将胶带贴附到待贴胶表面的贴胶工具的制作方法
1.本实用新型涉及一种贴胶工具、尤其是一种能利用不同的贴附头以简单方便的方式将烤漆分色胶带连续且稳定地贴附到不同类型的待贴胶表面的贴胶工具。
背景技术:
2.随着社会的进步,越来越多的消费者在选购汽车时开始植入自己的审美观念,将汽车的外观颜色、线条等因素作为重要的购买参考条件之一。为此,很多汽车制造厂或者汽车改装美容店不得不改进汽车烤漆喷涂工艺,以应对消费者不断变化的新需求。
3.除了主流的单色车身,近年来,双色组合式车身因为看上去更加动感和时尚,逐步成为消费者购车的关注热点之一。随着喷涂工艺的进步,色彩组合已经可以定制。消费者可以为自己的爱车设计独特的色彩组合,让车辆的整体造型变得更加时尚美观。例如,目前市场上流行将车辆的车顶与车身设计为不同颜色,国内外很多车企都据此推出了相应车型,其中部分车型深受消费者的欢迎。
4.为了完美地实现双色车身,汽车喷涂工艺、尤其是其中的遮蔽工序的质量显得尤为重要。目前普遍采用汽车烤漆分色胶带实施喷涂遮蔽工序。一方面,汽车烤漆分色胶带可以起到很好的遮蔽作用,使得汽车喷涂商能更容易地为汽车进行烤漆喷涂。另一方面,汽车烤漆分色胶带的明显色差和易撕特性使得汽车喷涂工艺中形成的线条更加流畅,颜色更加明艳。
5.将烤漆分色胶带稳定地贴附到车顶与车身的分界处的步骤,包括将胶带贴附到挡风玻璃与车顶的分界处、将胶带贴附到车身两侧(主要是车门框架、尤其是a柱到c柱的区域)与车顶的分界处以及将胶带贴附到后挡区域与车顶的分界处等子步骤,以围绕车顶创建油漆分隔线。目前业内普遍采用手动涂布器来实施烤漆分色胶带的贴胶作业,此类手动涂布器通常采用两点涂布器和闭门涂布器。
6.由于挡风玻璃作业面比较宽阔,在没有遮挡和/或妨碍的情况下,能够方便地在挡风玻璃与车顶的分界处贴附烤漆分色胶带。但是,相对上述区域而言,在车身两侧与车顶的分界处以及后挡区域与车顶的分界处贴附烤漆分色胶带并不容易。在采用手动涂布器贴附胶带的场合下,通常采用如下两种方式进行贴胶:
7.(1)将车门打开进行贴胶。在此情况下,可能会导致操作手动涂布器的人员的动作与车门框架发生干涉。例如,极有可能使操作人员在a柱和 c柱之间的b柱处短时间暂停连续的贴胶动作,以调整操作人员的姿态进行后续贴附。这样会导致整个贴胶过程的流畅度减弱,因而降低了工作效率并在长期工作的环境下增加操作人员的疲劳感。
8.(2)将车门关闭进行贴胶。尽管在此情况下并不会发生操作人员的手臂与车门在例如b柱处的干涉,但车门关闭时待贴胶位置的间隙空间极为有限,通常仅有1-2毫米,而手动涂布器所贴附的胶带宽度通常在10毫米以上。因此,必须设计出极为薄型的胶带涂布器或贴附器来适应于上述极狭窄的间隙空间。
9.为此,业内已经开始设计自动贴胶工具来替代上述手动涂布器。总体技术方案包
括将各种类型的手动涂布器连接到机械臂上,利用输入程序控制机械臂的运动轨迹,从而将原有的手动涂布器改造成自动涂布器。
10.但是,如此构成的自动涂布器又出现了不能理想地适用于各种作业区域的问题。
11.例如,如先前所述,在实施将胶带贴附到挡风玻璃与车顶的分界处的子步骤时,由于挡风玻璃的作业面比较宽阔,在没有遮挡和/或妨碍的情况下,能够方便地在挡风玻璃与车顶的分界处贴附烤漆分色胶带。但是,在实施将胶带贴附到车身两侧与车顶的分界处以及将胶带贴附到后挡区域与车顶的分界处的子步骤时,由于车门框架的干涉和遮挡,自动涂布器无法稳定且连续地将胶带贴附到待贴胶表面。
