一种电子元件自动测试包装机的制作方法
[0001]
本实用新型属于自动化检测、自动包装技术领域,具体涉及一种电子元件自动测试包装机。
背景技术:
[0002]
智能化元器件的发展前景信息化是当今世界经济和社会发展的大趋势,“十三五”期间我国要实现信息产业的跨越式发展,大力推进国民经济和社会信息化,以信息化带动工业化,发挥后发优势,实现社会生产力的跨越式发展。
[0003]
目前电子元件包括电阻、电容、电感、二极管、三极管及ic类产品检测占所有检测的85%以上,种类繁多,检验方法依赖人工目视、万用表类较多,检验效率低下,容差率高,出厂产品合格准确性有待提高。
技术实现要素:
[0004]
本实用新型的目的在于提供一种电子元件自动测试包装机,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:一种电子元件自动测试包装机,包括工作平台、印字平台、包装机、提篮、周转板、推料装置、x 向位移装置、y向机器臂、送料平台-、送料平台-、抓取装置、摄像装置、产品转向平台、流量监控器、激光器、铝型材机架、控制系统、电动缸系统、测试平台、工控电脑主机、显示屏;
[0006]
所述工作平台和印字平台均被铝型材机架支撑在地面上,所述工作平台上布置有x向位移装置、送料平台-、抓取装置、摄像装置、产品转向平台、流量监控器,所述印字平台上设置有送料平台-、印字限位圈和定位销钉,并在一侧布置有激光器;
[0007]
所述提篮安装在电动缸系统的顶部,提篮内设置有横槽卡住周转板,所述电动缸系统包括电缸固定板,所述电动缸系统通过电缸固定板固定在工作平台上。
[0008]
优选的,所述送料平台-包括针型汽缸、减速器、同步带、多个同步轮、惰轮、惰轮轴、从动轴支撑座、惰轮轴支撑座,送料平台-首尾端均设置有限位圈和定位销钉,所述限位圈和定位销钉均通过针型汽缸举升降落,送料平台-两侧布置有呈t型结构的送料导向板,所述同步带与同步轮传动连接,三个所述同步轮上套设有从动轴,两侧同步轮分别在送料导向板内侧,所述从动轴固定在从动轴支撑座上,所述同步带另一侧设置有两个惰轮,两个惰轮通过惰轮轴固定在惰轮轴支撑座上。
[0009]
优选的,所述x向位移装置由x轴托板、x轴托板上平行布置的导轨座和 x向机器臂构成,其中x向机器臂为单轴伺服机械手臂,所述导轨座上螺栓固定有直线型滑轨,所述直线型滑轨上安装有x向滑块和机器臂滑块,所述x 向滑块和机器臂滑块上通过螺栓固定y轴支撑臂底座,y向机器臂横向布置,所述y向机器臂与抓取装置之间安装有机器臂滑块安装在机器臂上。
[0010]
优选的,所述抓取装置由汽缸安装板、限位滑台汽缸、滑动板、千分表、千分表固定
块、滑块安装板、滑轨、小汽缸安装板、小汽缸、吸嘴安装块、吸笔组成,其中限位滑台汽缸安装在汽缸安装板的顶部,所述滑动板安装在缸安装板的一侧,所述千分表与千分表固定块固定连接,且千分表固定块的底端与滑动板固定连接,所述滑动板与滑块安装板固定连接,所述滑块安装板的一侧与滑轨固定连接,所述滑轨与吸嘴安装块滑动连接,所述吸嘴安装块的侧边与吸笔滑动连接,所述滑块安装板的顶部固定有小汽缸安装板,所述小汽缸安装在小汽缸安装板的顶部。
[0011]
优选的,所述摄像装置由摄像头、l型固定板、镜头固定环、l型固定块、镜头安装板构成,所述摄像头的底端与镜头安装板固定连接,所述镜头固定环和l型固定块限位卡合在摄像头的表面,所述镜头固定环和l型固定块的端部安装在l型固定板上,其中l型固定板的底端与工作平台固定连接,摄像头上部有整圈无影灯座。
[0012]
优选的,所述产品转向平台由叶片式旋转汽缸、气缸安装板、及转向座组成,叶片式旋转汽缸内的活塞与外部负载相连。
[0013]
优选的,所述测试平台由测试底座、测试定位板-、测试头、测试板、测试顶针、测试定位板-组成,所述测试定位板-安装在测试定位板-的顶部,且测试定位板-的端部延伸至测试底座的顶端中部表面处,所述测试顶针安装在测试定位板-的端部底面,所述测试头放置在测试底座的内侧,且测试头的顶部放置有测试板。
[0014]
与现有技术相比,本实用新型的有益效果是:
[0015]
1.为提高电子元件检测准确性,采用机械自动化移位、检测、甄别、打标及包装一些列流程,从而提高传送过程中的定位精度和传送效率,并使得产品检验速度和准确性得到提升,同时提高了产品质量,降低容差率;
[0016]
2、减少人为参与工艺过程,机械成批检测、大大提高了检验包装效率;
[0017]
3、设备操作简单,不同种类元件检测流程通用化,相似流程合并,降低生产成本。
