一种吊具Y向扶正装置的制作方法
一种吊具y向扶正装置
技术领域
1.本实用新型属于物流输送技术领域,涉及一种吊具y向扶正装置。
背景技术:
2.在汽车厂物流输送中,多平台车型共用吊具的使用提高了吊具对汽车侧围件等多种零部件的抓取和放置任务的兼容性,使得汽车厂的生产效率显著增加。但同时这种吊具对定位精度的要求较高,生产节拍较大,而传统定位手段主要依靠定位销进行定位,这种方法对高节拍、高精度定位任务的适应性较差,易造成定位销磨损严重,导致更换维修周期过短,大大增加了使用及维护成本,降低生产效率。因此为满足上述生产要求,并兼顾对旧产线的兼容性要求,有必要设计一种能够对吊具进行y向扶正的定位装置,以减少对定位销的损耗,延长设备的维护保养周期,提高生产效率。
技术实现要素:
3.本实用新型的目的就是提供一种吊具y向扶正装置,用于解决高节拍下,不同车型吊具平台间进行切换时定位不准确的问题。
4.本实用新型的目的可以通过以下技术方案来实现:
5.一种吊具y向扶正装置,包括至少2个并分别设于工位两侧的扶正机构,该扶正机构包括底座、设与底座安装的升降支腿、安装板、设于安装板上的摆杆、与摆杆传动连接的驱动气缸组件,以及设于摆杆端部的柔性扶正轮;
6.当吊具移动至设定工位时,所述的驱动气缸组件带动摆杆自工位两侧向吊具摆动,直至将吊具夹紧扶正。
7.进一步地,所述的驱动气缸组件包括设于安装板上的气缸基座,以及两端分别与气缸基座及摆杆相铰接的伸缩气缸。通过伸缩气缸的伸缩带动摆杆实现摆动,并满足高节拍的生产工况。
8.进一步地,所述的摆杆为向工位弯曲的折线杆。
9.进一步地,所述的摆杆端部设有u形架,该u形架上设有转动轴,所述的柔性扶正轮套设于转动轴上。
10.进一步地,所述的柔性扶正轮与转动轴之间还设有石墨铜套轴承。所述的石墨铜套轴承具有旋转稳定可靠、耐磨性强等优点,是保证重复定位精度的基础,并可避免后期频繁补加润滑油等零部件养护操作。
11.进一步地,所述的柔性扶正轮包括包胶轮。采用柔性包胶轮避免摆杆与吊具之间的硬接触,进而避免对吊具的损坏以及生产噪音的产生。
12.进一步地,所述的安装板上还设有摆动感应组件,该摆动感应组件包括t形支架,以及设于t形支架两端的前限位传感器与后限位传感器;所述的前限位传感器及后限位传感器分别与驱动气缸组件电连接,用于监测并限制摆杆的摆动角度。
13.进一步地,所述的前限位传感器与后限位传感器均包括红外线传感器。
14.进一步地,为保证支撑稳定性,所述的安装板设于底座上,并在该底座底部设有多个支脚。
15.进一步地,所述的支脚上设有升降脚座,该升降脚座包括由钢板升降螺杆焊接而成的升降底脚,以及设于升降底脚底部的升降基座。通过多个升降脚座调整安装板高度,以适应不同高度的吊具,进而保证扶正机构兼容性。
16.使用时,将扶正机构分别固定于工位两侧,并通过伸缩气缸拉动摆杆向两侧张开至后限位传感器处;待吊具进入工位后,所述的伸缩气缸推动摆杆向吊具靠拢,通过柔性扶正轮推动吊具并在吊具表面滚动,直至摆杆摆动至前限位传感器处,即完成吊具的y向扶正定位。
17.与现有技术相比,本实用新型具有以下特点:
18.1)扶正机构由气缸推动摆杆进行扶正工作,能够满足大节拍的生产需求,通过杠杆原理减少了气缸所需的推力,有利于减少了成本、提高生产效率;并且各个转动轴承均采用石墨铜套轴承,具有运行稳定性高、耐磨性强、重复定位性好等优点,同时对后期维护保养需求低,大大减少了维护成本;
19.2)扶正机构与吊具的接触点采用滚动的包胶轮,减少接触噪音,并避免扶正动作对吊具及运行轨迹的损坏与影响;
20.3)扶正机构可在高度及y向进行调节,并通过装置整体结构的刚性以保证扶正定位精度,使y向定位精度达到
±
0.5mm;
