一种机采棉打包膜及其包装方法与流程
1.本申请涉及包装材料,属于高分子化工材料技术领域,具体为一种机采棉打包膜及其包装方法。
背景技术:
2.棉花属于国家战略储备物资,所以,政府对棉花的种植、采摘以及加工非常重视,每年花费大量的资源大力扶持,而新疆作为中国最大的棉花生产基地,棉花种植面积达到近4000万亩,在没有引进自动采棉机以前,主要以人工采摘为主,每年采棉季,全国数十万采棉工涌向新疆,然而,人工采棉成本高且效率低,严重制约了棉花种植业的发展。
3.基于上述原因,机械采棉成为了棉花种植业的发展趋势,目前大型采棉机多为国外农业机械公司生产,随着采棉机技术不断发展,又以可自动采收和打包为一体的自动化的采棉机为主,这种采棉机当籽棉箱装满后,机车尾部会自动吐出一个柱体棉包,很像老母鸡下蛋,所以也被亲切地称为“会下蛋的采棉机”,它是目前世界上最先进的采棉机之一,每台的日采棉可达500
‑
600亩,一台采棉机可减少雇佣劳动力约750人,大大提高了采棉效率。
4.而采棉机在打包时则需要用到棉花打包膜,因为采棉机为国外进口,所以一直以来打包膜被采棉机公司及其配套用膜生产厂家垄断,本申请旨在为机采棉提供了一种新的配套用打包膜,实现进口替代,且打包膜生产成本更低,为棉花种植户大大降低了采棉成本,增加了种植收入。
技术实现要素:
5.针对上述现有技术的缺点或不足,本申请要解决的技术问题是提供一种机采棉打包膜及其包装方法。
6.为解决上述技术问题,本申请通过以下技术方案来实现:
7.本申请一方面提出了一种机采棉打包膜,包括:多个第一连接单元和多个第二连接单元,其中,所述第一连接单元的至少一个端部与所述第二连接单元的至少一个端部粘结形成至少一个在一定外力作用下可松脱开的连接部。
8.进一步地,上述的机采棉打包膜,其中,所述第一连接单元的端部具有第一u型结构,所述第二连接单元的端部具有第二u型结构,所述第一u型结构部分嵌入所述第二u型结构设置。
9.进一步地,上述的机采棉打包膜,其中,所述连接部包括设置在第一连接单元端部的离型胶带层以及设置在所述第二连接单元端部的高粘性胶粘层。
10.进一步地,上述的机采棉打包膜,其中,所述离型胶带层至少覆盖所述第一连接单元端部的上表面或下表面。
11.进一步地,上述的机采棉打包膜,其中,所述第一连接单元或所述第二连接单元包括:基材本体以及设置在所述基材本体两端的第一粘性段和第二粘性段,所述第一粘性段包括设置在所述基材本体上的离型胶带层,所述第二粘性段包括设置在所述基材本体上的
高粘性胶粘层。
12.进一步地,上述的机采棉打包膜,其中,在所述基材本体上还设有第三粘性段,所述第三粘性段的粘性小于所述第一粘性段、所述第二粘性段的粘性。
13.进一步地,上述的机采棉打包膜,其中,所述基材本体由聚烯烃材料制成。
14.进一步地,上述的机采棉打包膜,其中,所述基材本体的设置厚度为50
‑
140μm。
15.进一步地,上述的机采棉打包膜,其中,还包括非粘性段,所述非粘性段涂布有机硅脂或经氟素离型处理。
16.进一步地,上述的机采棉打包膜,其中,所述第一连接单元或所述第二连接单元的两端部还设有锥形结构。
17.进一步地,上述的机采棉打包膜,其中,所述第一连接单元或所述第二连接单元上还设有rfid标签。
18.本申请另一方面还提出了一种上述机采棉打包膜的包装方法,包括:
19.利用相互连接的第一连接单元和第二连接单元对物品进行包装;
20.停止所述第二连接单元的运动并继续所述物品的运动;
21.设置在所述第一连接单元端部与所述第二连接单元端部的连接部逐渐松脱;
22.利用所述第二连接单元的端部对所述物品进行封装,完成对所述物品的包装。
23.进一步地,上述的包装方法,其中,所述连接部包括设置在第一连接单元端部的离型胶带层以及设置在所述第二连接单元端部的高粘性胶粘层,在外力作用下,所述离型胶带层可与所述高粘性胶粘层逐渐松脱开。
24.进一步地,上述的包装方法,其中,在上述的设置在所述第一连接单元端部与所述第二连接单元端部的连接部逐渐松脱中,包括:所述第一连接单元的第一u型结构被拉伸开并逐步将所述第二连接单元的设置方向伸展开。
25.进一步地,上述的包装方法,其中,在上述的设置在所述第一连接单元端部与所述第二连接单元端部的连接部逐渐松脱中,还包括:所述第二连接单元的第二u型结构被拉伸开并逐步向所述第二连接单元的设置方向伸展开。