12.此外,在实施将胶带贴附到车身两侧与车顶的分界处以及将胶带贴附到后挡区域与车顶的分界处的子步骤时,由于贴胶作业比较复杂,经常会发生在完成贴胶作业并将胶带切断之后,剩余胶带的起始端会由于各种干涉和遮挡而脱离贴胶作业点,甚至可能导致整段胶带粘结在一起的可能性。不仅造成了胶带浪费,还给下次贴胶作业带来了麻烦。
13.因此,在汽车贴胶领域中,始终存在能根据待贴胶表面的不同情况利用胶带分配器将胶带稳定且连续地贴附到该待贴附表面上的需求。另外,还希望能够将切断后的胶带起始端始终保持在贴胶作业点附近,以方便之后的贴胶作业。
技术实现要素:
14.本实用新型的目的在于提供一种具有多个贴附头的贴胶工具,该贴胶工具能够利用不同的贴附头将烤漆分色胶带连续且稳定地贴附到不同类型的待贴附表面。
15.本实用新型的另一目的在于提供一种能够始终将切断后的胶带起始端始终保持在贴胶作业点附近的贴胶工具。
16.根据本实用新型的一种用于将胶带贴附到待贴胶表面的贴胶工具,贴胶工具配备有第一贴附头和第二贴附头中的至少一个,第一贴附头和/或第二贴附头配备有收卷胶带用的胶带安装构件和贴附胶带用的胶带按压构件,具有连续长度的胶带从胶带安装构件沿向下游方向行进直至胶带按压构件,其中,第一贴附头和第二贴附头中的至少一个贴附头配备有将负压施加于胶带起始端的真空系统。
17.较佳的是,贴胶工具还包括胶带切断构件,胶带切断构件布置在胶带按压构件的下游以沿胶带的整个宽度切断胶带。
18.更佳的是,胶带切断构件构造成由第一致动器在切断位置和非切断位置之间致动。
19.最佳的是,第一致动器包括缸体和在缸体内运动的活塞杆,活塞杆与胶带切断机构相连接。
20.另一方面,真空系统设置在胶带切断构件处或附近,或者真空系统通过管系、孔洞和通路中的至少一种将负压连通到胶带切断构件处或附近。
21.此外,贴胶工具还包括:贴附头支架,第一贴附头和/或第二贴附头一体或分体地安装到贴附头支架;驱动机构,驱动机构驱动第一贴附头和/或第二贴附头并带动相应的胶带按压构件沿待贴胶表面运动;以及机械臂,机械臂与贴附头支架连接并由驱动机构驱动而以预定路径运动。
22.较佳的是,机械臂的长度设计成在贴胶过程中使贴胶工具不与待贴胶表面相干
涉。
23.另外,贴胶工具还包括胶带导向构件,胶带导向构件布置在胶带安装构件的下游以及胶带按压构件的上游。
24.如上所述,配备有真空系统的第一贴附头在车身两侧或后挡区域与车辆车顶的分界处实施贴胶作业,并且未配备有真空系统的第二贴附头在挡风玻璃与车辆车顶的分界处实施贴胶作业。
25.上述贴胶工具能够获得以下技术效果:
26.(1)贴胶工具配备有两个或更多个贴附头,由于每个贴附头的配置彼此不同,因此能够适用于不同工况条件下的待贴胶物体或表面;
27.(2)所有粘附头均安装在贴附头支架上,贴附头支架通过机械臂与驱动机构相关联,便于操作人员以远程操控或程序输入的方式控制贴附头支架以及支承在该贴附头支架上的贴附头及其胶带按压构件,以便将胶带自动贴附到待贴胶物体或表面上;
