一种平面贴标机的进料装置的制作方法
[0001]
本实用新型涉及平面贴标机技术领域,尤其是涉及一种平面贴标机的进料装置。
背景技术:
[0002]
贴标机是以粘合剂把纸或金属箔标签粘贴在规定的包装容器上的设备。平面贴标机可完成自动正反双侧面贴标签,适用于食品、日化、医药及其它轻工行业中的各种扁形、方形类产品的双侧面和圆瓶圆周的自动贴标。
[0003]
贴标机是现代包装不可缺少的组成部分,贴标机的主要工作机构由供标装置、取标装置、打印装置、涂胶装置及联锁装置等几部分组成。
[0004]
公告号为cn210235562u的中国专利公开了一种全自动上平面贴标机,包括电箱机构,电箱机构的上端面固定连接有用于输送的输送机构,电箱机构的上端面靠近端头处固定连接有用于调节的调整机构,调整机构包括第一调节板,第一调节板的上端面固定连接有第二调节板,第一调节板的上端面固定连接有用于调节高度的固定调节柱,固定调节柱的外端面滑动套接有用于支撑的固定箱,固定箱的前端面固定连接有转动调节杆,电箱机构的上端面通过调整机构固定连接有标头机构,电箱机构与标头机构和输送机构进行电连接。
[0005]
上述中的现有技术方案存在以下缺陷:平面贴标机在工作的过程中,需要人工将待贴标的产品放置到输送机构上,通过输送机构运输产品以达到贴标的效果,这种通过人工进行上料方式,耗费人力,且效率不高。
技术实现要素:
[0006]
针对现有技术存在的不足,本实用新型的目的之一是提供一种平面贴标机的进料装置,其具有的效果是:通过运输机构实现自动上料的目的,以提高生产效率,减轻了劳动力。
[0007]
本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
[0008]
一种平面贴标机的进料装置,包括设置在输送机构进料端的放置箱,所述放置箱设置在机体上,所述输送机构在靠近放置箱的一端设有用于取料的运输机构。
[0009]
通过采用上述技术方案,贴标机在工作的过程中,操作者可以将产品放入放置箱内,接着操作者启动运输机构,此时运输机构将放置箱中的产品运输到输送机构上,从而实现了自动上料的目的,进而提高了生产效率,减轻了劳动力。
[0010]
本实用新型在一较佳示例中可以进一步配置为:所述运输机构包括摇臂,所述摇臂通过转轴转动连接在机体上,所述摇臂与转轴固定连接,所述摇臂设置在输送机构沿长度方向的一侧,所述机体上设有伺服电机,所述伺服电机的输出轴与转轴连接;所述摇臂远离转轴的一端转动连接有定位板,所述定位板延伸到输送机构的上方,所述定位板朝向输送机构的一侧设有若干个吸盘。
[0011]
通过采用上述技术方案,操作者将待贴标的产品放置到放置箱中,接着操作者启
动伺服电机,伺服电机通过转轴驱动摇臂摆动,摇臂带动定位板向放置箱靠近,直至定位板位于放置箱正上方,此时吸盘对产品进行吸附,然后操作者启动伺服电机反转,伺服电机驱动摇臂向远离放置箱的一侧移动,直至定位板靠近输送机构时,吸盘停止吸附,产品自然下落到输送机构上,以达到自动输送产品的效果,进而提高了生产效率,以减轻操作者的劳动力。
[0012]
本实用新型在一较佳示例中可以进一步配置为:所述摇臂远离转轴的一端穿设有定位杆,所述定位杆转动连接在摇臂上,所述定位板固定连接在定位杆上,所述定位杆在摇臂背离定位板的一侧设有配重块。
[0013]
通过采用上述技术方案,摇臂带动定位板移动时,配重块在自身重力的作用下,配重块可以通过定位杆增加定位板重力,使得定位板始终处于水平状态,从而增加定位板移动时的稳定性,进而便于吸盘快速便捷的吸附产品,以提高生产效率。
[0014]
本实用新型在一较佳示例中可以进一步配置为:所述吸盘沿定位板的长度方向的设有两对,所述吸盘通过调节杆滑动连接在定位板上,所述定位板沿长度方向开设有两对腰形孔,所述调节杆穿设并滑动连接在腰形孔中,所述调节杆在定位板相背离的两侧螺纹连接有两个螺母。
