一种吊牌自动点数装置的制作方法
1.本实用新型涉及服装加工行业,特别涉及一种服装标识或吊牌打孔机。
背景技术:
2.随着服装行业的发展,衣服的标签的使用量大大增加,这样,在生产标签或吊牌是,通常是成卷印刷的。而标签的生产和加工是大量流水生产,涉及打孔、切割、计算、包装多个生产环节,提供生产效率是企业的需要。
3.在吊牌打孔并切割后,有一道工序就是计数,包装。这种工序,需要能根据需要的吊牌数后然后拿起包装。现有的这到工序的处理是简单第靠人工随意包装,效率不高,包装也不准确。
技术实现要素:
4.本实用新型的目的是提供一种技术准确、包装效率高的一种吊牌自动点数装置。
5.为了实现上述实用新型的目的,本实用新型提供的一种吊牌自动点数装置包括:
6.机架;
7.设置在所述机架的工作面;
8.设置在所述机架皮带传送机构,所述皮带传送机构上设有传送带,其中,所述传送带的一部分设置在工作面当中,以便用来传送吊牌;
9.设置所述工作面的一端的计数器,所述计数器的探头对着所述传送带的吊牌;
10.设置在所述工作面的另一端的导向凸台,所述导向凸台设有面对所述pfid 计数器的斜面,在所述导向凸台的旁边的工作面上设有吊牌的停留区,所述斜面用来接收从传送带送来的吊牌,所述吊牌越过所述斜面后落入所述停留区并叠加成堆;以及
11.中央控制单元,所述中央控制单元接收所述计数器的计数信号,当计数到一定的数量后,发出控制信号给所述皮带传送机构暂停一定数量的时间以便成堆的吊牌被取走。
12.进一步,所述计数器pfid计数器.
13.进一步,在所述工作面末端靠近停留区设有取牌斜面,所述取牌斜面面向停留区以便在所述停留区的成堆的吊牌方便取出。
14.进一步,所述导向凸台的中央设有取牌槽,以便工作人员的手指通过所述取牌槽接触到成堆的吊牌的侧面,方便移动成堆的吊牌便于取出。
15.进一步,还包含指示装置,中央控制单元,所述中央控制单元接收所述计数器的计数信号,当计数到一定的数量后,发出指示信号给所述指示装置,提示取走停留区的成堆的吊牌。
16.本实用新型提供的一种吊牌自动点数装置,由于采用导向凸台使得吊牌越过导向凸台的斜面后落入所述停留区并叠加成堆,便于被工作人员取走。另外,通过中央控制单元,所述中央控制单元接收所述计数器的计数信号,当计数到一定的数量后,发出控制信号给所述皮带传送机构暂停一定数量的时间,以便成堆的吊牌被取走,这样,每一堆吊牌的数
量就会固定,而且,在取走吊牌不会弄错,便于快速包装或装运,提高了工作效率。
附图说明
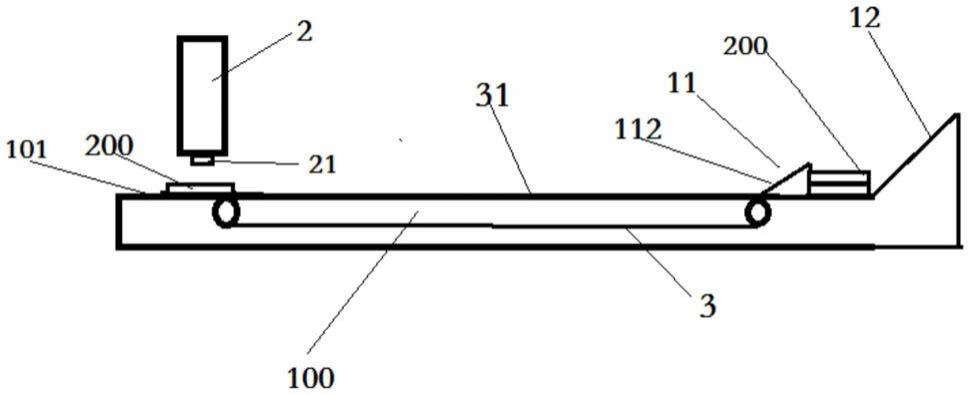
17.图1是本实用新型提供的一种吊牌自动点数装置的结构示意图。
18.图2是本实用新型提供的一种吊牌自动点数装置的控制图。
19.图3是本实用新型提供的一种吊牌自动点数装置的控制流程图。
20.图4是本实用新型提供的一种吊牌自动点数装置的俯视图。
具体实施方式
21.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
22.参见图1、图2和图3,本实用新型提供的一种吊牌自动点数装置包括机架 100、工作面101、传送机构3、计数器2、导向凸台11和中央控制单元cpu。
23.工作面101设置在所述机架100上,需要计数的吊牌200在工作面101上移动。传送机构3设置在机架100上,传送机构3上设有皮带传送带31,其中,传送带31的一部分设置在工作面101当中9(见图4),以便用来传送吊牌(200)。
24.计数器2设置工作面101的一端(图1中的左端),计数器2的探头21对着传送带31的吊牌200,以便对移动的每一张吊牌200进行计数。在该实施例中,计数器2采用脉冲射频识别(pfid)计数器,当然也可以采用其它的计算器,例如rfid(无线射频识别)计数器。
25.导向凸台11设置在工作面101的另一端(图1中的右端),导向凸台(11) 设有面对计数器2的斜面112,紧挨在导向凸台11的旁边(右边)的工作面101 上设有吊牌200的停留区103。斜面112的底边紧贴着传送带31,这样,从传送带31传送来的吊牌200由于惯性会冲上斜面112,斜面112接收到从传送带 31送来的吊牌200,吊牌200由于惯性力越过斜面112后落入停留区103并会叠加成堆。此时,参见图3,中央控制单元cpu接收计数器2的计数信号,当计数到一定的数量,例如100,后,发出控制信号给传送机构3暂停一定数量的时间,例如10秒,此时,传送机构3停止运送吊牌200,以便成堆的吊牌200能被取走。本实施例中,还包含指示装置9,中央控制单元cpu接收所述计数器2 的计数信号,当计数到一定的数量后,发出指示信号给所述指示装置9,指示装置9发出提示信号(声音或闪光),提示工作人员及时取走停留区103的成堆的吊牌200。
26.再参见图1,在所述工作面101末端(图中最右端)靠近停留区103设有取牌斜面12,所述取牌斜面12面向停留区103以便在所述停留区103的成堆的吊牌200方便取出。参见图4,在本实施例中,所述导向凸台11的中央设有取牌槽118,一以便手指通过所述取牌槽118接触到成堆的吊牌200的侧面,方便移动成堆的吊牌200便于取出。通过设置取牌槽118与取牌斜面12配合,工作人员取牌方便,而且很稳固,这样,不会掉散,保证取牌顺利,工作效率大大提高。
27.本实用新型提供的一种吊牌自动点数装置,由于采用导向凸台11使得吊牌 200越过导向凸台11的斜面112后落入停留区103并可叠加成堆,便于取走,另外,通过中央控制单元(cpu),所述中央控制单元(cpu)接收计数器2的计数信号,当计数到一定的数量,例如100张,后发出控制信号给皮带传送机构3 暂停一定数量的时间,例如10秒,以便成堆的吊牌
200被取走,这样,每一堆吊牌200的数量就会固定,而且,在取走吊牌200不会弄错,便于快速包装或装运,提高了工作效率。
28.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1