一种铲纸架运动速度的自适应调整方法与流程
1.本发明涉及纸箱生产的堆叠技术领域,特别涉及一种铲纸架运动速度的自适应调整方法。
背景技术:
2.计数推出单元是粘箱机的一个重要单元,它是经过折叠单元成型后的纸箱进一步进行堆叠、修正、计数、分离、输送等过程的设备。为了实现纸捆的不间断堆叠、分离和输送,需要控制铲纸架在旧纸捆堆叠完成后,从旧纸捆的最后一张纸箱和新纸捆的第一张纸箱间插入,分离新纸捆和旧纸捆,并到达旧纸捆的上表面,与托纸架一起夹紧旧纸捆,将旧纸捆输送出去。
3.传统的铲纸架插入控制方法包括:根据两纸箱间的间距和纸箱的传送速度,计算出铲纸架插入所需的时间;再根据铲纸架的插入行程和经验比例系数,计算出铲纸架插入的速度和加速度;当实际捆张数达到设定值,铲纸架会按照计算出来的速度和加速,立即垂直下降到旧纸捆的表面。
4.上述方法存在一定的技术缺陷,包括:
5.1.为了保证铲纸架的插入效果,需给定一个较大的插入速度和加速度,对于机械结构的冲击很大,影响机械的寿命。
6.2.当两张纸箱间的间距很小,送纸的速度很快时,由于插入的时间极短,而铲纸架的插入行程又较大,且铲纸架的扭矩和最大速度有限,铲纸架极易出现来不及接纸、纸捆堆叠数量不准确、铲纸架报警停机、损坏纸、塞纸、甚至损坏机械结构等问题,从而影响了粘箱机的纸捆堆叠技术精度,阻碍了粘箱机的速度提升,降低了生产的产量、性能和稳定性,浪费了纸板,还有可能造成机械损伤,对生产造成经济损失。
7.3.铲纸架由于机械惯性,会存在运动滞后,使用经验比例系数加快插入速度,虽然能在一定程度上减少滞后,但如果系数不合理,会产生铲纸架插入的超前;而且,当不同型号的粘箱机、连接不同的印刷机、生产不同的纸箱、不同的堆叠捆张数、不同的速度时,铲纸架的插入效果都不一样,插入效果的稳定性难以控制。
8.可见,现有技术还有待改进和提高。
技术实现要素:
9.鉴于上述现有技术的不足之处,本发明的目的在于提供铲纸架运动速度的自适应调整方法,旨在解决现有技术中上述提及的至少一个技术问题。
10.为了达到上述目的,本发明采取了以下技术方案:
11.一种铲纸架运动速度的自适应调整方法,铲纸架的插入过程依次包括:启动加速段、纸捆分离段和减速停止段;
12.所述启动加速段为铲纸架从启动插入时的位置到达出纸口的上表面;
13.所述纸捆分离段为铲纸架从出纸口的上表面到达新纸捆和旧纸捆完成分离时的
位置;
14.所述减速停止段为铲纸架从新纸捆和旧纸捆完成分离时的位置到达旧纸捆的上表面;
15.启动加速段中,铲纸架持续加速下降;纸捆分离段中,铲纸架以运算的速度下降;减速停止段中,铲纸架持续减速下降至停止。
16.所述的铲纸架运动速度的自适应调整方法中,所述启动加速段中,当旧纸捆的最后一张纸箱刚好传送出出纸口时,铲纸架刚好下降到出纸口的上表面。
17.所述的铲纸架运动速度的自适应调整方法中,所述启动加速段中铲纸架升降的定位行程s
ab
和定位加加速度j
ab
为:
18.s
ab
=limit(0.01,abs(p
a
‑
p
b
),p
a
‑
p
e
),单位为毫米;
19.其中,p
a
为铲纸架在启动插入时的铲纸架升降的位置,单位为毫米;
20.p
b
为铲纸架在出纸口的上表面时的铲纸架升降的位置,单位为毫米;
21.p
e
为铲纸架在新旧纸捆完成分离时的铲纸架升降的位置,单位为毫米;
22.单位为毫米/秒的三次方;
23.其中,α
ab
为定位加速度,单位为毫米/秒的平方;
24.t
ab
为定位时间,单位为秒。
25.所述的铲纸架运动速度的自适应调整方法中,所述启动加速段中铲纸架升降的定位加速度α
ab
和定位时间t
ab
为:
26.单位为毫米/秒的平方;
27.其中,v
ab
为铲纸架升降的定位速度,
28.单位为毫米/分钟;
29.单位为秒;
30.其中,c
ab
为启动加速段的时间经验比例系数;
31.s
s
为计数光电开关离出纸口的行程,单位为毫米;
32.v
box
为纸箱传送的速度,单位为米/分钟;
33.t
box
