塑料杯包装系统的制作方法
[0001]
本实用新型涉及产品生产包装技术领域,尤其涉及一种塑料杯包装系统。
背景技术:
[0002]
塑料杯从片材在模具上被冲剪下来后,大多自由散落在一包装平台上,再由人工进行整理、计数、叠杯、用气枪吹扫、用气塑成型好的外袋包装。但是由于采用人工进行后续包装操作,工作量大、劳动强度高、生产效率低,且对于操作人员的熟练程度要求高,同时物流周转场地要宽敞,生产成本高,不利于生产包装的发展。
[0003]
鉴于此,有必要提供一种可解决上述缺陷的塑料杯包装系统以对冲剪后的塑料杯进行整理、叠杯及包装,无需大量人工投入,减少工作量,降低工作强度,提高生产效率。
技术实现要素:
[0004]
本实用新型所要解决的技术问题提供一种塑料杯包装系统以对冲剪后的塑料杯进行整理、叠杯及包装,无需大量人工投入,减少工作量,降低工作强度,提高生产效率。
[0005]
为解决上述技术问题,本实用新型采用如下所述的技术方案:一种塑料杯包装系统,与塑料杯冲剪机连接,包括机架、分层叠杯机构、分杯推杯机构、移送机构及制袋包装机构,所述分层叠杯机构设置于所述机架的一端而与所述塑料杯冲剪机的冲剪模具的出杯孔连接,包括至少二上下对应设置的弧形叠杯架,以引导冲剪后的塑料杯分层传输并堆叠形成塑料杯杯条,每一所述弧形叠杯架包括多个并排设置的弧形叠杯滑道;所述分杯推杯机构设置于所述机架上且位于所述分层叠杯机构的输出端,包括有对应每一弧形叠杯架设置的杯筒组、设置于每一杯筒组的输入端的杯叉组件及移动组件,每一所述杯筒组包括多个分别对应每一弧形叠杯滑道而并排设置的杯筒;每一所述杯叉组件包括分别设置于对应的杯筒组上方及下方的动叉组及定叉组,所述动叉组相对于杯筒组的输入端的上端部上下移动,所述定叉组相对于杯筒组的输入端的下端部上下移动以将塑料杯杯条分段;所述移动组件包括安装于机架上的直线导轨及电缸,所述直线导轨及电缸均沿杯筒组的传输方向设置于所述机架上,所述直线导轨及电缸上均套设有滑块,所述动叉组分别与电缸上的滑块及直线导轨上的滑块连接,以根据电缸的驱动带动动叉组沿直线导轨滑动;所述移送机构设置于所述机架上且位于所述分杯推杯机构的输出端,用于接收堆叠推送后的塑料杯杯条并移送传输,包括对应每一杯筒组沿杯筒组的杯筒并排设置的方向设置于所述机架上而位于对应杯筒组输出端的横向导轨组及对应每一杯筒组设置的杯笼组,所述杯笼组通过移动滑块设置于对应的横向导轨组上以沿横向导轨组滑动,每一所述杯笼组包括多个分别对应于每一杯筒并排设置的杯笼;所述制袋包装机构设置于所述机架上且位于所述分杯推杯机构的输出端,包括对应每一杯笼组设置的制袋模块及对应每一制袋模块设置的入袋模块,所述制袋模块包括卷膜组件及制袋成型组件,所述卷膜组件用于将包装膜引导至制袋成型组件,所述制袋成型组件设置于移送机构的一侧,用于将包装膜制成包装袋;所述入袋模块包括对应每一制袋成型组件且设置于所述机架上的推杆及与所述推杆连接的无杆气缸,以
通过无杆气缸驱动推杆移动而将杯笼内的塑料杯杯条推至制袋成型组件制成的包装袋内。
[0006]
其进一步技术方案为:所述塑料杯包装系统还包括有装箱机构,设置于所述制袋包装机构的输出端,包括输送机构及箱体,所述箱体设置于输送机构的一端的下方,以使装袋后的塑料杯杯条沿输送机构传送至箱体内。
[0007]
其进一步技术方案为:所述机架对应于每一所述制袋成型组件的出料口设置有一翻板,用于接收装袋后的塑料杯杯条并将其翻转落入输送机构。
[0008]
其进一步技术方案为:每一所述定叉组包括分杯气缸及沿所述杯筒并排设置的方向横设于对应杯筒组下方而面向杯筒组的分杯叉,所述分杯气缸安装于机架上且位于对应的杯筒组的输入端,所述分杯气缸的气缸杆与分杯叉连接以控制分杯叉相对于杯筒组的输入端的下端部上下移动。
