槽道自动上料架的制作方法
1.本实用新型涉及一种槽道自动上料架,属于槽道加工用设备领域。
背景技术:
2.槽道(哈芬槽)是一种建筑用的预埋件,需要冲孔后和铆钉铆接在一起配合使用,起到连接固定的作用,槽道在与铆钉铆接前需要先进行冲孔工艺。目前,通常在工人将成捆的槽道坯件取开后,人工逐一拿取槽道坯件,并摆放在槽道冲孔设备的上料架上,大大浪费了人力。
技术实现要素:
3.根据以上现有技术中的不足,本实用新型要解决的技术问题是:提供一种可大大节省人力的槽道自动上料架。
4.本实用新型所述的槽道自动上料架,包括底架,底架的顶部固定有支撑架,底架的上方连接有至少两个横梁,各横梁的顶部均固定有倾斜设置的l型放料架,支撑架的上端设有一纵梁,纵梁的底部通过若干第一铰支座连接有摆动梁,摆动梁的一侧固定有第一耳板,支撑架上固定有第二耳板,第一耳板与第二耳板之间铰接有第一摆动气缸,摆动梁上连接有至少一个抓料机构;各横梁的顶部之间还连接有导料机构,导料机构又包括固定在各横梁上的水平支架和导料斜板,各导料斜板的下端均固定有第一挡块与第二挡块,各导料斜板的上端之间转动连接有转轴,转轴上固定有与各导料斜板一一对应的接料板,各接料板的另一端自然搭放在其对应的水平支架上,转轴上还固定有连杆,连杆的另一端与横梁之间铰接有导料气缸,横梁的侧壁上铰接有摆杆,摆杆的一端与底架之间铰接有分料气缸,摆杆的另一端连接有推料装置;支撑架上通过第二铰支座固定有气缸座,气缸座上固定有第三耳板,支撑架上还固定有与第三耳板相对应的第四耳板,第三耳板与第四耳板之间铰接有第二摆动气缸,气缸座的底部固定有升降气缸,升降气缸的挡板上固定有手指气缸,手指气缸的两手指上固定有两相对应的夹料爪。
5.上述的抓料机构又包括与摆动梁连接的安装座,安装座的底部固定有安装板,安装板上固定有两条第一直线导轨,两第一直线导轨上均滑动连接有第一滑块,两第一滑块之间固定有连接板,连接板上固定有口型支架,口型支架的底部固定有电磁铁,口型支架的内侧壁上固定有齿条,摆动梁的底部两端均通过连接臂固定有轴承座,两轴承座内的两轴承之间安装有中心轴,中心轴上安装有与齿条一一对应的齿轮,中心轴联接有伺服电机。
6.上述的安装座与摆动梁之间滑动连接。
7.上述的安装座又包括位于摆动梁底部的底板,底板的顶部四个角处均固定有支撑块,各支撑块上均置有压块,各压块与底板之间均连接有螺栓,底板的顶部两侧均固定有连接架,两连接架上均安装有与摆动梁相对应的滚轮。
8.上述的抓料机构的个数为两个。
9.上述的推料装置又包括固定在导料斜板上的固定座,固定座上固定有推料筒,推
料筒内滑动连接有与摆杆铰接的推杆,推杆的上端套有磁铁座,磁铁座上固定有磁铁块,推料筒上设有与磁铁座相对应的条形滑槽,推杆的下端设有限位台,限位台与磁铁座之间安装有弹簧,推杆的上端连接有限位块。
10.上述的限位块为螺母,推杆上设有与其匹配的外螺纹。
11.上述的各横梁均是通过第二直线导轨与第二滑块的配合与底架滑动连接。
12.本实用新型与现有技术相比所具有的有益效果是:
13.本实用新型所述的槽道自动上料架,可将成捆的槽道坯件逐排抓取,并逐一分离,无需工人手动上料,大大节省了人力。
附图说明
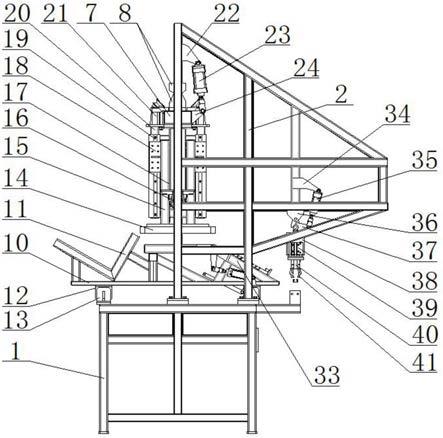
14.图1是本实用新型的结构示意图;
15.图2是图1中抓料机构的结构示意图;
16.图3是图1中导料机构的结构示意图;
17.图4是图3中a处的放大图;
18.图5是图1的右视图;
19.图6是图1的左视图;
20.图7是图6中b处的放大图;
21.图8是图7中推料装置的结构示意图;
22.图9是图8的主视图;
23.图10是图9中a
‑
a处的剖视图。
