口罩片自动翻转机构的制作方法
1.本实用新型涉及口罩加工设备技术领域,具体涉及一种口罩片自动翻转机构。
背景技术:
2.现有的平面口罩主要采用口罩片本体成型与耳带焊接两道工序生产,其中口罩片本体成型由口罩打片机完成,耳带焊接由自动口罩焊带机(包括内耳带自动口罩焊带机或外耳带自动口罩焊带机)焊接完成。传统的焊带机口罩片喂送一般采用手工完成,工作强度大、机械式的重复,稍不留神就会导致下一步焊接时产生错焊、漏焊等质量问题。因此生产效率较低,人工成本高,无法满足实际的生产需求。虽然人们现在设计了一些口罩片耳带焊带输送自动化技术。但现有的口罩片送入装置大都还不合理,口罩翻转技术复杂、稳定性较差、效率低,导致迟迟不能投入生产应用。本实用新型的口罩片的自动翻转机构就是为了解决以上问题而设计的。
技术实现要素:
3.本实用新型的目的在于克服上述现有技术的不足之处,提供了一种口罩片自动翻转机构,该机构解决了口罩翻转技术复杂、稳定性较差、效率低,导致迟迟不能投入生产应用的问题。
4.本实用新型的目的是通过以下技术方案实现的:
5.口罩片自动翻转机构,包括:翻转支撑板a、翻转支撑板b、翻转支撑板c、焊接框架、气缸、胶轮连接板、胶轮、从动辊安装座a、从动辊安装座b、输送带、从动辊、交流电机、交流电机安装座、主动辊、主动辊安装座a、主动辊安装座b、步进电机、翻转轴、翻转支撑板、翻转支撑杆、翻转轴安装座、挡板a、挡板b、步进电机安装座、气缸安装板、同步带、传感器安装板、传感器。
6.所述的翻转支撑板a、翻转支撑板c固定在焊接框架上;
7.所述的翻转支撑板b、翻转支撑板c相连接;
8.所述的气缸安装板固定在焊接框架上;
9.所述的气缸固定在气缸安装板上;
10.所述的胶轮连接板固定在气缸上;
11.所述的胶轮与胶轮连接板相连接,当检测到打片机传送过来的口罩片时,气缸下压,胶轮被动转动,口罩片送至翻转位置;
12.所述的从动辊安装座a、从动辊安装座b、主动辊安装座a、主动辊安装座b固定在焊接框架上;
13.所述的从动辊与从动辊安装座a、从动辊安装座b相连接;
14.所述的主动辊与主动辊安装座a、主动辊安装座b相连接;
15.所述的输送带与从动辊、主动辊相连接;
16.所述的交流电机安装座固定在焊接框架上;
17.所述的交流电机固定交流电机安装座上;
18.所述的同步带与主动辊、交流电机相连接,交流电机控制主动辊、从动辊转动同时带动输送带;
19.所述的步进电机安装座、翻转轴安装座固定在焊接框架上;
20.所述的步进电机固定在步进电机安装座上;
21.所述的步进电机、翻转轴安装座与翻转轴相连接;
22.所述的翻转支撑杆固定在翻转支撑板上;
23.所述的翻转支撑板固定在翻转轴上,步进电机控制翻转轴旋转,即控制翻转支撑杆将口罩片翻面;
24.所述的挡板a、挡板b固定在焊接框架上,具有限制翻面过程中口罩片的位置同时起保护作用。
25.所述的传感器固定在传感器安装板上;
26.所述的传感器安装板固定在焊接框架上。
27.与现有技术相比,本实用新型的有益效果是:
28.本实用新型克服了口罩翻转技术复杂、稳定性较差、效率低,导致迟迟不能投入生产应用的问题,通过本实用新型的设计,口罩翻转技术简易、稳定性高、效率高,可投入生产应用。
附图说明
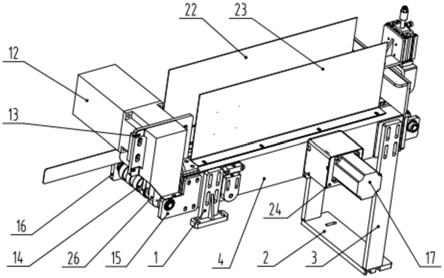
29.图1 为口罩片自动翻转机构示意图;
30.图2 为口罩片自动翻转机构示意图((消隐其他组件);
31.图3 为口罩机上的口罩片自动翻转机构示意图(a);
32.图4 为口罩片自动翻转机构示意图(俯视图);
33.图5 为口罩机的整机示意图。
34.1.翻转支撑板a
ꢀꢀ
2.翻转支撑板b
ꢀꢀ
3.翻转支撑板c
ꢀꢀ
4.焊接框架
ꢀꢀ
5.气缸
ꢀꢀ
6.胶轮连接板
ꢀꢀ
7.胶轮
ꢀꢀ
8.从动辊安装座a