[0009]
其进一步技术方案为:每一所述动叉组包括拨杯气缸、沿所述杯筒并排设置的方向横设于对应杯筒组上方而面向杯筒组的拨杯叉及动叉架,所述动叉架分别与电缸上的滑块及直线导轨上的滑块连接,所述拨杯气缸安装于动叉架上且与拨杯叉连接以控制拨杯叉相对于杯筒组的输入端的上端部上下移动且沿直线滑轨移动。
[0010]
其进一步技术方案为:所述移送机构还包括对应每一横向导轨组设置的驱动组件,所述横向导轨组包括至少一横向导轨,所述驱动组件位于横向导轨组的外侧,包括驱动伺服电机、减速箱、同步带轮及同步带,所述同步带轮的数目为两个,二所述同步带轮通过所述同步带传动连接,所述杯笼组固定于对应的同步带上,所述驱动伺服电机设置于对应的横向导轨组的外侧且安装于机架上,其电机轴通过所述减速箱与其中一同步带轮传动连接,以根据驱动伺服电机控制同步带轮转动而使同步带移动带动杯笼组沿横向导轨组移动。
[0011]
其进一步技术方案为:所述制袋成型组件包括制袋成型器、中封轮组、横向封口器及切刀,所述制袋成型器用于将平面的包装膜折叠成型,其内设置有压缩空气加热器以对成型的包装膜进行加热,所述中封轮组设置于制袋成型器的出料口,以对包装膜进行封合而形成圆筒状的包装膜,包括两并排水平设置的中封轮,其中一中封轮套设于一中封伺服电机的电机轴上,所述中封轮组设置于所述制袋成型器的出料口的下方;所述横向封口器呈垂直设置于所述机架上而位于制袋成型器的出料口以对包装膜的端口进行封合,包括二分别相对设置于制袋成型器的出料口两侧的横封压头,每一所述横封压头均与横封气缸连接以相对运动,其中一所述横封压头内设置有所述切刀,所述切刀的刀背朝外且连接有一切刀气缸,另一所述横封压头内对应于切刀形成有供切刀穿过的刀槽。
[0012]
其进一步技术方案为:所述卷膜组件安装于所述机架上,包括放卷架及牵引导辊组,所述放卷架用于承载包装膜卷,包括二平行设置的挂卷轴,所述牵引导辊组用于将所述放卷架承载的包装膜卷的包装膜牵引至对应的制袋成型器,包括至少二引膜辊。
[0013]
其进一步技术方案为:每一所述杯笼采用多条不锈钢条间隔排布围合后其两端通过连接条固定制得。
[0014]
其进一步技术方案为:所述机架上对应于每一制袋成型器的进料口的上方形成有吹气杆,所述吹气杆的底面均匀分布有多个吹气孔,以吹气而吹除所述杯笼内的塑料杯杯条上的杂质。
[0015]
本实用新型的有益技术效果在于:本实用新型塑料杯包装系统通过设置分层叠杯
机构将冲剪后的塑料杯分层传输并堆叠形成塑料杯杯条,通过利用分杯推杯机构的定叉组以限定每段塑料杯杯条内塑料杯的数目,配合动叉组以将塑料杯杯条推送至移送机构以移送至制袋包装机构进行包装入袋,且所述制袋包装机构通过设置制袋模块以利用制袋成型组件将卷膜组件承载引导的包装膜制成包装袋并通过入袋模块以将塑料杯杯条推入包装袋内,实现对冲剪后的塑料杯进行整理、叠杯及包装,无需大量人工投入,减少工作量,降低工作强度,提高生产效率。
附图说明
[0016]
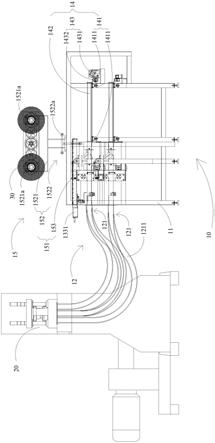
图1是本实用新型塑料杯包装系统一实施例的主视图;
[0017]
图2是图1所示塑料杯包装系统的分杯推杯机构及移送机构的主视图;
[0018]
图3是图2所示a部分的放大示意图;
[0019]
图4是图2所示b部分的放大示意图;
[0020]
图5是图2所示塑料杯包装系统的移送机构的杯笼组的移动位置示意图;
[0021]
图6是图5所示c部分的放大示意图;
[0022]
图7是图1所示塑料杯包装系统的制袋成型组件的结构示意图;
[0023]
图8是图7所示塑料杯包装系统的制袋成型组件的主视图;
[0024]
