一种永磁吸盘工装的制作方法
[0001]
本实用新型涉及振动及噪声领域,尤其涉及一种永磁吸盘工装。
背景技术:
[0002]
随着国内地铁建设规模的加大、环保要求的提高,地铁减振降噪越来越重要,也备受社会各方的关注。钢弹簧浮置板作为效果较好的一种减振措施被广泛使用,较好地解决了诸多减振问题。
[0003]
钢弹簧浮置板道床是将一定质量的混凝土浮置于隔振器上,隔振器中有钢弹簧和阻尼液。隔振器作为浮置板道床的重要组成部分,其刚度和阻尼参数直接影响着浮置板道床的动力性能。现场隔振器的摆放和搬运都是工人使用隔振器上的三个螺纹来完成,每次搬运都需要消耗大量的时间,有时螺纹坏死更是耽误工期。遇到缩短工期时,工人甚至只拧紧一半螺纹,以至于产生螺纹脱丝现象进而导致安全事故发生。由于常规永磁吸盘操作空间有限,进而无法满足施工现场工人搬运隔振器的使用要求。
[0004]
由于上述问题,亟需设计一种永磁吸盘工装。
技术实现要素:
[0005]
为了解决上述问题,本发明人进行了锐意研究,提供了一种永磁吸盘工装,使用该永磁吸盘工装能够简单有效地完成隔振器的搬运,提高搬运效率,降低隔振器的制作成本。
[0006]
为此,本实用新型提供一种永磁吸盘工装,该永磁吸盘工装包括永磁铁组件、减速齿轮系统、导向杆和齿条,
[0007]
其中,所述导向杆的末端设置有齿条,齿条与减速齿轮系统相连接,所述减速齿轮系统与永磁铁组件相连,
[0008]
根据本实用新型,所述减速齿轮系统包括第一齿轮、支架、第二齿轮、第三齿轮和第四齿轮。
[0009]
其中,所述第一齿轮与齿条啮合,所述第二齿轮与第一齿轮通过安装轴相连,安装轴通过轴承安装在支架上。
[0010]
进一步地,所述第二齿轮的轮齿与第三齿轮啮合;所述第三齿轮设有两个扇形轮齿部分,其中一部分轮齿与第二齿轮相啮合,另一部分轮齿与第四齿轮相啮合,
[0011]
在所述第三齿轮的中部还设有安装孔,可通过安装轴使其安装在支架上。
[0012]
根据本实用新型,所述支架为l型支架,其底面与永磁铁组件相连固连,其竖直方向的部分设有两个安装孔,用于安装安装轴,并对第一齿轮、第二齿轮和第三齿轮提供相应的支撑。
[0013]
所述第四齿轮与第三齿轮相啮合,并与永磁铁组件的输入轴固连。
[0014]
根据本实用新型,所述导向杆的顶端设有把手,方便导向杆的按压和提起,所述把手901为横杆状结构。
[0015]
根据本实用新型,所述永磁吸盘工装还设置有焊接支架,所述焊接支架顶部焊接
有横杆,焊接支架底部焊接有法兰,所述法兰与永磁铁组件相连。
[0016]
根据本实用新型,所述导向杆的外侧设置有套筒,可对导向杆进行支撑,并为其向上或向下运动提供导轨。
[0017]
所述所述套筒为矩形筒状结构,在其一侧设有翼板,所述套筒通过翼板与焊接支架固连。
[0018]
根据本实用新型,在永磁组件和齿轮减速系统的外侧装有盖板。
[0019]
本实用新型提供的吸盘工装具有以下有益效果:
[0020]
(1)操作简单,工作效率高
[0021]
传统隔振器工装需要先拧紧3个螺栓后再进行搬运,然后堆放完成后再松下3个螺栓,耗时比较长,而永磁吸盘工装只需完成导向杆的上下运动即可,耗时短。
[0022]
(2)安全性高
[0023]
工人在进行大量重复和沉重体力劳动下会对螺纹拧紧松懈,进而发生安全事故,而永磁吸盘工装则会避免此种事故的发生。
[0024]
(3)降低隔振器生产成本
[0025]
每个隔振器上表面都需要加工3个螺纹孔,大批量的隔振器加工会造成成本的增加,同时需要对螺纹孔进行保护处理且工序繁琐,而永磁吸盘工装完全可以简化隔振器生产工序,降低生产成本。
