一种专用于横向薄膜和纸卷运输的背驮AGV的制作方法
一种专用于横向薄膜和纸卷运输的背驮agv
技术领域
1.本实用新型属于印刷涂布包装设备技术领域,涉及一种专用于横向薄膜和纸卷运输的背驮agv。
背景技术:
2.印刷涂布工厂原材料为薄膜或纸张,采购回来卷料一般立置,而生产设备大多是卷对卷形式,所以在生产前需要将卷料从立置状态转换至横置状态,产出半成品时又会将卷料立置在托盘,到下一工序又将卷料横置,如此反复,出现严重重复劳动,且在反复立置横置过程中会经常伤料,造成不必要的浪费;另外,印刷涂布产品正反印也比较普遍,员工在上料时容易搞错卷料的开卷方向,需要人工将卷料旋转,费时费力。
技术实现要素:
3.本实用新型的目的是提供一种专用于横向薄膜和纸卷运输的背驮agv,能够快速与其它设备对接,实现开卷方向切换。
4.本实用新型所采用的技术方案是,一种专用于横向薄膜和纸卷运输的背驮agv,包括agv本体,agv本体设置有导航定位机构和举升机构,agv本体上设置有旋转盘,旋转盘连接有电机,agv本体上旋转盘外侧分别设置有卷料检测光电开关和旋转检测光电开关,旋转盘上与旋转检测光电开关对应设置有检测块。
5.本实用新型的特点还在于,
6.agv本体为双舵轮agv。
7.旋转盘是以两侧向中心线逐渐凹陷形成v型凹陷的形状。
8.导航定位机构包括竖直固定在agv本体边缘处设置有导航竖杆,导航竖杆顶部设置有激光头,导航定位机构还包括设置在agv本体侧壁的障碍检测传感器,激光头和障碍检测传感器均与agv本体中agv控制器连接。
9.举升机构包括设置在agv本体内的丝杠,丝杠连接有小型电机,丝杠的丝杠螺母固定连接有举升座,举升座与旋转盘中心位置对应,旋转盘中心开设有举升孔a,agv本体上与举升孔a对应设置有举升孔b,举升座可在丝杠驱动作用下上升或下降通过举升孔a和举升孔b。
10.本实用新型的有益效果是:
11.本实用新型一种专用于横向薄膜和纸卷运输的背驮agv,结构简单,使用方便;实现了车间横置卷料的全自动运输,并可自动实现开卷方向的切换,这极大地减弱劳动强度、减少了用工人数;可以快速与其他自动化设备连接,比如:全自动翻转机器人、立体库、数字化熟化系统等,实现整个生产车间的全自动化;能够快速并入智能工厂生产系统,实现与wms、mes等管理系统的无缝对接。
附图说明
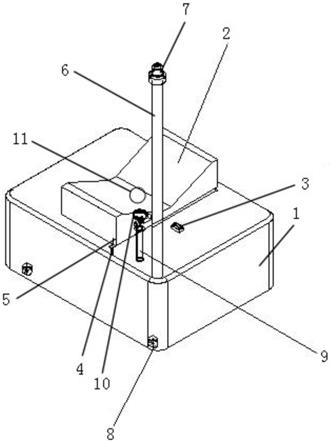
12.图1是本实用新型一种专用于横向薄膜和纸卷运输的背驮agv的结构示意图;
13.图2是本实用新型一种专用于横向薄膜和纸卷运输的背驮agv背驮卷料时的状态图。
14.图中,1.agv本体,2.旋转盘,3.卷料检测光电开关,4.旋转检测光电开关,5.检测块,6.导航竖杆,7.激光头,8.障碍检测传感器,9.丝杠,10.举升座,11.举升孔a。
具体实施方式
15.下面结合附图和具体实施方式对本实用新型进行详细说明。
16.本实用新型一种专用于横向薄膜和纸卷运输的背驮agv,如图1所示,包括agv本体1,agv本体1为双舵轮agv,agv本体1设置有导航定位机构和举升机构,agv本体1上设置有旋转盘2,旋转盘2是以两侧向中心线逐渐凹陷形成v型凹陷的形状,旋转盘2连接有电机,agv本体1上旋转盘2外侧分别设置有卷料检测光电开关3和旋转检测光电开关4,旋转盘2上与旋转检测光电开关4对应设置有检测块5。
17.导航定位机构包括竖直固定在agv本体1边缘处设置有导航竖杆6,导航竖杆6顶部设置有激光头7,导航定位机构还包括设置在agv本体1侧壁的障碍检测传感器8,激光头7和障碍检测传感器8均与agv本体1中agv控制器连接。
18.为清晰表达本实用新型各部分结构,图1中举升机构部分为透视效果,举升机构包括设置在agv本体1内的丝杠9,丝杠9连接有小型电机,丝杠9的丝杠螺母固定连接有举升座10,举升座10与旋转盘2中心位置对应,旋转盘2中心开设有举升孔a11,agv本体1上与举升孔a11对应设置有举升孔b,举升座10可在丝杠9驱动作用下上升或下降通过举升孔a11和举升孔b。
19.本实用新型一种专用于横向薄膜和纸卷运输的背驮agv的工作原理及过程具体如下:
20.机械线边取送料过程:本实用新型的背驮agv接收到上位系统的运输任务,直线运行,运行过程中激光头7发射激光,经车间中设置的激光反射设备反射激光后接收,激光头7根据接收到的反射激光进行定位和导航,并通过障碍检测传感器8检测障碍物,避免碰撞;当本实用新型的背驮agv至取货站点前,其双舵轮切换到横向平移模式,举升机构将举升座10举升至高点,如果卷料检测光电开关3没有检测到物料,此时无料故障,agv本体1不动,等待放料,如果卷料检测光电开关3检测到物料,则agv本体1移出线边仓对接位,如图2所示,举升座10下降至最低位,卷料置于旋转盘2上,并通过v型凹陷固位;本实用新型的背驮agv切换到直线运行模式,继续运行至目的站点前,举升机构将举升座10举升至高点,agv本体1进入对接工位后将举升座10下降至最低位,卷料完成对接,agv本体1自动移出线边仓,如果接到反向开卷指令,则旋转盘旋转180
°
后,再举升卷料进行对接,将卷料交接至线边仓,旋转盘2复位,若旋转检测光电开关4检测到检测块5复位完成,若旋转检测光电开关4未检测到检测块5则仍需复位旋转盘2,直到复位成功,继续下一驮料对接过程。
21.设备站点取送过程:跟上述取送过程类似,区别在于,本实用新型的背驮agv去设备站点,得到设备确认后才可进入,本实用新型的背驮agv放货完成确认后给移出,确保对接安全可靠。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1