图9是图7所示塑料杯包装系统的制袋成型组件的右视图;
[0025]
图10是图7所示塑料杯包装系统的制袋成型组件的左视图;
[0026]
图11是图7所示塑料杯包装系统的制袋成型组件的仰视图;
[0027]
图12是图11所示d部分的放大示意图;
[0028]
图13是本实用新型塑料杯包装系统另一实施例的俯视图;
[0029]
图14是图13所示塑料杯包装系统省略塑料杯冲剪机后的左视图。
具体实施方式
[0030]
为使本领域的普通技术人员更加清楚地理解本实用新型的目的、技术方案和优点,以下结合附图和实施例对本实用新型做进一步的阐述。
[0031]
参照图1至6,在本实施例中,本实用新型塑料杯包装系统10与塑料杯冲剪机20连接,包括机架11、分层叠杯机构12、分杯推杯机构13、移送机构14 及制袋包装机构15,所述分层叠杯机构12设置于所述机架11的一端而与所述塑料杯冲剪机20的冲剪模具的出杯孔连接,包括至少二上下对应设置的弧形叠杯架121,以引导冲剪后的塑料杯分层传输并堆叠形成塑料杯杯条,每一所述弧形叠杯架121包括多个并排设置的弧形叠杯滑道1211。所述分杯推杯机构13设置于所述机架11上且位于所述分层叠杯机构12的输出端,包括有对应每一弧形叠杯架121设置的杯筒组131、设置于每一杯筒组131的输入端的杯叉组件132及移动组件133,每一所述杯筒组131包括多个分别对应每一弧形叠杯滑道 1211而并排设置的杯筒;每一所述杯叉组件132包括分别设置于对应的杯筒组 131上方的动叉组1321及设置于对应的杯筒组131下方的定叉组1322,所述动叉组1321相对于杯筒组131的输入端的上端部上下移动,所述定叉组1322相对于杯筒组131的输入端的下端部上下移动,以将塑料杯杯条分段,以使每一杯筒所需推送的塑料杯杯条内的塑料杯的数目恒定。所述移动组件133包括安装于机架11上的直线导轨及电缸1331,所述直线导轨及电缸1331均沿杯筒组 131的传输方
向设置于所述机架11上,所述直线导轨及电缸1331上均套设有滑块,所述动叉组1321分别与电缸1331上的滑块及直线导轨上的滑块连接,以根据电缸1331的驱动而带动动叉组1322沿直线导轨滑动。所述移送机构14设置于所述机架11上且位于所述分杯推杯机构13的输出端,用于接收堆叠推送后的塑料杯杯条并移送传输,包括对应每一杯筒组131沿杯筒组131的杯筒并排设置的方向设置于所述机架11上而位于对应杯筒组131输出端的横向导轨组 141及对应每一杯筒组131设置的杯笼组142,所述杯笼组131通过移动滑块设置于对应的横向导轨组141上以沿横向导轨组141滑动,每一所述杯笼组142 包括多个分别对应于每一杯筒并排设置的杯笼1421。所述制袋包装机构15设置于所述机架11上且位于所述分杯推杯机构13的输出端,包括对应每一杯笼组 142设置的制袋模块151及对应每一制袋模块151设置的入袋模块,所述制袋模块151包括卷膜组件152及制袋成型组件153,所述卷膜组件152用于将包装膜引导至制袋成型组件153,所述制袋成型组件153设置于移送机构14的一侧,用于将包装膜制成包装袋。所述入袋模块包括对应每一制袋成型组件153且设置于所述机架11上的推杆及与所述推杆连接的无杆气缸,以通过无杆气缸驱动推杆移动而将杯笼1421内的塑料杯杯条推至制袋成型组件153制成的包装袋内。
[0032]