28.(3)通过设置真空系统,当贴胶作业结束并利用胶带切断构件将胶带切断之后,胶带起始端会因为真空系统施加的负压而被吸附在胶带切断构件附近。这样,当操作人员准备下一次贴胶作业时,能够非常方便且迅速地寻找到胶带起始端,较大程度地提高了贴胶作业的便利性。
附图说明
29.图1示例性地示出根据本实用新型的较佳实施例的自动贴胶工具1,其中该贴胶工具1配备有第一贴附头100和第二贴附头200;
30.图2是从另一方向看到的图1所示的贴胶工具1的示意图;
31.图3是从又一方向看到的图1所示的贴胶工具1的示意图;
32.图4是从再一方向看到的图1所示的贴胶工具1的示意图;以及
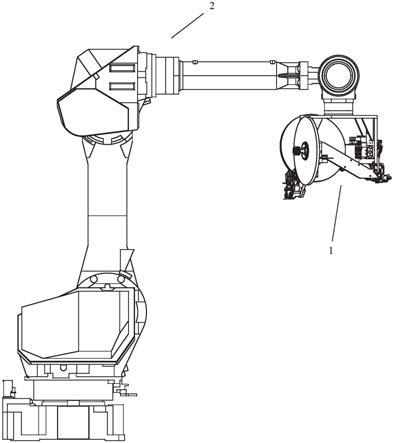
33.图5是安装有图1所述的贴胶工具1的机械臂2的整体示意图。
34.附图标记
[0035]1ꢀꢀꢀꢀꢀꢀꢀ
自动贴胶工具
[0036]2ꢀꢀꢀꢀꢀꢀꢀ
机械臂
[0037]
100
ꢀꢀꢀꢀꢀ
第一贴附头
[0038]
120
ꢀꢀꢀꢀꢀ
胶带安装构件
[0039]
130
ꢀꢀꢀꢀꢀ
胶带导向构件
[0040]
140
ꢀꢀꢀꢀꢀ
胶带按压构件
[0041]
150
ꢀꢀꢀꢀꢀ
胶带切断构件
[0042]
160
ꢀꢀꢀꢀꢀ
第一致动器
[0043]
170
ꢀꢀꢀꢀꢀ
第二致动器
[0044]
180
ꢀꢀꢀꢀꢀ
真空系统
[0045]
200
ꢀꢀꢀꢀꢀ
第二贴附头
[0046]
220
ꢀꢀꢀꢀꢀ
胶带安装构件
[0047]
230
ꢀꢀꢀꢀꢀ
胶带导向构件
[0048]
240
ꢀꢀꢀꢀꢀ
胶带按压构件
[0049]
250
ꢀꢀꢀꢀꢀ
胶带切断构件
[0050]
260
ꢀꢀꢀꢀꢀ
第一致动器
[0051]
270
ꢀꢀꢀꢀꢀ
第二致动器
[0052]
300
ꢀꢀꢀꢀꢀ
贴附头支架
具体实施方式
[0053]
应注意参考的附图并非都按比例绘制,而是可扩大来说明本实用新型的各方面,且在这方面,附图不应被解释为限制性的。
[0054]
在本实用新型中,自动贴胶工具1可将由胶带源供应的烤漆分色胶带贴附到待贴胶物体或表面上。在此,胶带源不仅仅包括烤漆分色胶带卷,它也包括常用的胶带卷或者能提供一条连续长度的胶带的其它胶带源。因此,术语“胶带源”可以被理解为连续地提供至少一段长度足以从自动贴胶工具1应用到待贴胶物体或表面的胶带。本领域的普通技术人员易于理解的是,胶带在本实用新型中优选为各种类型/材质的单面胶。
[0055]
在本实用新型中,术语“下游”和“上游”是相对于胶带运送方向、更准确地说是相对于胶带在整个贴胶工具1中的传递路径而言的,其中,术语“向下游方向”是从胶带源朝向待贴胶表面的运送方向,而术语“向上游方向”是从待贴胶表面朝向胶带源的运送方向,“在
……
的下游”是指更接近于待贴胶表面的位置,而“在
……
的上游”则是指更接近于胶带源的位置。
[0056]
在本实用新型中,术语“胶带”实际上包括两层,即:将要贴附到待贴胶物体或表面的粘性胶带层和用于背衬该粘性胶带层的离型纸层。在下文中,可以将胶带理解为仅一层粘性胶带(即,离型纸已与其分离开)或者包含粘性胶带层和离型纸层在内的整个胶带。换言之,术语“胶带”至少包含粘性胶带层,因而可以直接贴附到待贴胶物体或表面上,而撕去离型纸可以在贴胶作业之前借助特定机构完成,或者也可以在完成贴胶作业之后手动或者借助工具实现。鉴于离型纸的分离不是本实用新型的主题,本文不再赘述。