[0015]
通过采用上述技术方案,当操作者需要对吸盘的位置进行调节时,操作者推动调节杆沿腰形孔的长度方向滑动,调节杆带动吸盘一同移动,直至吸盘移动到适当的位置时,操作者拧紧螺母,以达到固定吸盘的效果,从而调节杆便于操作者快速便捷的对吸盘的位置进行调节,以便于吸盘对不同尺寸的产品进行吸附。
[0016]
本实用新型在一较佳示例中可以进一步配置为:所述运输机构包括设置在机体上的支撑架,所述支撑架设置在放置箱背离地面的一侧,所述支撑架沿长度方向设有两个转动辊,两个所述转动辊上套设有一个输送带,所述支撑架靠近输送机构的一端设有驱动电机,所述驱动电机的输出轴与转动辊连接,所述输送带靠近放置箱的一侧设有拨块。
[0017]
通过采用上述技术方案,操作者在加工待贴标产品时,操作者将待贴标的产品放置到放置箱中,接着操作者启动驱动电机,驱动电机驱动转动辊转动,转动辊驱动输送带转动,并且输送带带动拨块一同移动,此时拨块与最上层的产品相抵触,并且拨块在移动的过程中,拨块与最上层产品产生摩擦,并推动产品向输送机构移动,直至产品移动到输送机构上时,输送机构对产品进行输送贴标,从而实现了自动运输产品的目的,进而提升了生产效率,以减轻操作者的劳动力。
[0018]
本实用新型在一较佳示例中可以进一步配置为:所述拨块朝向输送带的一端设有套筒,所述套筒中滑动连接有导杆,所述导杆远离拨块的一端固定连接在输送带上,所述套筒上套设有第一弹簧,所述第一弹簧的两端分别抵触在拨块和输送带上。
[0019]
通过采用上述技术方案,当拨块与产品抵触时,拨块带动套筒向输送带靠近,套筒沿导杆的长度方向滑动,此时拨块对第一弹簧进行压缩,第一弹簧受压缩具有弹性恢复力,并且第一弹簧在弹性恢复力的作用下,第一弹簧对拨块产生反作用力,使得拨块紧贴在产品上,进而增加拨块移动时的稳定性,以减少拨块与产品之间出现打滑的可能。
[0020]
本实用新型在一较佳示例中可以进一步配置为:所述放置箱通过支撑板设置在机体上,所述放置箱朝向支撑板的一侧设有第二弹簧,所述第二弹簧的两端分别抵接在支撑板和放置箱上。
[0021]
通过采用上述技术方案,当操作者将待贴标的产品放置到放置箱中时,产品对放置箱进行下压,此时放置箱对第二弹簧进行压缩,第二弹簧受压缩具有弹性恢复力,产品在贴标的过程中,放置箱中的产品逐渐减少,同时第二弹簧在弹性恢复力的作用下,第二弹簧推动放置箱逐渐向输送带靠近,使得拨块始终与放置箱中的产品相抵触,从而便于拨块对产品进行运输,以达到自动化的效果,提升了工作效率。
[0022]
本实用新型在一较佳示例中可以进一步配置为:所述放置箱靠近支撑板的一侧向外侧延伸有延边,所述延边上穿设有导向柱,所述导向柱固定连接在支撑板上。
[0023]
通过采用上述技术方案,放置箱向输送带靠近的过程中,收集箱带动延边沿导向柱的长度方向滑动,此时导向柱通过延边对放置箱的移动方向进行限制,从而导向柱对放置箱起到了导向的作用,进而增加放置箱移动时的稳定性,以减少放置箱出现偏移的可能。
[0024]
本实用新型在一较佳示例中可以进一步配置为:所述输送机构靠近放置箱的一侧设有两个导向板,两个所述导向板沿输送机构长度方向的中心线对称设置。
[0025]
通过采用上述技术方案,运输机构将待贴标产品输送到两个导向板之间,输送机构在输送产品移动的过程中,两个导向板对产品的移动方向进行限制,从而导向板对产品起到了导向的作用,进而增加产品移动时的稳定性,以减少产品出现偏移的可能。
[0026]
综上所述,本实用新型包括以下至少一种有益技术效果:
[0027]
1.通过运输机构实现自动上料的目的,以提高生产效率,减轻了劳动力;
[0028]
2.通过吸盘和摇臂实现自动输送产品的目的,以提高生产效率,减轻了操作者的劳动力;