26.进一步地,上述的包装方法,其中,在上述的设置在所述第一连接单元端部与所述第二连接单元端部的连接部逐渐松脱中,还包括:所述第一连接单元端部与所述第二连接单元端部逐渐分离直至完全松脱。
27.进一步地,上述的包装方法,其中,还包括:基于设置在所述第一连接单元或所述第二连接单元上的rfid标签,进行打包膜的识别和跟踪。
28.与现有技术相比,本申请具有如下技术效果:
29.本申请通过连接部的设置可以实现打包膜的自动分离设置,即在完成打包后通过外力控制使得连接部自动分离,从而可方便地实现打包膜的自动截断,可适用于不同物品不同打包卷数的使用场景,自动化程度高,实用性强,应用范围广;
30.本申请通过多个第一连接单元和第二连接单元的交替连接,可无限延长打包膜的设置长度,其中,打包膜的设置宽度可以根据实际应用场景进行适应性的调整;
31.本申请中第一u型结构和第二u型结构的相互配合连接形成连接部。通过第一u型结构和第二u型结构的相互配合,可实现第一连接单元与第二连接单元的连接。当需要截断处理打包膜时,可通过控制第一连接单元停止运动并继续被包装物品的运动;从而使得连
接部逐渐松脱开;当然,在没有包装物品时,通过施加作用力与第一连接单元和第二连接单元上,随着外部作用力的逐渐增大,亦可将连接部分离开,完成打包膜的截断作业;
32.本申请棉花打包膜可实现自动化批量化生产,实现了进口替代,成本更低,相对于进口膜成本至少降低30%以上。
附图说明
33.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本申请的其它特征、目的和优点将会变得更明显:
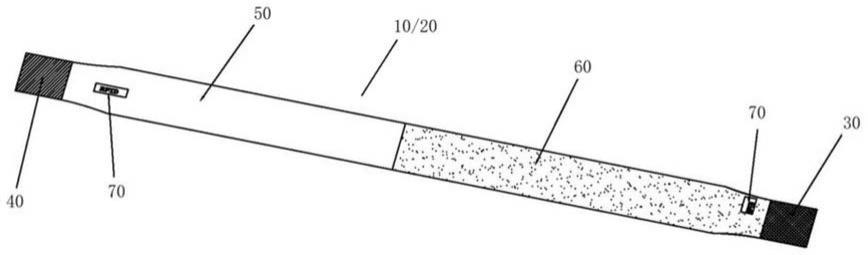
34.图1:本申请一实施例机采棉打包膜的结构示意图;
35.图2:本申请中第一连接单元或第二连接单元的立体图;
36.图3:本申请中第一连接单元或第二连接单元的平面图;
37.图4:本申请一实施例机采棉打包膜的包装方法的示意图一;
38.图5:本申请一实施例机采棉打包膜的包装方法的示意图二;
39.图6:本申请一实施例机采棉打包膜的包装方法的示意图三。
具体实施方式
40.下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
41.如图1至图3所示,在本申请的其中一个实施例中,一种机采棉打包膜,包括:多个第一连接单元10和多个第二连接单元20,其中,所述第一连接单元10的至少一个端部与所述第二连接单元20的至少一个端部粘结形成至少一个在一定外力作用下可松脱开的连接部。本实施例通过连接部的设置可以实现打包膜的自动分离设置,即在完成打包后通过外力控制使得所述连接部自动分离,从而可方便地实现打包膜的自动截断,可适用于不同物品不同打包卷数的使用场景,自动化程度高,实用性强,应用范围广。
42.其中,通过多个第一连接单元10和所述第二连接单元20的交替连接,可无限延长所述打包膜的设置长度,其中,所述打包膜的设置宽度可以根据实际应用场景进行适应性的调整,本实施例对其长度和宽度并不做限制。
43.其中,如图1所示,所述第一连接单元10的端部具有第一u型结构,所述第二连接单元20的端部具有第二u型结构,所述第一u型结构部分嵌入所述第二u型结构设置。在本实施例中,通过上述第一u型结构和所述第二u型结构的相互配合连接形成所述连接部。通过所述第一u型结构和所述第二u型结构的相互配合,可实现第一连接单元10与所述第二连接单元20的连接。当需要截断处理打包膜时,可通过控制所述第二连接单元20停止运动并继续被包装物品的运动,从而使得连接部逐渐松脱开;当然,在没有包装物品时,通过施加作用力与所述第一连接单元10、所述第二连接单元20上,随着外部作用力的逐渐增大,亦可将所述连接部分离开,完成打包膜的截断作业。
44.进一步地,所述连接部包括设置在第一连接单元10端部的离型胶带层30以及设置在所述第二连接单元20端部的高粘性胶粘层40。通过所述离型胶带层30与所述高粘性胶粘
层40的连接,可在施加外力作用下,将所述第一连接单元10与所述第二连接单元20分离开。