附图说明
[0026]
图1示出隔振器的俯视图;
[0027]
图2示出传统隔振器安装示意图;
[0028]
图3示出永磁吸盘工装的剖面图示意图;
[0029]
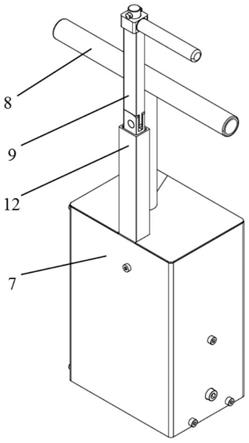
图4示出永磁吸盘工装的结构示意图;
[0030]
图5示出永磁吸盘工装的剖面图;
[0031]
图6示出永磁吸盘工装的侧视图;
[0032]
图7示出焊接支架的结构示意图;
[0033]
图8示出套筒的结构示意图;
[0034]
图9示出永磁吸盘工装的充磁过程示意图;
[0035]
图10示出永磁吸盘工装的放磁过程示意图。
[0036]
附图标记说明
[0037]
1-螺柱杆,
[0038]
2-外套筒,
[0039]
3-混凝土,
[0040]
4-隔振器,401-螺纹孔,
[0041]
5-永磁铁组件,501-输入轴,
[0042]
6-减速齿轮系统,601-第一齿轮,602-支架,603-第二齿轮, 604-第三齿轮,605-第四齿轮,
[0043]
7-盖板,
[0044]
8-焊接支架,801-横杆,802-法兰,
[0045]
9-导向杆,901-把手,
[0046]
10-齿条,
[0047]
11-永磁吸盘工装,
[0048]
12-套筒,121-翼板。
具体实施方式
[0049]
下面通过对本实用新型进行详细说明,本实用新型的特点和优点将随着这些说明而变得更为清楚、明确。
[0050]
在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
[0051]
现有技术中,隔振器4上设有多个螺纹孔401,如图1所示,在将隔振器4搬运至混凝土外套筒孔内时,通常采用如图2所示的螺柱杆1,将螺柱杆1拧入隔振器4的螺纹孔401内;但是这种方法在使用过程中容易出现螺纹脱扣、螺柱杆1拧入深度不够等问题,造成隔振器4的搬运失败,可能发生安全事故。
[0052]
因此,根据本实用新型,提供一种永磁吸盘工装,该永磁吸盘工装主要包括永磁铁组件5、减速齿轮系统6、导向杆9和齿条10,如图4所示。
[0053]
根据本实用新型,所述永磁铁组件5可提供磁力,用于吸附隔振器4,
[0054]
为了实现对隔振器的吸附和分离,同时提高永磁吸盘工装的使用寿命,本实用新型的永磁铁组件5设置为可以进行充磁和放磁,所述永磁铁组件5的充磁和放磁可借助于减速齿轮系统6、导向杆9和齿条10来实现:
[0055]
具体来说,在导向杆9的末端设置有齿条10,所述齿条10 与减速齿轮系统6相连接,所述减速齿轮系统6与永磁铁组件5 相连。
[0056]
进一步地,所述减速齿轮系统6包括第一齿轮601、支架602、第二齿轮603、第三齿轮604和第四齿轮605,所述第一齿轮601 与齿条10啮合,第二齿轮603与第一齿轮601通过安装轴相连,安装轴通过轴承安装在支架602上,这样可以使实现第一齿轮 601与第二齿轮603同步转动,所述第二齿轮603的轮齿与第三齿轮604啮合;
[0057]
所述第三齿轮604设有两个扇形轮齿部分,其中一部分轮齿与第二齿轮603相啮合,另一部分轮齿与第四齿轮605啮合,
[0058]
在所述第三齿轮604的中部还设有安装孔,可通过安装轴使其安装在支架602上,
[0059]
所述支架602为l型支架,其底面与永磁铁组件5相连固连,其竖直方向的部分设有两个安装孔,用于安装安装轴,并对第一齿轮601、第二齿轮603和第三齿轮604提供相应的支撑。
[0060]