ꢀꢀ
9.从动辊安装座b
ꢀꢀ
10.输送带
ꢀꢀ
11.从动辊
ꢀꢀ
12.交流电机
ꢀꢀ
13.交流电机安装座
ꢀꢀ
14.主动辊
ꢀꢀ
15.主动辊安装座a
ꢀꢀ
16.主动辊安装座b
ꢀꢀ
17.步进电机
ꢀꢀ
18.翻转轴
ꢀꢀ
19.翻转支撑板
ꢀꢀ
20.翻转支撑杆
ꢀꢀ
21.翻转轴安装座
ꢀꢀ
22.挡板a
ꢀꢀ
23.挡板b
ꢀꢀ
24.步进电机安装座
ꢀꢀ
25.气缸安装板
ꢀꢀ
26.同步带
ꢀꢀ
27.传感器安装板
ꢀꢀ
28.传感器。
具体实施方式
35.为能进一步了解本发明的内容、特点以及功效,兹例举以下实施例,并配合附图详细说明如下。需要说明的是,本实施例是描述性的,不是限定性的,不能由此限定本发明的保护范围。
36.口罩片的自动翻转机构,包括:翻转支撑板a(1)、翻转支撑板b(2)、翻转支撑板c(3)、焊接框架(4)、气缸(5)、胶轮连接板(6)、胶轮(7)、从动辊安装座a(8)、从动辊安装座b(9)、输送带(10)、从动辊(11)、交流电机(12)、交流电机安装座(13)、主动辊(14)、主动辊安装座a(15)、主动辊安装座b(16)、步进电机 (17)、翻转轴(18)、翻转支撑板(19)、翻转支撑
杆(20)、 翻转轴安装座(21)、挡板a(22)、挡板b(23)、步进电机安装座(24)、气缸安装板(25)、同步带(26)、传感器安装板(27)、传感器(28) 。
37.所述的翻转支撑板a(1)、翻转支撑板c(3)固定在焊接框架(4)上;
38.所述的翻转支撑板b(2)、翻转支撑板c(3)相连接;
39.所述的气缸安装板(25)固定在焊接框架(4)上;
40.所述的气缸(5)固定在气缸安装板(25)上;
41.所述的胶轮连接板(6)固定在气缸(5)上;
42.所述的胶轮(7)与胶轮连接板(6)相连接;
43.所述的从动辊安装座a(8)、从动辊安装座b(9)、主动辊安装座a(15)、主动辊安装座b(16)固定在焊接框架(4)上;
44.所述的从动辊(11)与从动辊安装座a(8)、从动辊安装座b(9)相连接;
45.所述的主动辊(14)与主动辊安装座a(15)、主动辊安装座b(16)相连接;
46.所述的输送带(10)与从动辊(11)、主动辊(14)相连接;
47.所述的交流电机安装座(13)固定在焊接框架(4)上;
48.所述的交流电机(12)固定交流电机安装座(13)上;
49.所述的同步带(26)与主动辊(14)、交流电机(12)相连接;
50.所述的步进电机安装座(24)、翻转轴安装座(21)固定在焊接框架(4)上;
51.所述的步进电机(17)固定在步进电机安装座(24)上;
52.所述的步进电机(17)、翻转轴安装座(21)与翻转轴(18)相连接;
53.所述的翻转支撑杆(20)固定在翻转支撑板(19)上;
54.所述的翻转支撑板(19)固定在翻转轴(18)上;
55.所述的挡板a(22)、挡板b(23)固定在焊接框架(4)上。
56.所述的传感器(27)固定在传感器安装板(28)上;
57.所述的传感器安装板(28)固定在焊接框架(4)上。
58.工作过程:
59.口罩机整机启动,交流电机(12)工作,交流电机(12)控制主动辊(14)转动,从而控制输送带(10)工作。当检测到打片机传送过来的口罩片时,气缸(5)下压,胶轮(7)下压、胶轮(7)由输送带(10)带动从而被动转动,将口罩片由传送区通过输送带(10)送至翻转支撑板(19)前,传感器(27)感应到口罩片,步进电机(17)带动翻转轴(18)旋转,翻转支撑板(19)旋转,翻转支撑杆(20)携带口罩片旋转180度,口罩片再次落到输送带(10)上,由输送带(10)送出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1