其中,所述弧形叠杯架121的弧形叠杯滑道1211的总数目与塑料杯冲剪机 20的冲剪模具的出杯孔的数目相等且分别对应设置,塑料杯冲剪机20冲剪后的塑料杯于冲剪模具的出杯孔输出且随弧形叠杯滑道1211分层传输并于弧形叠杯滑道1211内堆叠形成塑料杯杯条。所述弧形叠杯架121的数目为2个,所述塑料杯冲剪机20的冲剪模具的出杯孔的数目为22个,则每一所述弧形叠杯架121 的弧形叠杯滑道1211的数目为11个,且并排设置而一端与冲剪模具的出杯孔连接,所述杯筒组131的数目与弧形叠杯架121的数目相同,为2个,每一所述杯筒组131的杯筒的数目与对应的弧形叠杯滑道1211的数目相同,为11个,所述杯笼组142的数目与杯筒组131的数目相同,为2个,每一所述杯笼组142 的杯笼1421的数目与对应的杯筒的数目相同,为11个,所述杯筒对应弧形叠杯滑道1211设置而与弧形叠杯滑道1211的另一端连接,以接收弧形叠杯滑道 1211引导堆叠的塑料杯杯条。所述制袋模块151的数目与杯笼组141的数目相同,为2个,分别设置于分杯推送机构13的杯筒组131的左右两侧,所述移送机构14的横向轨道141沿杯筒组131的杯筒的并排设置方向设置,以使杯笼组142可沿横向导轨组141来回移动而移动至对应的制袋模块151处,具体地,对应于位于下方的弧形叠杯架121的制袋模块151设置于分杯推送机构13的左侧,另一制袋模块151设置于分杯推送机构13的右侧,且所述制袋模块151位于分杯推送机构13的前侧,当然,在其他实施例中,所述制袋模块151可位于分杯推送机构13的后侧。所述直线导轨沿杯筒组131的传输方向设置于杯筒组131 的外侧,所述电缸1331可沿杯筒组131的传输方向设置于位于最上方的杯筒组 131的上方。
[0033]
优选地,所述塑料杯包装系统10还包括plc控制系统,所述plc控制系统分别与所述分层叠杯机构12、分杯推杯机构13、移送机构14及制袋包装机构15电连接,以控制其工作。所述塑料杯冲剪机20也与plc控制系统电连接以对每次冲剪模具的出杯孔输出的塑料杯进行计数,所述plc控制系统获取冲剪模具冲剪的塑料杯的数目,结合预设的塑料杯数值,对分杯推杯机构13的工作进行起止控制。
[0034]
具体地,在本实施例中,每一所述定叉组1322包括分杯气缸1322a及沿所述杯筒并排设置的方向横设于对应杯筒组131下方而面向杯筒组131的分杯叉 1322b,所述分杯气缸
1322a安装于机架11上且位于对应的杯筒组131的输入端,所述分杯气缸1322a的气缸杆与分杯叉1322b连接以控制分杯叉1322b相对于杯筒组131的输入端的下端部上下移动。优选地,每一所述弧形叠杯滑道1211 可采用多条不锈钢条间隔排布围合后其两端通过连接条固定制得,每一所述杯筒采用多条不锈钢条间隔排布围合后其两端通过连接条固定制得,所述分杯叉 1322b可通过杯筒下表面的不锈钢条之间的间隔置入于杯筒中而将塑料杯杯条分段,以确保每段塑料杯杯条内塑料杯的数目。
[0035]
具体地,在本实施例中,每一所述动叉组1321包括拨杯气缸1321a、沿所述杯筒并排设置的方向横设于对应杯筒组131上方而面向杯筒组131的拨杯叉 1321b及动叉架1321c,所述动叉架1321c分别与电缸1331上的滑块及直线导轨上的滑块连接,所述拨杯气缸1321a安装于动叉架1321c上且与拨杯叉1321b 连接以控制拨杯叉1321b相对于杯筒组131的输入端的上端部上下移动且沿直线滑轨移动,以推动杯筒内的塑料杯杯条移动。所述拨杯叉1321b可通过杯筒上表面的不锈钢条之间的间隔置入于杯筒中而推动杯筒内的塑料杯杯条。所述拨杯气缸1321a的缸体固定于动叉架1321c上而位于对应的杯筒组131的输入端的上方,拨杯气缸1321a的气缸轴与拨杯叉1321b连接,通过拨杯气缸1321a 可驱动拨杯叉1321b相对于杯筒组131的输入端的上端部上下移动,所述电缸 1331可驱动其上的滑块移动而带动动叉架1321c移动,使得动叉1321b推动杯筒组131的杯筒内的塑料杯的上沿,以将塑料杯杯条推送至与该杯筒组131对应的移送机构14的杯笼组142内。