所述第四齿轮605与第三齿轮604相啮合,并与永磁铁组件5 的输入轴501固连,如图4、图5所示。
[0061]
根据本实用新型,所述导向杆9的顶端设有把手901,方便导向杆9的按压和提起,所述把手901为横杆状结构。
[0062]
根据本实用新型优选的实施方式,通过按压把手901,使得导向杆9向下移动,进而带动齿条10向下移动,进一步地带动第一齿轮601和第二齿轮603的转动,之后带动与第二
齿轮603啮合的第三齿轮604转动,第三齿轮604带动与之啮合的第四齿轮605 转动,最终实现输入轴501的正转(此处把按压把手901带来的输入轴501的转动称之为正转),输入轴501正转对永磁铁组件5 进行充磁。
[0063]
根据本实用新型另一优选的实施方式,通过提起把手901,使得导向杆9向上移动,进而带动齿条10向上移动,进一步地带动第一齿轮601和第二齿轮603的转动,之后带动与第二齿轮603 啮合的第三齿轮604转动,第三齿轮604带动与之啮合的第四齿轮605转动,最终实现输入轴501的反转(此处把提起把手901 带来的输入轴501的转动称之为反转),输入轴501反转对永磁铁组件5进行放磁。
[0064]
根据本实用新型优选的实施方式,为了更为方便的搬运永磁吸盘工装11和隔振器4,在永磁吸盘工装11上还设置有焊接支架8,
[0065]
根据本实用新型,如图7所示,所述焊接支架8顶部焊接有横杆801,方便提起整个永磁吸盘工装,焊接支架底部焊接有法兰802,所述法兰802与永磁铁组件5相连,优选可采用螺钉连接的方式,使连接更为牢固;同时在移动永磁吸盘工装11和隔振器4时,可通过提起焊接支架8的横杆801即可轻松顺利的提起永磁吸盘工装11和隔振器4。
[0066]
根据本实用新型优选的实施方式,所述导向杆9的外侧设置有套筒12,可对导向杆9进行支撑,并为其向上或向下运动提供导轨,如图3所示,
[0067]
具体地,所述所述套筒12为矩形筒状结构,在其一侧设有翼板121,所述套筒12通过翼板121与焊接支架8固连,优选采用焊接的方式连接,如图6、图8所示。
[0068]
根据本实用新型优选的实施方式,在所述永磁组件5和齿轮减速系统6的外侧装有盖板7,可以有效地对永磁吸盘工装11的内部元件进行保护,并起到了防尘的作用,如图3所示。
[0069]
根据本实用新型,还提供一种使用此永磁吸盘工装11进行隔振器4安装的方法或操作说明,如图6、图7所示:
[0070]
1)将永磁吸盘工装置于隔振器4上;
[0071]
2)按压把手901,至导向杆9不能向下按压为止,完成对永磁吸盘工装11的充磁,并使得永磁吸盘工装与隔振器4吸合为一体;
[0072]
3)通过提起焊接支架8将隔振器4搬运至外套筒上的孔内;
[0073]
4)提起把手901,进而提起导向杆9,减速齿轮系统进行反转,完成对永磁吸盘工装11的放磁,使得永磁吸盘工装与隔振器4分离;
[0074]
5)移走永磁吸盘工装11,即完成对隔振器4的安装。
[0075]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体的连接普通;可以是机械连接,也可以是电连接;可以是直接连接,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0076]
以上结合了优选的实施方式对本实用新型进行了说明,不过这些实施方式仅是范例性的,仅起到说明性的作用。在此基础上,可以对本实用新型进行多种替换和改进,这些均落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1