一种用于柔性加工中心的工件托盘的制作方法
[0001]
本发明涉及机械领域,具体说是一种压帽带连接凹坑的堵塞器。
背景技术:
[0002]
柔性加工中心是一种带有工件托盘自动交换的柔性加工单元,可实现工件在机床不停机的状态下装夹、找正、卸料,主要应用于航空航天、军工等企业的高精密复杂零件加工,同时,也在为打造智能工厂、无人车间的智能连线技术奠定基础。但是目前常用的工件托盘无法与其相适应,因此,急需一种可与柔性加工中心相适应的工件托盘,从而实现工件托盘在柔性加工中心内部进行流转。
技术实现要素:
[0003]
为了克服现有的工件托盘无法与柔性加工中心相适应的不足,本发明提供一种用于柔性加工中心的工件托盘,该用于柔性加工中心的工件托盘与工件托盘交换装置相配合,可在柔性加工中心内部进行流转,实现工件的装夹、找正、加工、卸载,极大地缩短机床加工的辅助时间,提高机床的使用效率。
[0004]
本发明的技术方案是:一种用于柔性加工中心的工件托盘,包括托盘主体,所述托盘主体底部设有左右两个导轨板,托盘主体侧面连接有卡块,卡块底部连接有滚轮;所述托盘主体底部连接有若干个定位套,所述定位套与主机工作台上的定位圆柱相配合。
[0005]
所述导轨板底部设有导向拉紧装置,托盘主体底部连接有压板,且压板一侧压紧在导向拉紧装置上。
[0006]
所述卡块外部连接有压块,卡块与压块之间的底部开有槽。
[0007]
本发明具有如下有益效果:由于采取上述方案,每个柔性加工中心可配备2套或更多数量的工件托盘,工件托盘作为工件的夹持定位装置,在工件托盘交换装置的动作下可实现工件托盘在柔性加工单元内部进行流转,工件托盘可在主机上进行定位夹紧,实现工件的加工过程,同时工件托盘也可以在卸料装置上定位,进行工件的卸载,也可以在工件找正装置上进行工件的装夹找正,从而使工件装夹找正在主机外进行,极大地缩短机床加工的辅助时间,提高机床的使用效率。
附图说明
[0008]
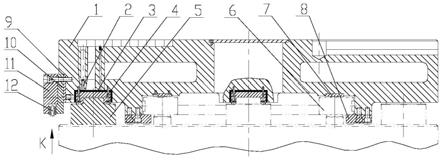
图1是本发明的结构示意图;图2是图1中k向视图。
[0009]
图中1-托盘主体,2-螺纹顶丝,3-注胶层,4-定位套,5-定位圆柱,6-导向拉紧装置,7-导轨板,8-压板,9-调整垫,10-卡块,11-压块,12-滚轮。
具体实施方式
[0010]
下面结合附图对本发明作进一步说明:
由图1、图2所示,一种用于柔性加工中心的工件托盘,包括托盘主体1,托盘主体1上部设有t型槽,用于安装夹具或夹爪,来固定工件。所述托盘主体1底部设有左右两个导轨板7,导轨板7与托盘主体1之间用导轨胶进行定位,并用螺钉进行固定后进行磨削加工。与两条导轨板7垂直的两个立边为托盘主体1的侧导向面,在托盘运输过程中起导向作用,侧导向面在加工过程中保证与导轨板7的垂直精度,并且两个立边的两侧需有倒角,以便于圆滑切入。所述导轨板7底部设有导向拉紧装置6,托盘主体1底部连接有压板8,且压板8一侧压紧在导向拉紧装置6上。压板8在托盘主体1运输过程中限制其倾翻的趋势,另外在托盘主体1与主机拉紧定位过程中,导向拉紧装置6的拉紧力作用在压板8上,从而对托盘主体1施加一个向下拉紧的力。压板8上下两面均为淬火后磨削加工,保证精度。
[0011]
所述托盘主体1底部开有4个均布的圆孔,圆孔内固定有定位套4,所述定位套4与主机工作台上的定位圆柱5相配合,每个定位圆柱5与多套定位套4具有互换性,从而保证多个托盘主体1与主机工作台定位精度的一致性。定位套4与托盘主体1的圆孔之间采用灌注定位胶3的方式进行定位,以保证定位套4与定位圆柱5之间的精密配合,消除托盘主体1在加工过程中的误差。在注胶之前先将定位套4安装在定位圆柱5上,然后将托盘主体1扣在定位套4上,将托盘主体1底端垫平,并用拉紧装置拉紧找正后,用螺纹顶丝2顶紧定位套4,从侧面注胶孔进行注胶,当托盘主体1上端的孔内溢出定位胶后证明定位胶已经充满。托盘主体1下方的定位套4注胶后可在主机上对托盘主体1进行自车加工工件托盘的外圆及端面,保证工件托盘的定位基准与工件托盘的回转圆心一致。
[0012]
所述托盘主体1侧面连接有卡块10,卡块与托盘主体1之间设有调整垫9,卡块10为l形,卡块10外部连接有压块11,压块11、卡块10、调整垫9一同通过螺栓固定在托盘主体1上。卡块10与压块11连接后底部形成一个槽,槽的内外内壁进行淬火处理,提高表面的硬度与耐磨性,调整垫9用于精确调整多个托盘在加工过程中产生的误差。托盘主体1工作时,与其相配合使用的工件托盘交换装置的链条上装有一个滚轮12,滚轮12能与托盘主体1上的槽进行配合,当滚轮12沿链条转动时可带动托盘主体1一起运动,实现托盘主体1交换。由k向视图可以看出,当滚轮12沿链条逆时针转动(滚轮12位置a
→
b
→
c)时将托盘主体1从相应位置取走,滚子沿链条顺时针转动时(滚轮12位置c
→
b
→
a)将托盘主体1送到相应位置,并且当滚子越过极限点a时与工件托盘自行脱开,完成托盘主体1的自动交换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1