[0029]
3.通过调节杆可以快速便捷的对吸盘的位置进行调节,以便于吸盘对不同尺寸的产品进行吸附。
附图说明
[0030]
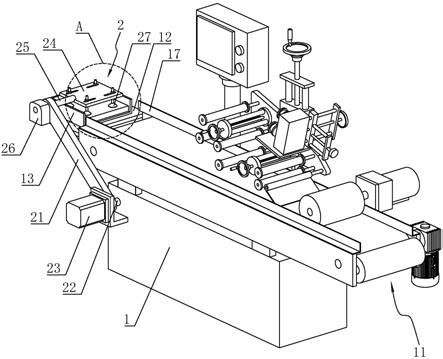
图1是实施例1的整体结构示意图。
[0031]
图2是图1中a部分的放大示意图。
[0032]
图3是实施例2的整体结构示意图。
[0033]
图4是实施例2用于体现拨块的结构示意图。
[0034]
图中,1、机体;11、输送机构;12、支撑板;13、放置箱;14、第二弹簧;15、延边;16、导向柱;17、导向板;2、运输机构;21、摇臂;22、转轴;23、伺服电机;24、定位板;241、腰形孔;25、定位杆;26、配重块;27、吸盘;28、调节杆;29、螺母;31、支撑架;32、转动辊;33、输送带;34、拨块;35、套筒;36、导杆;37、第一弹簧;38、驱动电机。
具体实施方式
[0035]
以下结合附图对本实用新型作进一步详细说明。
[0036]
实施例1
[0037]
参照图1和图2,为本实用新型公开的一种平面贴标机的进料装置,包括设置在输送机构11进料端的放置箱13,输送机构11包括转动连接在机体1上皮带,以及用于驱动皮带转动的电机。放置箱13通过支撑板12放置在机体1上,放置箱13在背离支撑板12且靠近皮带的一侧均开设有开口,以便于槽者向放置箱13内放置待贴标的产品。
[0038]
参照图1和图2,机体1在靠近放置箱13的一端设有用于运输待贴标产品的运输机构2,运输机构2包括摇臂21、伺服电机23、定位板24和吸盘27,摇臂21通过转轴22转动连接在机体1上,摇臂21固定连接在转轴22上,且摇臂21设置在皮带沿长度方向的一侧。伺服电机23通过连接板固定连接在摇臂21背离机体1的一侧,伺服电机23的输出轴固与转轴22固定连接。定位板24通过定位杆25转动连接在摇臂21远离转轴22的一端,定位杆25穿设在摇臂21中,且定位杆25在摇臂21背离定位板24的一端固定连接有配重块26。定位板24远离摇臂21的一侧延伸到皮带的上方,定位板24朝向皮带的一侧设有两对吸盘27,两对吸盘27沿定位杆25的轴线对称设置,同一对两个吸盘27沿皮带长度方向的中心线对称设置。
[0039]
参照图1和图2,贴标机在对待贴标的产品进行加工时,操作者先将待贴标的产品放置到放置箱13中,接着操作者启动伺服电机23驱动转轴22转动,转轴22带动摇臂21在机体1上摆动。并且摇臂21带动定位板24向放置箱13靠近,此时定位板24在配重块26重力的作用下,定位板24上摇臂21上转动,使得定位板24始终保持水平状态。直至定位板24位于放置箱13正上方时,吸盘27对最上方的产品进行吸附,然后操作者启动伺服电机23反转,伺服电机23驱动摇臂21带动产品向皮带靠近。当产品靠近皮带时,吸盘27停止吸附,使得产品自然下落到皮带上,从而吸盘27实现了自动输送产品的目的,进而提升了生产效率,以减轻操作者的劳动力。
[0040]
参照图1和图2,机体1在皮带沿长度方向的两侧设有两个导向板17,两个导向板17沿皮带长度方向的中心线对称设置。皮带在输送产品进行贴标时,导向板17对产品的移动方向进行限制,进而提升产品移动时的稳定性,以减少产品出现偏移的可能,提高了对产品贴标的精准度。
[0041]
参照图1和图2,定位板24沿宽度方向开设有两对腰形孔241,两对腰形孔241中均滑动连接有一个调节杆28,吸盘27与调节杆28一一对应,且吸盘27固定连接在调节杆28上,调节杆28在定位板24相背离的两侧螺纹连接有两个螺母29。操作者推动调节杆28在腰形孔241中滑动,此时调节杆28带动吸盘27一同移动。当操作者将吸盘27移动到适当位置以后,操作者拧紧螺母29,使得调节杆28固定在定位板24上,从而实现了同一对吸盘27之间距离可调节的目的,以便于吸盘27对不同尺寸的产品进行运输。