为一个纸箱传送所需的时间,单位为秒。
34.所述的铲纸架运动速度的自适应调整方法中,所述启动加速段中铲纸架升降的最大速度v
vlim
为:
[0035][0036]
其中,v
vlim
为铲纸架升降的最大速度,单位为毫米/分钟;
[0037]
v
vrate
为铲纸架升降电机的额定转速,单位为转/分钟;
[0038]
g
v
为铲纸架升降减速箱的传动比,电机端/终端;
[0039]
s
vgear
为铲纸架升降减速箱的机械行程,单位为毫米/转。
[0040]
所述的铲纸架运动速度的自适应调整方法中,所述纸捆分离段中,所述铲纸架经过出纸口时,不与新纸捆的第一张纸箱接触;当铲纸架到达出纸口的下表面时,新纸捆的第一张纸箱刚好与铲纸架的接纸面的尖端相切;当铲纸架到达新纸捆和旧纸捆完成分离时的位置时,铲纸架接住新纸捆的第一张纸箱。
[0041]
所述的铲纸架运动速度的自适应调整方法中,所述纸捆分离段中铲纸架的定位距离s
be
和升降的定位速度为v
be
为:
[0042]
s
be
=limit(0.01,abs(p
b
‑
p
e
),p
b
),单位为毫米;
[0043]
单位为毫米/分钟;
[0044]
其中,s
be
为铲纸架升降的定位距离;
[0045]
t
be
为纸捆分离段的铲纸架升降的定位时间。
[0046]
所述的铲纸架运动速度的自适应调整方法中,所述纸捆分离段中铲纸架升降的定位时间t
be
为:
[0047]
单位为秒;
[0048]
其中,c
be
为纸捆分离段的时间经验比例系数;
[0049]
s
box
为两个纸箱间的间距,单位为毫米;
[0050]
p
h
为铲纸架在插入时横移的目标位置,单位为毫米。
[0051]
所述的铲纸架运动速度的自适应调整方法中,所述减速停止段中旧纸捆的上表面的位置p
f
为:
[0052]
p
f
=limit(10
‑
p
tlim
,p
p
‑
p
t
,p
e
);
[0053]
其中,p
f
为铲纸架在旧纸捆的上表面时的铲纸架升降的位置,单位为毫米;
[0054][0055]
p
tlim
为托纸架升降的最高位置,单位为毫米;
[0056]
p
p
为接纸平台升降的实际位置,单位为毫米;
[0057]
p
t
为托纸架升降的实际位置,单位为毫米。
[0058]
所述的铲纸架运动速度的自适应调整方法中,所述减速停止段中铲纸架升降的定位减速度α
ef
为:
[0059]
单位为毫米/秒的平方。
[0060]
有益效果:
[0061]
本发明提供了一种铲纸架运动速度的自适应调整方法,所述方法根据上游印刷机和粘箱机的机械结构、纸箱尺寸、纸捆的捆张数以及纸捆分离过程的生产工艺和要求,将铲纸架的插入依次分为启动加速段、纸捆分离段和减速停止段分别处理,并根据伺服轴的电机参数,计算出伺服轴的最大速度,控制伺服轴的运行速度在其最大速度范围内,避免了伺服轴因偏差报警而停机等问题;所述方法对铲纸架的控制算法是基于机械结构的参数,根据不同的机械参数自动优化运算,适用性、通用性和适用性强,且控制精准、稳定。
附图说明
[0062]
图1为本发明提供的所述铲纸架三段插入过程的示意图。
[0063]
图2为所述铲纸架位于a位的示意图。
[0064]
图3为所述铲纸架位于b位的示意图。
[0065]
图4为所述铲纸架位于c位的示意图。
[0066]
图5为所述铲纸架位于d位的示意图。
[0067]
图6为所述铲纸架位于e位的示意图。
[0068]
图7为所述铲纸架位于f为的示意图。
[0069]
图8为一种实施方式中所述铲纸架插入的工艺流程图。
[0070]
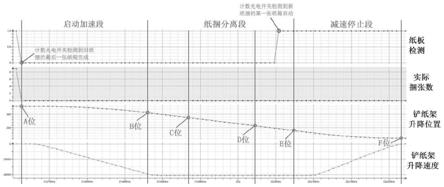
图9为所述铲纸架插入的控制效果波形图。
具体实施方式
[0071]
本发明提供一种铲纸架运动速度的自适应调整方法,为使本发明的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0072]