[0057]
请参见图1-4,根据本实用新型的贴胶工具1可包括贴附头支架300,该贴附头支架300通常由u形角钢制成,以便在u形部分的两个平行侧部各自支承一个贴附头100或200。当然,根据实际需要也可以增加或减少贴附头的数量,例如在贴附头支架300上支承一个、三个或更多个贴附头。这样的变型对于本领域的普通技术人员来说应当是易于想到的。
[0058]
有利地,贴附头支架300可一体构造成u形或其它形状的板状件,第一贴附头100和第二贴附头200可以直接地(即,以一体的形式)或者间接地(即,以分体的形式)安装到该板状件上。为了减少贴胶工具1的总体重量以有利于操作人员的手持操纵,可以设想仅包含用于安装各个贴附头的板状主体,而无需设置完全或者部分地盖住各个贴附头的传统装置外壳。更有利的是,贴附头支架300为平坦的且平面的构件,其主体可以形成为大致垂直于待粘胶表面。此外,贴附头支架300还可以设有多个孔洞,以进一步减轻其重量。
[0059]
为了避免在贴胶过程中导致操作人员的手臂与车门发生干涉,根据本实用新型,贴胶工具1可由驱动机构(未在图中示出)驱动。驱动机构可以与贴胶工具1相连或者经由其它构件(例如机械臂、支承座等)与贴胶工具1 相关联。通常,驱动机构可以是旋转电机或其它机械或液压机构。
[0060]
配备有驱动机构的贴胶工具1与现有的手动式贴胶工具相比能够自动运行,并且
根据远程输入的控制程序寻找需要贴胶的位置及之后的移动轨迹,从而避免由于操作人员的干涉或其它状况而临时中断贴胶过程。此外,由于配备有驱动机构的贴胶工具1无须卡入所要贴附的狭窄空间内,由此提供了贴胶工具1的空间结构布置的多样性和便利性。
[0061]
此外,根据本实用新型的贴胶工具1还可以包括具有规定长度的机械臂 2(参见图5),该机械臂2可以与贴胶工具1连接并由驱动机构驱动,以带动支承在贴胶工具1上的第一和/或第二贴附头100、200沿待贴胶表面运动到预定的位置,从而以预定的路径进行贴胶作业。
[0062]
在一个较佳实施例中,机械臂2可以由彼此铰接的多个段构成,其总长度以在贴胶过程中使贴胶工具不与待贴胶表面相干涉为宜。此外,机械臂2还可以与支承座等支承机构连接,以调整第一和/或第二贴附头100、200相对于待贴胶表面的位置。
[0063]
下面将具体介绍第一贴附头100和第二贴附头200的具体构造。由于两个贴附头的组成部件除真空系统之外基本上相同,因此这里仅以第一贴附头100 为例进行介绍。为清楚起见,在介绍第二贴附头200时仅描述其与第一贴附头 100不同的部分。至于第二贴附头200中与第一贴附头100相同的部件,在第一贴附头100示例中采用的附图标记加上100作为第二贴附头200示例中采用的附图标记。
[0064]
如图1所示,第一贴附头100包括胶带安装构件120,其上安装有胶带源,即成卷的烤漆分色胶带或其它胶带。可以理解的是,胶带安装构件120优选地布置在贴附头支架300上。当然,胶带安装构件120在第一贴附头100中的安装位置并不限于此。本领域的普通技术人员也可以将其布置在其它位置处,例如机械臂上。
[0065]