[0036]
具体地,在本实施例中,所述移送机构14还包括对应每一横向导轨组141 设置的驱动组件143,所述横向导轨组141包括至少一横向导轨1411,所述驱动组件143位于横向导轨组141的外侧,包括驱动伺服电机1431、减速箱、同步带轮1432及同步带1433,所述同步带轮1432的数目为两个,其分别与同步带1433的两端连接,以使二所述同步带轮1432通过所述同步带1433传动连接,所述杯笼组142固定于对应的同步带1433上,所述驱动伺服电机1431设置于对应的横向导轨组141的外侧且安装于机架11上,所述驱动伺服电机1431的电机轴通过所述减速箱与其中一同步带轮1432传动连接,以根据驱动伺服电机 1431控制同步带轮1432转动而使同步带1433移动带动杯笼组142沿横向导轨组141移动,且可根据驱动伺服电机1431控制同步带1433的移动距离。其中,每一所述横向导轨组141的横向导轨1411的数目为2个,二所述横向导轨1411 相对设置于机架11上且与每一杯笼组142的两端连接,所述驱动组件143设置于横向导轨组141远离分杯推杯机构13一端的横向导轨141的一侧,且同步带 1433与杯笼组142固定连接,以通过同步带1433带动杯笼组142沿横向滑轨组 141移动。
[0037]
结合图1、图7至图12,具体地,在本实施例中,所述制袋成型组件153 包括制袋成型器1531、中封轮组1532、横向封口器1533及切刀1534,所述制袋成型器1531用于将平面的包装膜折叠成型,其内设置有压缩空气加热器以对成型的包装膜进行加热,所述中封轮组1532设置于制袋成型器1531的出料口,以对包装膜进行封合而形成圆筒状的包装膜,包括两并排水平设置的中封轮 1532a,其中一中封轮1532a套设于一中封伺服电机1532b的电机轴上,另一中封轮1532a通过调节气缸设置于该中封轮1532a的一侧,以根据调节气缸可控制两中封轮1532a之间的间隙,以供包装膜穿过并封合。所述中封轮组1532设置于所述制袋成型器1531的出料口的下方,根据所述中封伺服电机1532b可驱动其电机轴上的中封轮1532a转动并带动另一中封轮1532a转动,实现包装膜的封合。所述横向封口器1533呈垂直
设置于所述机架11上而位于制袋成型器1531 的出料口以对成型的包装膜的端口进行封合,包括二分别相对设置于制袋成型器1531的出料口两侧的横封压头1533a,每一所述横封压头1533a均与横封气缸1533b连接以相对运动,其中一所述横封压头1533a内设置有所述切刀1534,所述切刀1534的刀背朝外且连接有一切刀气缸,另一所述横封压头1533a内对应于切刀1534形成有供切刀1534穿过的刀槽1533c,以防止横封压头1533a受到损坏,通过于横封压头1533a设置切刀1534以对横封后的包装袋进行切断,结束该次塑料杯杯条的入袋操作。于横封压头1533a内设置切刀1534,以使切断的横封一部分为一包装袋的前横封,另一部分为另一包装袋的后横封,优选地,所述切刀1534位于横封压头1533a的中部。所述制袋成型器1531的出料口作为制袋包装机构15的输出端。
[0038]
