一种纠偏系统的制作方法
[0001]
本实用新型涉及气动纠偏领域,尤其涉及用于造纸机造纸生产过程中对传送辊进行重力补偿的纠偏系统。
背景技术:
[0002]
气动纠偏控制系统是现代纸机必不可少的现场控制系统,它负责从网部到干部的每一个造纸织物运行纠偏控制,是造纸机正常运行的基本保障,虽然大部分执行器都设计成水平安装状态,不受重力干扰,但仍有不少因整体结构设计,设计成倾斜安装或垂直安装,在非水平安装的执行器也能够正常调整纠正织物的运行方向,但调整辊受重力作用,在没有控制气压输入的情况下,调整辊操作侧低于传动侧,迫使织物跑偏,当跑偏量达到控制器动作的时候,控制器向克服重力的气缸内充气,驱动调整辊动作,来纠正跑偏。这种频繁且大幅度的调整,严重制约气缸的使用寿命,如不及时修复连续生产就会收到极大威胁。
技术实现要素:
[0003]
本实用新型的目的是提供一种能够减小气缸调整幅度的纠偏系统。
[0004]
为实现上述目的,通过以下技术手段实现:一种纠偏系统,包括设于传送辊一端下方并控制传送辊该端上下位置的气缸、第一充气支路、第二充气支路和传感换向阀,所述气缸包括带有平衡弹簧且控制活塞回缩的有杆腔和推动活塞外伸的无杆腔,该传感换向阀包括使得气缸控制传送辊下降的第一阀腔、使得气缸控制传送辊处于平衡位置的第二阀腔和使得气缸控制传送辊上升的第三阀腔。
[0005]
进一步优化为:所述第一阀腔带有第一充气通道和第一放气通道,该第一充气支路连接第一充气通道并通过第一阀腔与有杆腔相连通,第一放气通道与所述无杆腔连通,第二充气支路连通于所述无杆腔。
[0006]
进一步优化为:所述第二阀腔带有两个第二放气通道,两个所述放气通道分别于有杆腔和无杆腔相连,第二充气支路连通于所述无杆腔。
[0007]
进一步优化为:所述第三阀腔带有第三放气通道和第三充气通道,该第三放气通道与有杆腔相连通,第一充气支路连接第三充气通道并通过第三阀腔与无杆腔相连通,第二充气支路连通于所述无杆腔。
[0008]
进一步优化为:所述第一充气支路设有第一调压阀,第二充气支路设有第二调压阀。
[0009]
进一步优化为:所述第二充气支路在第二调压阀之后还设置有节流阀和单向阀。
[0010]
本实用新型与现有技术相比的优点在于:当传感换向阀的阀腔处于第二阀腔时,气缸的有杆腔和无杆腔将不会接收到来自气源的压力,此时辊子因自重向下;关闭第一调压阀,调节第二调压阀,使得第二充气支路的充气量大于第二放气通道的放气量,慢慢将辊子抬起,当气缸活塞推着传送辊到达中间平衡位置时,由于气缸有杆腔内安装了平衡弹簧,就会阻止辊子继续提升,此时即为平衡压力,传送辊将处于平衡状态;之后传送辊在传送物
料过程中在受到震动或者其他不稳定因素的影响,由于此平衡弹簧与平衡气压的作用,不会引起大幅度的活塞变化,从而提高气缸的使用寿命。
附图说明
[0011]
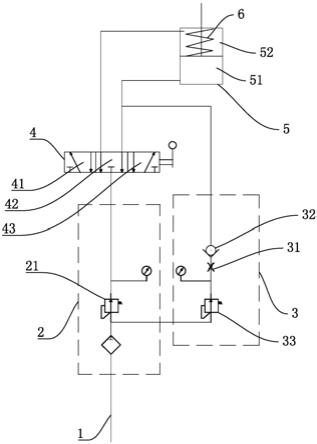
图1为本实施例的纠偏系统图。
[0012]
图中,1、气源;2、第一充气支路;21、第一调压阀;3、第二充气支路;31、节流阀;32、单向阀;33、第二调压阀;4、传感换向阀;41、第一阀腔;42、第二阀腔;43、第三阀腔;5、气缸;51、无杆腔;52、有杆腔;6、平衡弹簧。
具体实施方式
[0013]
下面结合附图并通过具体实施例对实用新型作进一步详述,以下实施例只是描述性的,不是限定性的本实用新型的保护范围。
[0014]
实施例
[0015]
一种纠偏系统,参见附图1,在这里没有将传送辊画出,在使用时,此系统特别适合气缸5设置在传送辊下方状态时使用。其次,各个气缸之间采用气管连接,在本附图1中采用了简化的方式。
[0016]
主要包括第一充气支路2、第二充气支路3、传感换向阀4和气缸5,其中的气缸5包括有杆腔52和无杆腔51,有杆腔52内设置有活塞和平衡弹簧6,无杆腔51用于接受充气气压使得活塞伸出气缸5。
[0017]
第一充气支路2一端连接气源1,之后通过第一调压阀21连接于传感换向阀4;第二充气支路3一端连接气源1,之后依次连接第二调压阀33、节流阀31和单向阀32并连接在气缸5的无杆腔51处。
[0018]
传感换向阀4包括有第一阀腔41、第二阀腔42和第三阀腔43,当处于第一阀腔41时,第一充气支路2连接第一充气通道并通过第一阀腔41与有杆腔52相连通,第一放气通道与所述无杆腔51连通;当处于第二阀腔42时,两个放气通道分别于有杆腔52和无杆腔51 相连;当处于第三阀腔43时,第三放气通道与有杆腔52相连通,第一充气支路2连接第三充气通道并通过第三阀腔43与无杆腔51相连通。
[0019]
当需要使用的时候,使得传感换向阀4的阀腔处于第二阀腔42 时,气缸5的有杆腔52和无杆腔51将不会接收到来自气源1的压力,此时辊子因自重向下;关闭第一调压阀21,调节第二调压阀33,使得第二充气支路3的充气量大于第二放气通道的放气量,慢慢将辊子抬起,当气缸5活塞推着传送辊到达中间平衡位置时,由于气缸5有杆腔52内安装了平衡弹簧6,就会阻止辊子继续提升,此时即为平衡压力,传送辊将处于平衡状态;当停止工作时,拨动传感换向阀4 挡板,使传感换向阀4切换到第一阀腔41位置时,调节第二充气支路3的节流阀31,调节平衡充气量小于传感换向阀4的排气量,使辊子能迅速下降。
[0020]
当造纸织物没有跑偏时,传感换向阀4不向外充气,即处于第二阀腔42位置;织物向背离操作侧跑偏时,传感换向阀4向气缸5有杆腔52充气,无杆腔51排气,即处于第一阀腔41位置,由于节流阀31控制的向无杆腔51充气流量小于传感器排气流量,所以气缸5 活塞迅速向下运动,拖动调整辊调整。当织物恢复中间位置时,传感换向阀4回到第二阀腔42位置,此时第二充气支路3向无杆腔51内充气,维持气缸5在中间位置。
[0021]
以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1