一种新型收线结构的制作方法
1.本实用新型涉及收线机技术领域,特别是指一种新型收线结构。
背景技术:
2.线材成品在收线完成后需要进行整卷称重,传统的做法是由工人收线完后人工拆卸收线工字轮,并吊装其至磅秤上进行称量,这样的做法的弊端:一是增加了生产流程,工字轮需要频繁在多处转移,导致生产效率低,二是需要另设一处用于放置磅秤,整条流水线占地面积大、成本高。此外,传统的收线机大多是采用双侧支撑结构来固定工字轮(如拧紧在工字轮两侧的夹板),不便于收线完成后工字轮的拆卸,同样会影响生产效率。
技术实现要素:
3.本实用新型的目的在于提供一种新型收线结构,可以简化生产流程、提高生产效率,同时降低设备成本。
4.为了达成上述目的,本实用新型的解决方案是:
5.一种新型收线结构,包括基座、枢接配合在所述基座侧面的芯轴、连接在所述芯轴靠近所述基座一端的定位板、套置在所述芯轴外周的工字轮、用于实现所述工字轮与所述芯轴同轴的支撑组件、设置在所述工字轮下方且内置有称重传感器的移动组件以及与所述称重传感器电性连接的plc。
6.所述支撑组件包括套置在所述芯轴外周的联动件、设置在所述联动件上的若干卡爪、与所述联动件端部连接的锁紧块,所述卡爪沿所述芯轴的径向向外延伸,所述锁紧块通过所述联动件使得所述卡爪进行伸缩以支撑所述工字轮。
7.在所述芯轴的轴线方向上,所述卡爪等角度间隔设置。
8.所述移动组件包括顶升块、x轴模组和y轴模组,其中所述顶升块内置有所述称重传感器,所述x轴模组和y轴模组分别带动所述顶升块进行升降和横向移动。
9.所述称重传感器与plc通过蓝牙、红外或wifi的无线连接方式实现数据传递。
10.所述定位板的半径大于所述工字轮的内径。
11.所述基座内置有用于驱动所述芯轴旋转的电机。
12.采用上述技术方案后,本实用新型通过在移动组件上内置称重传感器,在工字轮收线前后的移动过程中就可以分别称出空的工字轮和带有成品线材的工字轮的重量,从而快速得出成品线材的重量,无需在流水线上设置专门称重的设备,也不必多次在多处转移工字轮,达到简化生产流程和流水线、提高生产效率、降低设备成本的目的。
13.此外,本实用新型的支撑组件采用伸缩支撑工字轮内壁的方式,在工字轮的拆装上更加方便,可进一步提高生产效率。
附图说明
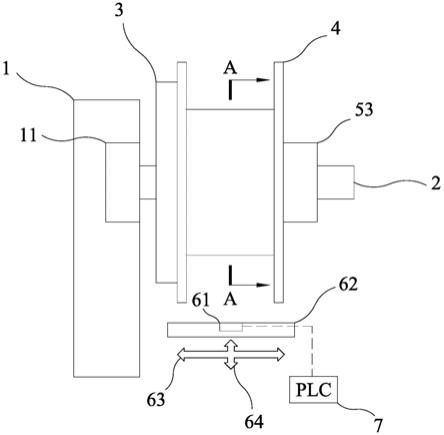
14.图1为本实用新型具体实施例的结构示意图;
15.图2为图1中a-a方向的剖视图;
16.图3为本实用新型具体实施例的收线完成后的工作示意图;
17.附图标号说明:基座1;电机11;芯轴2;定位板3;工字轮4;联动件51;卡爪52;锁紧块53;称重传感器61;顶升块62;x轴模组63;y轴模组64;plc7。
具体实施方式
18.为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
19.本实用新型为一种新型收线结构,包括基座1、枢接配合在基座1侧面的芯轴2、连接在芯轴2靠近基座1一端的定位板3、套置在芯轴2外周的工字轮4、用于实现工字轮4与芯轴2同轴的支撑组件、设置在工字轮4下方且内置有称重传感器61的移动组件,以及与称重传感器61电性连接的plc7(数字运算操作电子系统)。
20.参考图1至图2所示,示出了本实用新型的具体实施例。
21.上述支撑组件包括套置在芯轴2外周的联动件51、设置在联动件51上的若干卡爪52、与联动件51端部连接的锁紧块53,卡爪52沿芯轴2的径向向外延伸,锁紧块53通过联动件51使得卡爪52进行伸缩以支撑工字轮4。联动件51可以采用丝杆连接结构实现其功能:当锁紧块53面向工字轮4拧紧时,卡爪52伸出并抵在工字轮4的内壁,保证工字轮4与芯轴2同轴;当锁紧块53背向工字轮4松开时,卡爪52缩回而不再支撑工字轮4,工字轮4自由落体(本实用新型在使用时,移动组件是先上升托住工字轮4,则工字轮4是落在移动组件上)。
22.在上述芯轴2的轴线方向上,卡爪52等角度间隔设置,以形成稳定的三角支撑结构,保证工字轮4与芯轴2的同轴度。
23.上述移动组件包括顶升块62、x轴模组63和y轴模组64,其中顶升块62内置有称重传感器61,x轴模组63和y轴模组64分别带动顶升块62进行升降和横向移动,从而不同的工序中带动工字轮4进行升降和横向移动。
24.上述称重传感器61与plc7通过蓝牙、红外或wifi等无线连接方式实现数据传递。
25.上述定位板3的半径大于工字轮4的内径,以保证定位板3能够抵住工字轮4。
26.上述基座1内置有用于驱动芯轴2旋转的电机11。当然,也可以人工转动工字轮4来进行收线。
27.本实用新型的使用流程为:
28.①
首先一个空的工字轮4放置在顶升块62上,顶升块62内的称重传感器61称出空的工字轮4重量w
空
,然后向左移动,将工字轮4定位到定位板3上,面向工字轮4锁紧锁紧块53后,卡爪52伸出并抵在工字轮4的内壁,保证工字轮4与芯轴2同轴,再进行收线。
29.②
参考图3所示,当工字轮4收线完成后,y轴模组64带动顶升块62上升托住工字轮4,背向工字轮4松开锁紧块53后,卡爪52缩回而不再支撑工字轮4,工字轮4相对芯轴2悬空;之后x轴模组63带动顶升块62及其上的工字轮4向右移动,工字轮4与芯轴2脱离后,顶升块62内的称重传感器61可稳定地称出带有成品线材的工字轮4重量w
总
,通过plc7计算得出成品线材的重量w
线
=w
总-w
空
,同时记录每一卷成品线材的重量,方便生产统计。
30.通过上述方案,本实用新型通过在移动组件上内置称重传感器61,在工字轮4收线前后的移动过程中就可以分别称出空的工字轮4和带有成品线材的工字轮4的重量,从而快
速得出成品线材的重量,无需在流水线上设置专门称重的设备,也不必多次在多处转移工字轮4,达到简化生产流程和流水线、提高生产效率、降低设备成本的目的。
31.此外,本实用新型的支撑组件采用伸缩支撑工字轮4内壁的方式,在工字轮4的拆装上更加方便,可进一步提高生产效率。
32.上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1