在本发明的描述中,所述“旧纸捆”、“新纸捆”分别指工艺过程中连续推出的两个纸捆,前一个称为“旧纸捆”,后一个称为“新纸捆”。
[0073]
图1
‑
7中,标号“1”表示铲纸架,“2”表示出纸口,“3”表示计数光电开关,“4”表示托纸架,“5”表示接纸平台。
[0074]
本发明根据上游印刷机和粘箱机的机械结构、纸箱尺寸、捆张数及纸捆分离过程的生产工艺和要求,对铲纸架的插入速度进行控制,提供一种铲纸架运动速度的自适应调整方法。所述方法中铲纸架的插入过程依次包括:启动加速段、纸捆分离段和减速停止段;
[0075]
所述启动加速段为铲纸架从启动插入时的位置到达出纸口的上表面;
[0076]
所述纸捆分离段为铲纸架从出纸口的上表面到达新纸捆和旧纸捆完成分离时的位置;
[0077]
所述减速停止段为铲纸架从新纸捆和旧纸捆完成分离时的位置到达旧纸捆的上表面;
[0078]
启动加速段中,铲纸架持续加速下降;纸捆分离段中,铲纸架以运算的速度下降;减速停止段中,铲纸架持续减速下降至停止。
[0079]
请参阅图1,为方便下面描述,设定铲纸架启动插入时的位置为a位,铲纸架位于出纸口的上表面时的位置为b位,铲纸架位于出纸口时的位置为c位,铲纸架位于出纸口的下表面时的位置为d位,铲纸架位于新纸捆和旧纸捆完成分离时的位置为e位,铲纸架位于旧纸捆的上表面时的位置为f位;
[0080]
即铲纸架从a位到达b位为启动加速段,从b位到达e位为纸捆分离段,从e位到达f位为减速停止段。
[0081]
如图2和3所示,所述启动加速段中,纸捆堆叠完成的标志产生后,铲纸架从a位启动下降,当旧纸捆的最后一张纸箱刚好传送出出纸口时,铲纸架刚好下降到出纸口的上表面,既保证了铲纸架插入速度足够快,又保证了铲纸架不会打到旧纸捆的最后一张纸箱。
[0082]
具体的,所述启动加速段中铲纸架升降的定位行程s
ab
和定位加加速度j
ab
为:
[0083]
s
ab
=limit(0.01,abs(p
a
‑
p
b
),p
a
‑
p
e
),单位为毫米;
[0084]
其中,p
a
为铲纸架在启动插入时的铲纸架升降的位置,单位为毫米;
[0085]
p
b
为铲纸架在出纸口的上表面时的铲纸架升降的位置,单位为毫米;
[0086]
p
e
为铲纸架在新旧纸捆完成分离时的铲纸架升降的位置,单位为毫米;
[0087]
单位为毫米/秒的三次方;
[0088]
其中,α
ab
为定位加速度,单位为毫米/秒的平方;
[0089]
t
ab
为定位时间,单位为秒。
[0090]
进一步的,所述启动加速段中铲纸架升降的定位加速度α
ab
和定位时间t
ab
为:
[0091]
单位为毫米/秒的平方;
[0092]
其中,v
ab
为铲纸架升降的定位速度,
[0093]
单位为毫米/分钟;
[0094]
单位为秒;
[0095]
其中,c
ab
为启动加速段的时间经验比例系数,系数越大,定位时间越长,定位速度越慢;
[0096]
s
s
为计数光电开关离出纸口的行程,单位为毫米;
[0097]
v
box
为纸箱传送的速度,单位为米/分钟;
[0098]
t
box
为一个纸箱传送所需的时间,单位为秒。
[0099]
具体的,所述启动加速段中铲纸架升降的最大速度v
vlim
为:
[0100][0101]
其中,v
vlim
为铲纸架升降的最大速度,单位为毫米/分钟;
[0102]
v
vrate
为铲纸架升降电机的额定转速,单位为转/分钟;
[0103]
g
v
为铲纸架升降减速箱的传动比,电机端/终端;
[0104]
s
vgear
为铲纸架升降减速箱的机械行程,单位为毫米/转。
[0105]
所述纸捆分离段中,如图4所示,所述铲纸架经过出纸口时,不与新纸捆的第一张纸箱接触;如图5所示,当铲纸架到达出纸口的下表面时,新纸捆的第一张纸箱刚好与铲纸架的接纸面的尖端相切;如图6所示,当铲纸架到达新纸捆和旧纸捆完成分离时的位置时,铲纸架接住新纸捆的第一张纸箱。
[0106]
所述纸捆分离段中铲纸架的定位距离s
be
和升降的定位速度为v
be
为:
[0107]
s