优选地,所述压缩空气加热器安装于机架11上,以为成型的包装膜提供加热后的压缩空气,便于后期的封合,且可将成型的包装膜于制袋成型器1531的出料口吹出,同时,压缩空气将成型的包装膜的内部撑开以便塑料杯杯条的进入。所述横向封口器1533通过支撑架1512设置于机架上,所述支撑架1512包括两相对设置的侧板1512a,二所述横封气缸1533b相对设置,且其缸体分别固定于对应的侧板1512a上,每一所述横封气缸1533b的两侧于侧板1512a上还设置有引导横封压头1533a移动的导柱1513,所述导柱1513通过直线轴承1514 固定于侧板1512a上,每一所述横封压头1533a设置于一两端套设于对应的导柱 1513上的安装板1515,所述横封气缸1533b的气缸轴与安装板1515连接以驱动安装板1515移动而带动横封压头1533a相对运动而实现横封成型的包装膜的端口以制得包装袋且包装袋内装有塑料杯杯条。二所述横封压头1533a上可分别相对设有所述刀槽1533c,其中一刀槽1533c内设置有切刀1534,该切刀1534 的刀背与固定于对应的安装板1515上的切刀气缸的气缸轴连接,以根据切刀气缸的驱动而沿刀槽1533c移动。
[0039]
具体地,在本实施例中,所述卷膜组件152安装于所述机架11上,包括放卷架1521及牵引导辊组1522,所述放卷架1521用于承载包装膜卷30,包括二平行设置的挂卷轴1521a,所述牵引导辊组1522用于将所述放卷架1521承载的包装膜卷30的包装膜牵引至对应的制袋成型器1531,包括至少二引膜辊1522a。优选地,所述卷膜组件152还包括与挂卷轴1521a通过齿轮传动连接的磁粉制动器,所述磁粉制动器与plc控制系统电连接,以通过磁粉制动器控制挂卷轴 1521a的转动而实现放卷控制。所述挂卷轴1521a可采用气胀轴,所述挂卷轴1521a与plc控制系统电连接,以可根据套设于挂卷轴1521a上的包装膜卷30 的重量而控制挂卷轴1521a的大小,使得包装膜卷30的出膜速度稳定可靠且避免出膜过程中包装膜卷30发生移位,同时避免出膜速度过快而导致输出的包装膜堆叠在一起,提高制袋质量。其中一引膜辊1522a的一端与伺服电机连接以通过伺服电机驱动引导包装膜输入至制袋成型器1531内,所述引膜辊1522a可采用导辊、浮动辊、方向辊等装置。所述牵引导辊组1522还可包括牵引辊1523、压辊1524及压辊调节手柄,所述牵引辊1523与压辊1524相对且设置于制袋成型器1531的上方,以将包装膜牵引至制袋成型器1531内,所述包装膜从牵引辊1523及压辊1524之间穿过,可通过压辊调节手柄调节压辊1524压力的大小以调节包装膜的传输路线。所述挂卷轴1521a的数目可为2个,以便其中一挂卷轴1521a上套设的包装膜卷30用尽时可直接接入另一包装膜卷30,减少了穿膜的难度和用时,所述包装膜卷30是由包装膜卷30绕而成。
[0040]
具体地,在本实施例中,每一所述杯笼1421采用多条不锈钢条间隔排布围合后其
两端通过连接条固定制得。所述移送机构14的杯笼组142通过驱动伺服电机1431控制杯笼组142沿横向导轨组141移动,以将杯笼组142的杯笼1421 沿多个杯笼1421并排设置的方向依序对准对应的制袋成型器1531的进料口,然后利用入袋模块的无杆气缸驱动推杆工作以将对准制袋成型器1531的进料口的杯笼1421内的塑料杯杯条推送至制袋成型器1531内。
[0041]
所述机架11上对应于每一制袋成型器1531的进料口的上方形成有吹气杆,所述吹气杆的底面均匀分布有多个吹气孔,以吹气而吹除所述杯笼1421内的塑料杯杯条上的杂质。优选地,所述杯笼组142的下方对应于吹气杆处形成有杂质收集盒以收集吹出的杂质,杂质包括粉尘、胶片碎屑等。
[0042]
参照图13至图14,在某些实施例中,所述塑料杯包装系统10还包括有装箱机构16,设置于所述制袋包装机构15的输出端,包括输送机构161及箱体 162,所述箱体162设置于输送机构161的一端的下方,以使装袋后的塑料杯杯条沿输送机构161传送至箱体162内。通过于制袋包装机构15的输出端设置装箱机构16以使装袋后的塑料杯杯条掉落至输送机构161并通过输送机构161传送至箱体162内。