24.图中:1、底架;2、支撑架;3、轴承座;4、连接臂;5、中心轴;6、抓料机构;7、摆动梁;8、第一铰支座;9、纵梁;10、横梁;11、l型放料架;12、第二滑块;13、第二直线导轨;14、电磁铁;15、口型支架;16、齿轮;17、齿条;18、连接板;19、第一直线导轨;20、安装板;21、安装座;22、第二耳板;23、第一摆动气缸;24、第一耳板; 25、第一滑块;26、底板;27、螺栓;28、支撑块;29、压块;30、滚轮;31、连接架; 32、伺服电机;33、导料机构;34、第四耳板;35、第二摆动气缸;36、第二铰支座;37、第三耳板;38、气缸座;39、升降气缸;40、手指气缸;41、夹料爪;42、水平支架;43、接料板;44、导料斜板;45、第二挡块;46、第一挡块;47、槽道坯件;48、推料装置; 49、导料气缸;50、连杆;51、分料气缸;52、摆杆;53、固定座;54、弹簧;55、条形滑槽;56、限位台;57、推杆;58、推料筒;59、磁铁座;60、磁铁块;61、限位块;62、转轴。
具体实施方式
25.下面结合附图对本实用新型的实施例做进一步描述:
26.如图1至图10所示,本实用新型所述的槽道自动上料架,包括底架1,底架1的顶部固定有支撑架2,底架1的上方连接有至少两个横梁10,各横梁10的顶部均固定有倾斜设置的l型放料架11,支撑架2的上端设有一纵梁9,纵梁9的底部通过若干第一铰支座8 连接有摆动梁7,摆动梁7的一侧固定有第一耳板24,支撑架2上固定有第二耳板22,第一耳板24与第二耳板22之间铰接有第一摆动气缸23,摆动梁7上连接有至少一个抓料机构6;各横梁10的顶部之间还连接有导料机构33,导料机构33又包括固定在各横梁10 上的水平支架42和导料斜板44,各导料斜板44的下端均固定有第一挡块46与第二挡块 45,各导料斜板44的上
端之间转动连接有转轴62,转轴62上固定有与各导料斜板44一一对应的接料板43,各接料板43的另一端自然搭放在其对应的水平支架42上,转轴62 上还固定有连杆50,连杆50的另一端与横梁10之间铰接有导料气缸49,横梁10的侧壁上铰接有摆杆52,摆杆52的一端与底架1之间铰接有分料气缸51,摆杆52的另一端连接有推料装置48;支撑架2上通过第二铰支座36固定有气缸座38,气缸座38上固定有第三耳板37,支撑架2上还固定有与第三耳板37相对应的第四耳板34,第三耳板37与第四耳板34之间铰接有第二摆动气缸35,气缸座38的底部固定有升降气缸39,升降气缸39的挡板上固定有手指气缸40,手指气缸40的两手指上固定有两相对应的夹料爪41。
27.使用时,将成捆的槽道坯件47置放在l型放料架11上,第一摆动气缸23的活塞杆伸出,带动摆动梁7与抓料机构6偏转至与l型放料架11对应,然后抓料机构6抓起最上面的一排槽道坯件47,然后第一摆动气缸23的活塞杆收缩,带动摆动梁7与抓料机构6复位,从而将成排的槽道坯件47置放在接料板43上,然后导料气缸49的活塞杆伸出,通过连杆50带动转轴62转动,从而带动各接料板43向上翻转形成斜面,接料板43上的槽道坯件47即可沿斜面下滑至导料斜板44上的第一挡块46处,然后分料气缸51的活塞杆缩回,通过摆杆52带动推料装置48,将最下端的一个槽道坯件47推出,并通过第二挡块45 定位,从而完成一排槽道坯件47的一次分料,然后第二摆动气缸35的活塞杆伸出,带动气缸座38、升降气缸39与手指气缸40偏转至与第二挡块45对应,然后升降气缸39的活塞杆伸出,带动手指气缸40向下运动至合适位置,然后手指气缸40带动两夹料爪41将分出的槽道坯件47夹取,然后升降气缸39与第二摆动气缸35依次复位,然后手指气缸40 松开,即可将夹取的单根槽道坯件47置放在下一工序上。
28.优选实施例中:
