量的比例小于设定比例。
[0074]
接上述例子,控制0.2mg规格的出药芯棒13伸缩多次,每次出料约0.2mg的药品,若出药芯棒13伸缩3次后,出药总剂量为19.72mg,此时剩余差值相对于所述出药量的比例为1.4%,小于设定比例2%,则认为出料完成。
[0075]
进一步地,所述控制撞针组件14推动所述出药芯棒13伸缩包括如下步骤c1-c3:
[0076]
步骤c1,控制电动推杆147驱动推送件142向药品舱12进给,推动出药芯棒13使其药品容置槽131伸出至药品舱12外,同时使所述销轴144与靠近药品舱12的齿盘145的振动齿1451接触;
[0077]
步骤c2,驱动靠近药品舱12的齿盘145转动,振动齿1451作用于所述销轴144,使得所述撞针141往复振动若干下,带动所述出药芯棒13往复振动相应次数;
[0078]
步骤c3,控制电动推杆147驱动推送件142远离药品舱12,出药芯棒13在第一弹簧的作用下复位。
[0079]
进一步地,所述控制电动推杆147驱动推送件142向药品舱12进给之前还包括如下步骤:驱动远离药品舱12的齿盘145转动,使得所述撞针141往复振动,驱使出药芯棒13往复振动,使得药品容置槽131在药品舱12内往复振动。
[0080]
本发明的粉剂药品的称量装瓶方法通过移送装置将载药纸在计量称、后处理装置间平移,可实现粉剂药品的自动出药、称量、汇总、倾倒入瓶的全过程,无需人工参与,运行
效率高,也避免了药品下料装瓶过程中产生的粉尘对人体造成损害。
[0081]
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1