[0043]
具体地,所述装箱机构16设置于机架11的前侧,所述输送机构161包括底架1611、设置于底架1611上的输送带1612及二分设于输送带1612两端的转轴1613,所述转轴1613的两端通过轴承以可旋转而上下限位的方式固定于底架 1611上,其中一转轴1613与一电机的电机轴连接以根据电机的驱动而转动,带动输送带1612而将掉落至输送带1612上的装袋后的塑料杯杯条传送至箱体162 内。其中,所述底架1611的一端高于另一端以使输送带1612的一端高于另一端,而箱体162放置于输送带1612的一端的下方,使得装袋后的塑料杯杯条可传送至箱体162内。
[0044]
具体地,在某些实施例中,所述机架11对应于每一所述制袋成型组件153 的出料口设置有一翻板,所述翻板位于输送机构161的上方,用于接收装袋后的塑料杯杯条并将其翻转落入输送机构161。所述机架11上设置有一翻转气缸,所述翻板与所述翻转气缸的气缸轴连接以实现翻转。
[0045]
基于上述设计,工作时,塑料杯冲剪机的冲剪模具对塑料杯进行冲剪,冲剪后的塑料杯从冲剪模具的出杯孔落下,经由分层叠杯机构的弧形叠杯架的弧形叠杯滑道堆叠为塑料杯杯条并传输至对应的杯筒内,plc控制系统计算冲剪次数以获取每一弧形叠杯滑道内的塑料杯的数目,当plc控制系统获知塑料杯的数目达到预设的塑料杯数值,plc控制系统控制分杯气缸及拨杯气缸工作,以将分杯叉及拨杯叉置入于杯筒内,防止塑料杯继续进入杯筒内,确定堆叠推送的塑料杯杯条内塑料杯的数目,然后控制分杯气缸复位,而带动分杯叉缩回,电缸控制拨杯架移动而带动拨杯叉推动杯筒内的塑料杯杯条移动至对应的杯笼内,待杯筒内的塑料杯杯条推送至对应的杯笼内后,控制拨杯气缸及电缸进行复位工作,带动拨杯叉复位;控制驱动伺服电机工作以驱动杯笼组沿横向滑轨朝向对应的制袋模块移动,使得杯笼组的杯笼沿多个杯笼并排设置的方向依序对准对应的制袋模块的制袋成型器的进料口;卷膜组件将包装膜引导至制袋成型器以制得成型后的包装膜,无杆气缸控制推杆将对准对应的制袋模块的制袋成型器的进料口的杯笼内的塑料杯杯条推入制袋成型器,装有塑料杯杯条的成型后的包装膜从制袋成型器的出料口输出,中封轮组的中封伺服电机工作以驱动与中封伺服电机连接的中封轮转动,带动另一中封轮也转动而使得两中封轮相互碾压封合,对成型后的包装膜实现中封,形成圆筒状的包装膜,而塑料杯杯条置入于该圆
筒状的包装膜内,压缩空气加热器吹送包装膜,两横封气缸分别控制对应的横封压头相向运动后压合以封合圆筒状的包装膜的端部,形成包装袋,然后控制切刀气缸工作以驱动切刀朝向另一横封压头移动而切断包装膜的端部,获得装于包装袋内的塑料杯杯条。
[0046]
综上所述,本实用新型塑料杯包装系统通过设置分层叠杯机构将冲剪后的塑料杯分层传输并堆叠形成塑料杯杯条,通过利用分杯推杯机构的定叉组以限定每段塑料杯杯条内塑料杯的数目,配合动叉组以将塑料杯杯条推送至移送机构以移送至制袋包装机构进行包装入袋,且所述制袋包装机构通过设置制袋模块以利用制袋成型组件将卷膜组件承载引导的包装膜制成包装袋并通过入袋模块以将塑料杯杯条推入包装袋内,实现对冲剪后的塑料杯进行整理、叠杯及包装,无需大量人工投入,减少工作量,降低工作强度,提高生产效率,且计数、叠杯、制袋、包装一体化,实用性强。
[0047]
以上所述仅为本实用新型的优选实施例,而非对本实用新型做任何形式上的限制。本领域的技术人员可在上述实施例的基础上施以各种等同的更改和改进,凡在权利要求范围内所做的等同变化或修饰,均应落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1