附图说明
[0018]
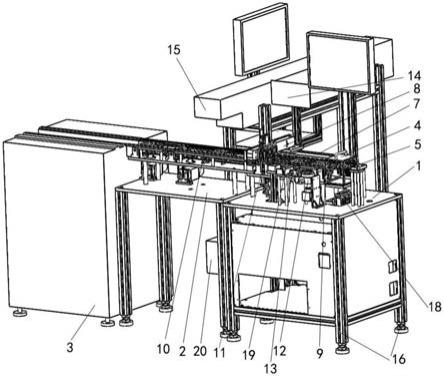
图1为本实用新型的整体结构示意图;
[0019]
图2为本实用新型的局部送料结构示意图;
[0020]
图3为本实用新型的俯视图;
[0021]
图4为本实用新型送料平台-的结构示意图;
[0022]
图5为本实用新型电动缸系统的结构示意图;
[0023]
图6为本实用新型x向位移装置的结构示意图;
[0024]
图7为本实用新型抓取装置的结构示意图;
[0025]
图8为本实用新型摄像装置的结构示意图;
[0026]
图9为本实用新型产品转向平台的结构示意图;
[0027]
图10为本实用新型测试平台的结构示意图。
[0028]
图中:1、工作平台;2、印字平台;3、包装机;4、提篮;5、周转板; 6、推料装置;7、x向位移装置;71、x轴托板;72、导轨座;73、x向机器臂;74、直线型滑轨;75、x向滑块;76、机器臂滑块;77、y轴支撑臂底座; 8、y向机器臂;81、机器臂滑块;9、送料平台-;91、针型汽缸;92、送料导向板;93、步进电机;94、减速器;95、同步带;96、同步轮;97、从动轴;98、惰轮;99、惰轮轴;910、从动轴支撑座;911、惰轮轴支撑座;10、送料平台-;11、抓取装置;110、汽缸安装
板;111、限位滑台汽缸;112、滑动板;113、千分表;114、千分表固定块;115、滑块安装板;116、滑轨; 117、小汽缸安装板;118、小汽缸;119、吸嘴安装块;1110、吸笔;12、摄像装置;121、摄像头;122、l型固定板;123、镜头固定环;124、l型固定块;125、镜头安装板;126、无影灯座;13、产品转向平台;131、叶片式旋转汽缸;132、气缸安装板;133、转向座;14、流量监控器;15、激光器; 16、铝型材机架;17、控制系统;18、电动缸系统;181、电缸固定板;19、测试平台;190、测试底座;191、测试定位板-;192、测试头;193、测试板;194、测试顶针;195、不良品盒;196、测试定位板-;20、工控电脑主机;21、显示屏;25、限位圈;26、定位销钉。
具体实施方式
[0029]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0030]
实施例1
[0031]
请参阅图1至图10,本实用新型提供一种技术方案:一种电子元件自动测试包装机,包括工作平台1、印字平台2、包装机3、提篮4、周转板5、推料装置6、x向位移装置7、y向机器臂8、送料平台-9、送料平台-10、抓取装置11、摄像装置12、产品转向平台13、流量监控器14、激光器15、铝型材机架16、控制系统17、电动缸系统18、测试平台19、工控电脑主机20、显示屏21;工作平台1和印字平台2均被铝型材机架16支撑在地面上,工作平台1上布置有x向位移装置7、送料平台-9、抓取装置11、摄像装置12、产品转向平台13、流量监控器14,显示屏21、限位圈25、定位销钉26,为保持传送带之间衔接稳定,两工作平台1且处在同一平面上,印字平台2上设置有送料平台-10、印字限位圈25和定位销钉26,并在一侧布置有激光器15;提篮4安装在电动缸系统18的顶部,提篮4内设置有横槽卡住周转板 5,电动缸系统18包括电缸固定板181,电动缸系统18通过电缸固定板181 固定在工作平台1上,送料平台-9包括针型汽缸91、减速器94、同步带95、多个同步轮96、惰轮98、惰轮轴99、从动轴支撑座910、惰轮轴支撑座911,送料平台-9首尾端均设置有限位圈25和定位销钉26,限位圈25和定位销钉26均通过针型汽缸91举升降落,送料平台-9两侧布置有呈t型结构的送料导向板92,周转板5同步传动时被限位在送料导向板92凹槽中,传送带由步进电机93带动,通过减速器(94)降速后同步带95与同步轮96传动连接,三个同步轮96上套设有从动轴97,两侧同步轮96分别在送料导向板92内侧,从动轴97固定在从动轴支撑座910上,同步带95另一侧设置有两个惰轮98,两个惰轮98通过惰轮轴99固定在惰轮轴支撑座911上。
[0032]