借助胶带安装构件120,操作员可以平稳地从胶带源扯出一段胶带,并且无需始终用双手控制胶带的施加。在胶带源是一卷胶带的情况下,可以将胶带安装构件120构造为胶带托盘或托架,从而直接将该卷胶带借助其中心的开口套装到胶带安装构件120上。在一个较佳实施例中,胶带安装构件120可构造成包括内部托架以及从内部托架两侧径向延伸出的一对凸缘。可以设想的是,内部托架和该对凸缘的尺寸可设计成恰好使该卷胶带以如下程度卡入其内,即,既不会产生相对于内部托架的松动,也不会导致从内部托架上取下该卷胶带并进行更换的难度过大。
[0066]
当然,可以理解的是,胶带安装构件120的安装方式不限于此,也可以将胶带源安装到呈框架形式的胶带安装构件120之中,或者其它可设想的方式。胶带安装构件120还可以包含齿状结构和/或能与胶带源卡合的其它有利结构。这样的变型均应当落入本实用新型的保护范围之内。
[0067]
然后,胶带从胶带安装构件120开始在第一贴附头100内递送。第一贴附头100内设置有呈转动辊型式的胶带导向构件130,胶带导向构件130通常位于胶带安装构件120的下游,以在胶带离开胶带源之后引导胶带在引导平面内传递。
[0068]
术语“引导平面”是指胶带离开胶带源之后在第一贴附头100内递送所行进的平面。可以理解的是,尽管胶带本身具有一定宽度,但在描述胶带的递送/引导路径时,胶带可以简略地理解为不具有宽度的一条线。更简单地说,胶带的递送/引导路径可以被看作胶带的均分其宽度的对称中心所递送经过的路径。在本实用新型中,也可以将胶带的递送/引导路径认定为胶带上的任一点所递送经过的路径。
[0069]
应当注意的是,上面提及的递送路径处于一个平面内涉及胶带的主要递送路径或
既定递送路径,因而并不排除由于胶带安装构件120或第一贴附头100内的其它部件的安装而导致的胶带的递送/引导路径偏离上述引导平面的可能性。
[0070]
根据本实用新型的第一贴附头100还包括胶带按压构件140,胶带按压构件140可以将来自胶带安装构件120的胶带(通常已与离型纸分离的粘性胶带)稳定、可靠地贴附到待贴胶表面上。优选地,胶带按压构件140可构造成至少一个压胶轮,从而能在该待贴胶表面上滚动。
[0071]
在一些实施例中,胶带的宽度可以小于或等于胶带按压构件140的宽度,以防止胶带在贴胶过程中起皱或起泡。在另一些实施例中,胶带的宽度也可以大于胶带按压构件140的宽度,以使得超出胶带按压构件140的宽度的胶带部分可以借助胶带按压构件140的侧面贴附到与待贴胶表面相邻的其它表面上,从而同时完成对具有一定角度的区域的两个、甚至三个表面进行贴胶。
[0072]
有利地,胶带按压构件140可以构造成由第二致动器170致动,从而以预定的压力施加于胶带上。该预定的压力可以在整个贴胶过程中是变化的。
[0073]
例如,在第一贴附头100开始沿着待贴胶表面运动之前,可以先对胶带按压构件140施加一定的压力,以确保胶带贴附到待贴胶表面上,由此避免由于开始位置处的胶带松动而导致整个贴胶过程的失败。又例如,在开始移动第一贴附头100进行粘胶时,也能以变化的压力来控制胶带按压构件140对胶带的压力,以使得在该位置处的贴胶过程更平稳。
[0074]
根据本实用新型的第一贴附头100还包括胶带切断构件150。在一个较佳实施例中,胶带切断构件150是可伸缩的刀片。当然,也可以采用其它切断装置来代替上述刀片。这些变型均应当落入本实用新型的保护范围之内。
[0075]