45.优选地,在其中一实施例中,通过高粘性胶粘层40的剥离强度的试验方法检测具有从5至15牛顿的粘性,进一步优选地,高粘性胶粘层40具有从6至14牛顿的粘性;进一步优选地,高粘性胶粘层40具有从7至13牛顿的粘性;进一步优选地,高粘性胶粘层40具有从8至12牛顿的粘性;进一步优选地,高粘性胶粘层40具有从9至11牛顿的粘性;进一步优选地,高粘性胶粘层40具有从9至10牛顿的粘性。
46.优选地,在其中一实施例中,所述离型胶带层30根据180
°
剥离试验方法检测具有10至20克离型力,进一步优选地,所述离型胶带层30具有11至19克离型力;进一步优选地,所述离型胶带层30具有12至18克离型力;进一步优选地,所述离型胶带层30具有13至17克离型力;进一步优选地,所述离型胶带层30具有14至16克离型力;进一步优选地,所述离型胶带层30具有15至16克离型力。
47.通过上述高粘性胶粘层40的粘性设置以及离型胶带层30的离型力设置,使得第一连接单元10和第二连接单元20在连接状态时具有一定的粘结强度,而在需要分离状态通过一定外力的作用也可实现自动分离。
48.所述离型胶带层30至少覆盖所述第一连接单元10端部的上表面或下表面。其中,优选地,在本实施例中,所述离型胶带层30优选地覆盖所述第一连接单元10端部的上表面以及下表面,如图1所示,上述设置利于实现所述离型胶带层30与所述高粘性胶粘层40的分离,避免因高粘性胶粘层40粘接在下文所述基材本体上而相对难以分离等情况发生。
49.如图2和图3所示,所述第一连接单元10或所述第二连接单元20包括:基材本体以及设置在所述基材本体两端的第一粘性段和第二粘性段,所述第一粘性段包括设置在所述基材本体上的离型胶带层30,所述第二粘性段包括设置在所述基材本体上的高粘性胶粘层40。
50.其中,在具体实施例中,优选地,所述第一粘性段与所述第二粘性段连接可形成所述连接部,通过上述连接设置,可将所述第一连接单元10和所述第二连接单元20交替连接在一起,从而形成具有一定预设长度的所述打包膜,交替连接的所述第一连接单元10和所述第二连接单元20可形成连续的打包膜卷。
51.其中,上述的第一粘性段可弯折形成所述第一u型结构,所述第二粘性段亦可弯折形成所述第二u型结构。
52.在所述基材本体上还设有第三粘性段60,所述第三粘性段60的粘性小于所述第一粘性段、所述第二粘性段的粘性。其中,所述第三粘性段60的粘性根据胶粘带剥离强度的试验方法检测具有0.5至2牛顿的粘性,进一步优选地,所述第三粘性段60具有0.6至1.9牛顿的粘性;进一步优选地,所述第三粘性段60具有0.7至1.8牛顿的粘性;进一步优选地,所述第三粘性段60具有0.6至1.9牛顿的粘性;进一步优选地,所述第三粘性段60具有0.8至1.7牛顿的粘性;进一步优选地,所述第三粘性段60具有0.9至1.6牛顿的粘性;进一步优选地,所述第三粘性段60具有1.0至1.5牛顿的粘性;进一步优选地,所述第三粘性段60具有1.1至1.4牛顿的粘性;进一步优选地,所述第三粘性段60具有1.2至1.3牛顿的粘性。
53.通过上述第三粘性段60的设置,可将所述第一连接单元10的非粘性段50与所述第二连接单元20的第二u型结构的外表面进行连接,或者,可将所述第二连接单元20的非粘性段50与所述第一连接单元10的第一u型结构的外表面进行连接,避免因第一u型结构或所述
第二u型结构的连接的外侧部分与第一连接单元10或第二连接单元20出现部分分离,影响打包膜的整体平整度甚至影响包装效果。
54.进一步地,还包括非粘性段50,所述非粘性段50涂布有机硅脂或经氟素离型处理。所述非粘性段50的设置可适当增加所述第一连接单元10或所述第二连接单元20的设置长度;并且通过预留部分非粘性段50,可以解决实际制造误差中出现,避免胶粘层所在基材主体超过非粘性段50所在基材主体,从而导致黏连难以分离的技术问题,实现在有较大制造误差的情况下,依旧实现所制造的包装膜易于分离的技术效果。
55.在其中一实施例中,所述基材本体由聚烯烃材料制成,优选地,所述基材本体由至少三层聚烯烃材料通过共挤吹塑成型。
56.其中,所述基材本体的设置厚度为50
‑
140μm,进一步优选地,所述基材本体的设置厚度为60
‑
130μm;进一步优选地,所述基材本体的设置厚度为70
‑
120μm;进一步优选地,所述基材本体的设置厚度为80
‑
110μm;进一步优选地,所述基材本体的设置厚度为90
‑
100μm。所述基材本体为薄膜结构,在满足薄的基础还具有一定的支撑或拉伸强度,以满足不同场景的包装使用需求。