[0042]
本实施例的实施原理为:操作者将待贴标的产品放置到放置箱13中,接着操作者启动伺服电机23,伺服电机23驱动摇臂21摆动,使得摇臂21带动定位板24向放置箱13靠近,直至定位板24移动到放置箱13正上方时,吸盘27对最上层的产品进行吸附。然后操作者启动伺服电机23反转,此时伺服电机23通过摇臂21带动产品向皮带靠近,当产品接近皮带时,吸盘27停止吸附,使得产品自然下落到皮带上,以实现自动上料的目的。
[0043]
实施例2
[0044]
一种平面贴标机的进料装置,与实施例1的不同之处在于,参照图3和图4,运输机构2包括支撑架31、转动辊32、驱动电机38、输送带33和拨块34,支撑架31设置在放置箱13背离支撑板12的一侧,支撑架31远离放置箱13的一端延伸到皮带的上方,并且支撑架31通过连杆固定连接在机体1上。转动辊32沿支撑架31的长度方向设置有两个,两个转动辊32封闭转动连接在支撑架31的两端,驱动电机38固定连接在支撑架31远离放置箱13的一端,且驱动电机38的输出轴与转动辊32固定连接。输送带33套设在两个转动辊32上,且输送带33沿宽度方向设有拨块34,拨块34由橡胶材质支撑,橡胶自身较软且摩擦系数高。
[0045]
参照图3和图4,放置箱13靠近支撑板12的一侧向外侧延伸有延边15,延边15上穿设有两对导向柱16,两对导向柱16沿输送带33长度方向的中心线对称设置,且延边15滑动连接在导向柱16上。两对导向柱16均固定连接在支撑板12上,导向柱16在支撑板12与延边15之间套设有第二弹簧14,第二弹簧14的两端分别固定连接在支撑板12和延边15上。
[0046]
参照图3和图4,操作者将待贴标的产品放置到放置箱13中,此时放置箱13的重力增加,使得放置箱13对第二弹簧14进行压缩,第二弹簧14受压具有弹性恢复力。接着操作者启动驱动电机38,驱动电机38通过转动辊32驱动输送带33转动,使得输送带33带动拨块34一同移动。同时拨块34与最上层的产品相抵触,并推动产品向皮带上移动,从而实现自动运输产品的目的,进而提高了生产效率,以减轻操作者的劳动力。随着放置箱13中的产品逐渐减少,放置箱13的重力也随之减轻,此时第二弹簧14在弹性恢复力在作用下,第二弹簧14推动放置箱13逐渐向输送带33靠近,以便于拨块34推动产品。
[0047]
参照图3和图4,拨块34朝向输送带33的一侧沿长度方向设有两个套筒35,且套筒35固定连接在拨块34上,套筒35中滑动连接有导杆36,导杆36远离拨块34的一端固定连接在输送带33上,套筒35上套设有第一弹簧37,第一弹簧37的两端分别固定连接在拨块34和输送带33上。当拨块34与产品抵触时,拨块34带动套筒35沿导杆36的长度方向滑动,此时拨块34对第一弹簧37进行压缩,第一弹簧37受压缩具有弹性恢复力,并且第一弹簧37在弹性恢复力的作用下,第一弹簧37对拨块34产生反作用力,使得拨块34紧贴在产品上,从而提升了拨块34与产品抵触的稳定性,以减少拨块34与产品之间出现打滑的可能。
[0048]
本实施例的实施原理为:操作者将待贴标的产品放置到放置箱13中,此时产品增加了放置箱13的自身重力,使得放置箱13对第二弹簧14进行压缩。接着操作者启动驱动电机38,驱动电机38通过转动辊32驱动输送带33转动,输送带33带动拨块34一同移动。并且拨块34在移动的过程中与最上层的产品相抵触,并且推动产品向皮带上移动。随着放置箱13中产品逐渐减少,第二弹簧14推动放置箱13逐渐上升,以便于拨块34对产品进行输送,从而实现了自动上料的目的。
[0049]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1