29.上述的抓料机构6又包括与摆动梁7连接的安装座21,安装座21的底部固定有安装板20,安装板20上固定有两条第一直线导轨19,两第一直线导轨19上均滑动连接有第一滑块25,两第一滑块25之间固定有连接板18,连接板18上固定有口型支架15,口型支架15的底部固定有电磁铁14,口型支架15的内侧壁上固定有齿条17,摆动梁7的底部两端均通过连接臂4固定有轴承座3,两轴承座3内的两轴承之间安装有中心轴5,中心轴5 上安装有与齿条17一一对应的齿轮16,中心轴5联接有伺服电机32。
30.抓料时,摆动梁7偏转,从而通过安装板20与口型支架15带动电磁铁14偏转,使电磁铁14的下表面与槽道坯件47的上表面平行,然后伺服电机32动作,通过中心轴5带动齿轮16转动,在齿条17、第一直线导轨19和第一滑块25的作用下,驱动口型支架15与电磁铁14向下运动,从而吸住最上面一排槽道坯件47,然后伺服电机32反转,带动口型支架15与电磁铁14向上运动,将一排槽道坯件47带出,然后摆动梁7复位,带动口型支架15、电磁铁14与槽道坯件47偏转至下一工序。
31.上述的安装座21与摆动梁7之间滑动连接,可以根据需要调节抓料机构6的位置,以便适用不同长度的槽道坯件47。
32.上述的安装座21又包括位于摆动梁7底部的底板26,底板26的顶部四个角处均固定有支撑块28,各支撑块28上均置有压块29,各压块29与底板26之间均连接有螺栓27,底板26的顶部两侧均固定有连接架31,两连接架31上均安装有与摆动梁7相对应的滚轮 30,通过滚轮30在摆动梁7上转动,实现安装座21与摆动梁7之间的滑动,并通过底板 26、螺栓27
与压块29实现安装座21与摆动梁7之间的固定,结构简单,操作方便。
33.上述的抓料机构6的个数为两个,当槽道坯件较长时,通过两个抓料机构6,分别抓取槽道坯件47的两端,抓取效果更好。
34.上述的推料装置48又包括固定在导料斜板44上的固定座53,固定座53上固定有推料筒58,推料筒58内滑动连接有与摆杆52铰接的推杆57,推杆57的上端套有磁铁座59,磁铁座59上固定有磁铁块60,推料筒58上设有与磁铁座59相对应的条形滑槽55,推杆 57的下端设有限位台56,限位台56与磁铁座59之间安装有弹簧54,推杆57的上端连接有限位块61。使用时,推杆57向上运动,在弹簧54的作用下,推动磁铁座59与磁铁块 60向上运动,当运动至磁铁块60的上表面与最下端第二个槽道坯件47接触时,磁铁块60 吸住最下端第二个槽道坯件47,此时磁铁座59刚好运动至条形滑槽55的端部,因此磁铁座59不再运动,而推杆57继续向上运动,推杆57的顶部伸出推料筒58,并将最下端第一个槽道坯件47推出,被推出的槽道坯件47沿第一挡块46下滑至第二挡块45处,完成一排槽道坯件47的一次逐一分料,在磁铁块60的吸附作用下,最下端第二个槽道坯件47 不会出现侧翻现象;然后推杆57向下运动,带动限位块61向下运动至与磁铁座59贴合,然后继续向下运动,带动磁铁座59与磁铁块60向下运动,使磁铁块60与最下端第二个槽道坯件47分离,然后最下端第二个槽道坯件47即可向下滑动至第一挡块46处,以等待下一次分料。
35.上述的限位块61为螺母,推杆57上设有与其匹配的外螺纹,可调节磁铁块60上表面至导料斜板44的距离,以便达到更好的使用效果。
36.上述的各横梁10均是通过第二直线导轨13与第二滑块12的配合与底架1滑动连接,可根据需要调整各l型放料架11与接料板43的位置,以便适用不同长度的槽道坯件47。
37.本实用新型所述的槽道自动上料架,可将成捆的槽道坯件47逐排抓取,并逐一分离,无需工人手动上料,大大节省了人力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1