21.4)本实用新型结构简单小巧,整体重量较轻,拆装方便,兼容性高,寿命长,运行平稳可靠,安装调试简单快捷,底部悬空可以满足各种工况要求以及各种旧产线的空间布置,同时对吊具外形尺寸要求低,具有较强的兼容性。
附图说明
22.图1为扶正机构的主视图;
23.图2为扶正机构的俯视图;
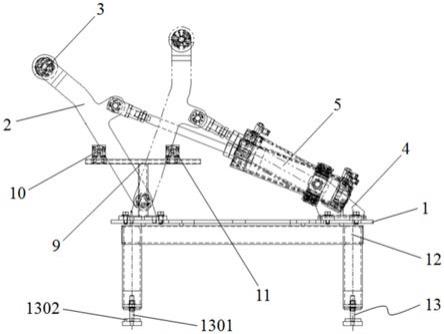
24.图3为工作过程中一种吊具y向扶正装置的结构示意图;
25.图中标记说明:
[0026]1‑
安装板、2
‑
摆杆、3
‑
柔性扶正轮、4
‑
气缸基座、5
‑
伸缩气缸、6
‑
u形架、7
‑ꢀ
转动轴、8
‑
定位销、9
‑
t形支架、10
‑
前限位传感器、11
‑
后限位传感器、12
‑
底座、 13
‑
升降脚座、1301
‑
升降螺杆、1302
‑
升降基座。
具体实施方式
[0027]
下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
[0028]
实施例:
[0029]
如图3所示的一种吊具y向扶正装置包括分别设于工位两侧的扶正机构。如图1及图2所示,该扶正机构包括底座、设与底座安装的升降支腿、安装板1、设于底座12上的安装板1、设于安装板1上的摆杆2、与摆杆2传动连接的驱动气缸组件,以及设于摆杆2端部的柔
性扶正轮3;其中驱动气缸组件包括设于安装板1 上的气缸基座4,以及两端分别与气缸基座4及摆杆2相铰接的伸缩气缸5。
[0030]
摆杆2为向工位弯曲的折线杆,并且摆杆2端部设有u形架6,该u形架6 上设有转动轴7,柔性扶正轮3套设于转动轴7上。柔性扶正轮3与转动轴7之间还设有石墨铜套轴承。石墨铜套轴承具有旋转稳定可靠、耐磨性强等优点,是保证重复定位精度的基础,并可避免后期频繁补加润滑油等零部件养护操作。
[0031]
此外,本实施例中的柔性扶正轮3选用聚氨酯包胶轮。通过柔性包胶轮,以避免摆杆2与吊具之间的硬接触,进而避免对吊具的损坏以及生产噪音的产生。
[0032]
安装板1y向上设有腰孔,可以在y向适当调节,同时,安装板1上还设有摆动感应组件,该摆动感应组件包括t形支架9,以及设于t形支架9两端的前限位传感器10与后限位传感器11;前限位传感器10及后限位传感器11分别与驱动气缸组件电连接,用于监测并限制摆杆2的摆动角度。其中前限位传感器10与后限位传感器11均包括红外线传感器。
[0033]
为保证支撑稳定性,底座12的底部四角处均设有支脚,并且每个支脚底部还设有升降脚座13,通过升降脚座13调整安装板1高度,以适应不同高度的吊具,进而保证扶正机构兼容性。具体地,该升降脚座13包括由钢板升降螺杆焊接而成的升降底脚1301,以及设于升降底脚1301底部的升降基座1302,升降基座1302 用于与地板或操作平台固定连接的支脚基座。
[0034]
使用时,将扶正机构分别固定于工位两侧,并通过伸缩气缸5拉动摆杆2向两侧张开至后限位传感器11处;待多平台车型共用吊具进入工位后,伸缩气缸5推动摆杆2向吊具靠拢,通过柔性扶正轮3推动吊具并在吊具表面滚动,直至摆杆2 摆动至前限位传感器10处,即完成吊具的y向扶正定位。随后底部定位销8插入吊具定位销孔,定位精度可达
±
0.5mm。
[0035]
在传统的吊具切换过程中,定位过程仅依赖于定位销8的定位作用,该方法对吊具的安装及加工要求过高,操作难度较大,使得定位销8磨损严重,更换周期小,同时定位噪音较大。通过在定位销8插入前增设扶正过程,有效减小吊具安装要求,同时定位销8的磨损情况也得到大幅改善,使用寿命增加,维护成本降低,并使由撞击摩擦而产生的噪音问题也得到解决。
[0036]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1