本实施例中,优选的,x向位移装置7由x轴托板71、x轴托板71上平行布置的导轨座72和x向机器臂73构成,其中x向机器臂73为单轴伺服机械手臂,定位精度可达0.15mm,手臂行程为300mm,导轨座72上螺栓固定有直线型滑轨74,直线型滑轨74上安装有x向滑块75和机器臂滑块76,x向滑块75和机器臂滑块76上通过螺栓固定y轴支撑臂底座77,y向机器臂8 横向布置,手臂行程为200mm,y向机器臂8与抓取装置11之间安装有机器臂滑块81安装在机器臂上,两机器臂均满足高性能的移动抓取,抓取装置11 由汽缸安装板110、限位滑台汽缸111、滑动板112、千分表113、千分表固定块114、滑块安装板115、滑轨116、小汽缸安装板117、小汽缸118、吸嘴安装块119、吸笔1110组成,其中限位滑台汽缸111安装在汽缸安装板
110 的顶部,滑动板112安装在缸安装板110的一侧,千分表113与千分表固定块114固定连接,且千分表固定块114的底端与滑动板112固定连接,滑动板112与滑块安装板115固定连接,滑块安装板115的一侧与滑轨116固定连接,滑轨116与吸嘴安装块119滑动连接,吸嘴安装块119的侧边与吸笔 1110滑动连接,滑块安装板115的顶部固定有小汽缸安装板117,小汽缸118 安装在小汽缸安装板117的顶部。
[0033]
本实施例中,优选的,摄像装置12由摄像头121、l型固定板122、镜头固定环123、l型固定块124、镜头安装板125构成,摄像头121的底端与镜头安装板125固定连接,镜头固定环123和l型固定块124限位卡合在摄像头121的表面,镜头固定环123和l型固定块124的端部安装在l型固定板 122上,其中l型固定板122的底端与工作平台1固定连接,摄像头121上部有整圈无影灯座126,以确保摄像均匀检验无死角,摄像通过程序传输至电脑显示器。
[0034]
本实施例中,优选的,由于电子元件大多是具有方向性的,但来料件并不一定全部方向一致,因此在测试过程中,要对错位放置元件进行方向转换,使电子元件同向,才能进行后续检验测试,产品转向平台13由叶片式旋转汽缸131、气缸安装板132、及转向座133组成,叶片式旋转汽缸131内的活塞与外部负载相连。
[0035]
本实施例中,优选的,测试平台19由测试底座190、测试定位板-191、测试头192、测试板193、测试顶针194、测试定位板-196组成,测试定位板-196安装在测试定位板-191的顶部,且测试定位板-196的端部延伸至测试底座190的顶端中部表面处,测试顶针194安装在测试定位板-196的端部底面,测试头192放置在测试底座190的内侧,且测试头192的顶部放置有测试板193,该环节主要为电子元件电性能测试,可根据不同的元件更换测试板及测试头;检测完成后不合格零件退回至不良品盒(195),合格品继续送回至传送平台上,电子元件进入下一步印字环节。
[0036]
实施例2
[0037]
与本实施例1中的不同之处在于:x向位移装置7由x轴托板71、x轴托板71上平行布置的导轨座72和x向机器臂73构成,其中x向机器臂73为单轴伺服机械手臂,定位精度可达0.1mm,手臂行程为350mm,导轨座72上螺栓固定有直线型滑轨74,直线型滑轨74上安装有x向滑块75和机器臂滑块76,x向滑块75和机器臂滑块76上通过螺栓固定y轴支撑臂底座77,y 向机器臂8横向布置,手臂行程为300mm,y向机器臂8与抓取装置11之间安装有机器臂滑块81安装在机器臂上,两机器臂均满足高性能的移动抓取
[0038]
本实用新型的工作原理及使用流程:本实用新型在使用时,,激光器15 最大功率为20w,最小字号线宽为0.01mm,最小字符0.2mm,最大刻印深度为 0.3mm,最快雕刻速度为5000mm/s,重复精度为
±
8μm;当周转板运输至激光器15正下方时,针型汽缸91顶起限位圈25,卡住周转板5,同时针型汽缸顶起定位销钉26,顶起高度为1mm,周转板5上元器件与激光器15打标头对准,按程序依次打标,完成后解除限位并继续随传送带同步移动,由步进电机93驱动直线型滑轨74,直线型滑轨74行程为100mm,每次抬起一个节距 10mm的举升量,推料汽缸6每次也只能推送一个周转板至送料平台-9,通过下游检验速度控制给料速度,小汽缸118安装在小汽缸安装板117的顶部,当周转板5位移至限位处时,定位销钉26顶起周转板5,对应吸嘴与周转板5中零件位置吻合,成排抓取待测试元件,产品转向平台13由叶片式旋转汽缸131、气缸安装板132、及转向座133组成,叶片式旋转汽缸131内的活塞与外部负载相连,依靠进气旋转,转向完成后吸嘴重新吸取该元件。
[0039]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1