胶带切断构件150布置在胶带按压构件140的下游,用以沿胶带的整个宽度切断胶带。术语“沿胶带的宽度方向”是为了区分沿胶带的纵向长度方向对胶带进行切割。通常,在将胶带连续地从车辆a柱贴附到c柱附近区域之后再将胶带切断,以使贴附好的胶带与第一贴附头100分离。
[0076]
由此,胶带切断构件150可以选择性地切断胶带,即其可以在切断位置和非切断位置之间运动。在这两个位置之间对胶带切断构件150的致动既可以手动完成,又可以由第一致动器160实现。
[0077]
在一个较佳实施例中,第一致动器160包括缸体和在该缸体内运动的活塞杆。在本领域中缸体通常使用气压缸体,但对于普通技术人员易于想到的是,其它类型的缸体、例如液压缸体对于本实用新型来说也是适用的。
[0078]
活塞杆可以与胶带切断构件150连接,以驱动胶带切断构件150在切断位置和非切断位置之间运动。上述连接可以是直接连接,即缸体内的活塞杆直接作用于胶带切断构件150,以使其进入或者离开切断位置,也可以是间接连接,即活塞杆和胶带切断构件150之间布置有其它中间连接/传动机构。此外,第一致动器160不限于利用液压力,其也可以借助其它机械力、磁性力等本领域技术人员易于想到的方式。
[0079]
特别是,第一致动器160可以与控制器相关联,以在需要时致动胶带切断构件150来切断胶带,这例如可以根据设置在第一贴附头100上或者其它位置上的传感器来进行,即当传感器探测到贴胶过程已经完成(例如,贴胶工具行进到预定位置)时。具体地说,传感器将信号发送给控制器,然后控制器指令第一致动器160进入切断位置,随后在预定时间之后
再离开切断位置。
[0080]
有利地是,控制器也可以对第一贴附头100进行整体协同控制。例如,控制器可以设计第一贴附头100的整体行进路线,该行进路线可以与待贴胶表面的位置相对应,并且设计在该路线中的某个或者多个预定位置致动第一致动器 160或第二致动器170。
[0081]
另外,第一致动器160和/或第二致动器170可以与贴附头支架300相连接,以获得支承和/或紧固。当然,也可以设想附图中未示出的各种布置型式。
[0082]
根据本实用新型的第一贴附头100还包括真空系统180。真空系统180 可以直接布置在胶带切断构件150处或附近,也可以布置在第一贴附头100 的其它部件处,甚至布置在贴附头支架300上,并且通过管系、孔洞或通路将负压施加于被切断的胶带起始端。这样,当贴胶作业结束并利用胶带切断构件150将胶带切断之后,胶带起始端会因为真空系统施加的负压而被吸附在胶带切断构件150附近。这样,当操作人员准备下一次贴胶作业时,能够非常方便且迅速地寻找到胶带起始端,较大程度地提高了贴胶作业的便利性。
[0083]
在一些较佳实施例中,第一贴附头100还可以配备胶带张紧构件或胶带转向构件,从而根据需要逐步连续地或者分阶段地改变胶带的张紧度或者改变胶带的行进方向。但应注意的是,胶带张紧构件提供的张紧度以能实现胶带的平稳递送和所需的张紧量为准,而无需过度消耗胶带量以及产生不必要的张紧程度。胶带张紧构件不限于张紧轮的形式,例如,其也可以是供胶带绕过的杆状形式。胶带转向构件可以在360
°
的范围内改变胶带的行进方向。
[0084]