57.进一步地,所述第一连接单元10或所述第二连接单元20的两端部还设有锥形结构。如图2和图3所示,通过设置所述锥形结构,可以确保打包膜的正确输送以及多风条件下端部的耐久性达到最大。
58.进一步地,所述第一连接单元10或所述第二连接单元20上还设有rfid标签。优选地,在所述第一连接单元10/所述第二连接单元20上至少设有两个rfid标签,其中,所述rfid标签70优选地设置在所述第一连接单元10/所述第二连接单元20的端部。通过设置所述rfid标签70可在打包过程中跟踪和识别打包膜,降低出错率。
59.如图4至图6所示,在本申请的其中一个实施例中,一种上述机采棉打包膜的包装方法,包括:
60.利用相互连接的第一连接单元10和第二连接单元20对物品进行包装;
61.停止所述第二连接单元20的运动并继续所述物品的运动;
62.设置在所述第一连接单元10端部与所述第二连接单元20端部的连接部逐渐松脱;
63.利用所述第二连接单元20的端部对所述物品进行封装,完成对所述物品的包装。
64.通过上述设置,在完成打包后通过外力控制使得所述连接部自动分离,从而可方便地实现打包膜的自动截断,可适用于不同物品不同打包卷数的使用场景,自动化程度高,实用性强,应用范围广。
65.其中,在此部分涉及打包膜的技术特征,见上文描述,这里不再赘述。
66.所述连接部包括设置在第一连接单元10端部的离型胶带层30以及设置在所述第二连接单元20端部的高粘性胶粘层40,在外力作用下,所述离型胶带层30可与所述高粘性胶粘层40逐渐松脱开。具体地,在具体实施例中,优选地,所述第一粘性段与所述第二粘性段连接可形成所述连接部,通过上述连接设置,可将所述第一连接单元10和所述第二连接单元20交替连接在一起,从而形成具有一定预设长度的所述打包膜。
67.在上述的设置在所述第一连接单元10端部与所述第二连接单元20端部的连接部逐渐松脱中,包括:所述第一连接单元10的第一u型结构被拉伸开并逐步将所述第二连接单元20的设置方向伸展开,见图4。
68.在上述的设置在所述第一连接单元10端部与所述第二连接单元20端部的连接部逐渐松脱中,还包括:所述第二连接单元20的第二u型结构被拉伸开并逐步向所述第二连接单元20的设置方向伸展开,见图4所示。
69.在上述的设置在所述第一连接单元10端部与所述第二连接单元20端部的连接部逐渐松脱中,还包括:所述第一连接单元10端部与所述第二连接单元20端部逐渐分离直至完全松脱,见图5和图6所示。
70.并且,在本实施例中,由于第一连接单元10或第二连接单元20端部设置的离型胶带层30或高粘性胶粘层40,在当所述连接部分离后,可通过离型胶带层30或高粘性胶粘层40对所述物品进行封装,完成对所述物品的包装。
71.其中,所述物品包括但不限于棉花卷等产品。
72.所述打包膜还设于包覆边缘区(图中未示意),所述包覆边缘区超出被包装物品的外边缘设置,通过上述包覆边缘区的设置,以尽可能地减少物品的废料,避免暴露与雨淋等,防止雨水渗入,还可起到紫外线的防护等。
73.进一步地,还包括:基于设置在所述第一连接单元10或所述第二连接单元20上的rfid标签70,进行打包膜的识别和跟踪。
74.在所述第一连接单元10/所述第二连接单元20上至少设有两个rfid标签,其中,所述rfid标签70优选地设置在所述第一连接单元10/所述第二连接单元20的端部。通过设置所述rfid标签70可在打包过程中跟踪和识别打包膜,降低出错率。
75.在本申请的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
76.在本申请中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
77.在本实施例的描述中,术语“上”、“下”、“左”、“右”、等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
78.以上实施例仅用以说明本申请的技术方案而非限定,参照较佳实施例对本申请进行了详细说明。本领域的普通技术人员应当理解,可以对本申请的技术方案进行修改或等同替换,而不脱离本申请技术方案的精神和范围,均应涵盖在本申请的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1