be
=limit(0.01,abs(p
b
‑
p
e
),p
b
),单位为毫米;
[0108]
单位为毫米/分钟;
[0109]
其中,s
be
为铲纸架升降的定位距离;
[0110]
t
be
为纸捆分离段的铲纸架升降的定位时间。
[0111]
具体的,所述纸捆分离段中铲纸架升降的定位时间t
be
为:
[0112]
单位为秒;
[0113]
其中,c
be
为纸捆分离段的时间经验比例系数,系数越大,定位时间越长,定位速度越慢;
[0114]
s
box
为两个纸箱间的间距,单位为毫米;
[0115]
p
h
为铲纸架在插入时横移的目标位置,单位为毫米。
[0116]
通过上述方式得到的所述纸捆分离段的铲纸架升降的定位速度,只需考虑在新旧纸捆交替的间隔时间内铲纸架到达新旧纸捆完成分离的位置e位即可,无需到达纸捆的上表面f位,不但可以缓和速度的压力,减小对机械结构的冲击,增加设备的稳定性和寿命,还可以突破瓶颈,提升设备的速度。
[0117]
进一步的,如图7所示,所述减速停止段中,铲纸架持续减速至停止,且当其停止时刚好稳定地停在旧纸捆的上表面f位,与托纸架一起夹紧旧纸捆,将旧纸捆输送出去,既能与托纸架一起夹紧旧纸捆,又不会压伤旧纸捆,实现定位的实时精准和平稳减速。
[0118]
由于纸捆会随着纸满光电开关的检测和设置的参数自动下降堆叠,所以,旧纸捆的上表面f位的位置值是随机变化的,需要实时检测这个位置值。所述减速停止段中旧纸捆的上表面的位置p
f
为:
[0119]
p
f
=limit(10
‑
p
tlim
,p
p
‑
p
t
,p
e
);
[0120]
其中,p
f
为铲纸架在旧纸捆的上表面时的铲纸架升降的位置,单位为毫米;
[0121][0122]
p
tlim
为托纸架升降的最高位置,单位为毫米;
[0123]
p
p
为接纸平台升降的实际位置,单位为毫米;
[0124]
p
t
为托纸架升降的实际位置,单位为毫米。
[0125]
进一步的,所述减速停止段中铲纸架升降的定位减速度α
ef
为:
[0126]
单位为毫米/秒的平方。
[0127]
如图8所示,所述铲纸架的插入过程包括:判断粘箱机的计数推出是否在循环运行,若是,则确定铲纸架1是否位于a位;若不是,重新返回循环运行。接着,确定送纸启动开关是否已经启动送纸和计数,若是,则通过计数光电开关检测纸捆堆叠数量是否达到目标值;否则,重新返回确定送纸启动开关是否已经启动送纸和计数。若计数光电开关3检测纸捆堆叠数量已经达到目标值,则产生纸捆堆叠完成标志,启动铲纸架1的插入,铲纸架1在持续加速的状态下下降到出纸口2的上表面b位,并且保证铲纸架不会打到旧纸捆的最后一张纸箱,然后在新旧纸捆交替的时间内以运算的速度依次从b位下降到c位、d位和e位;并且当铲纸架1到达c位时不会撞到新纸捆的第一张纸箱,到达d位时,新纸捆的第一张纸箱刚好与铲纸架1的接纸面的尖端相切,到达e位时,铲纸架1接住新纸捆的第一张纸箱。最后,铲纸架1持续减速从e位下降到f位,当其到达f位时,刚好稳定地停在旧纸捆的上表面,则铲纸架1
的插入完成。所述铲纸架插入的控制效果如图9所示。
[0128]
将上述铲纸架插入的三段速度自适应控制所得到的数学模型应用于粘箱机铲纸架的插入控制,测试结构如表1和表2所示:
[0129]
表1铲纸架插入的三段速度自适应控制测试结果一
[0130][0131][0132]
表2铲纸架插入的三段速度自适应控制测试结果二
[0133]
[0134]
由表1和2可得,铲纸架插入的三段速度控制适用于不同长度、不同厚度的纸箱,并且对于设定不同的堆叠捆张数,在不同的生产速度下均行之有效,控制精准、稳定。通过限速处理,粘箱机在高速运行时,基本上不会出现因伺服轴报警而停机的问题。而且该控制算法是基于机械结构的参数的,会根据不同的机械参数,自动优化运算,适用性、通用性和实用性较强。
[0135]
可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1