可以理解的是,本文提及的各个构件均可提供一定的摩擦度,但又不会使摩擦大到阻碍胶带递送的程度。优选地,第一贴附头100的各个构件的表面由金属或者合金制成。当然,也可以采用聚合材料或橡胶制成各个构件的表面,只要不影响贴胶效率即可。
[0085]
与第一贴附头100相比,第二贴附头200也可以设置有胶带安装构件220、胶带导向构件230、胶带按压构件240、胶带切断构件250、第一致动器260、和第二致动器270。由此可见,第二贴附头200与第一贴附头100之间的差异在于第二贴附头200没有配备类似真空系统180那样的构件,这是因为第二贴附头200专门用于将胶带贴附到挡风玻璃与车顶的分界处。由于挡风玻璃作业面比较宽阔,在没有遮挡和/或妨碍的情况下,操作人员能够方便地在挡风玻璃与车顶的分界处贴附烤漆分色胶带,无需再设置真空系统来吸附被切断的胶带起始端。
[0086]
下面,将以车门与车身分界处的分色胶带为例简单说明根据本实用新型的贴胶工具100的贴胶过程,但本实用新型的应用并不限于此。
[0087]
首先,根据要贴胶表面的类型确定使用哪个贴附头进行贴胶作业。例如,要将胶带贴附到挡风玻璃与车顶的分界处时,使用未配备真空系统的第二贴附头200进行贴胶作业;要将胶带贴附到车身两侧与车顶的分界处或者后挡区域与车顶的分界处时,使用配备真空系统180的第一贴附头100进行贴胶作业。
[0088]
其次,将一卷烤漆分色胶带安装到贴胶工具1的胶带安装构件120上,然后从该卷胶带中扯出一段连续的胶带,并且使胶带以预定方式穿过胶带导向构件130,直至到达位于其下游的胶带按压构件140。
[0089]
接着,可以控制贴胶工具1的第一致动器160,以将预定压力施加于胶带按压构件140上,由此将胶带预压在待贴胶表面上。
[0090]
接着,驱动机构带动贴胶工具1沿待贴胶表面以预定的路线行进,即带动压胶轮沿待贴胶表面、例如从a柱到c柱连续滚动而不中断。在行进的同时,沿待贴胶表面进行贴胶作业。由于借助了驱动机构,贴胶工具1不会与车门发生不期望的干涉。
[0091]
接着,可以控制贴胶工具1的第二致动器170,带动胶带切断构件150进入切断位置,从而切断胶带,使已贴附的胶带与未贴附的胶带相分离并结束贴胶作业。由于胶带切断构件150附近布置有真空系统180,当贴胶作业结束之后,胶带起始端会因为真空而被吸附在胶带切断构件150附近。这样,当操作人员准备下一次贴胶作业时,能够非常方便且迅速地寻找到胶带起始端,大大地提高了贴胶作业的便利性。
[0092]
尽管在各附图中参照应用实例描述了本实用新型的各种实施例,但应当理解到,本实用新型的范围内的实施例可应用到具有相似结构和/或功能的其它待贴胶物体。例如,可以应用到包含至少两个彼此成角度的表面的物体等。
[0093]
前面的描述已经给出了许多特征和优点,包括各种替代的实施方式,以及装置和方法的结构和功能的细节。本文的意图是示例性的,并不是穷尽性的或限制性的。
[0094]
对于本领域的技术人员来说显然可对由所附权利要求所表达的术语的宽泛上位含义所指示的全部范围内做出各种改型,尤其是在结构、材料、元素、部件、形状、尺寸和部件的布置方面,包括这些方面在此处所描述的原理范围内的结合。在这些各种改型未偏离所附权利要求的精神和范围的程度内,意味着它们也包含于此。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1