一种新型真空吸具的制作方法
1.本实用新型属于真空吸具领域,具体涉及一种新型真空吸具。
背景技术:
2.传统的吸具大多用于瓦楞纸包装箱的码垛、拆垛或大型物品的搬运或小型迷你工件的搬运;而这些吸具在用于吸取轻质、疏松多孔、吸取面高度差较大的工件时,例如多孔的钣金件、金属冲孔薄板、pcb板、塑料孔板等,往往存在以下缺点:1、现有大型吸具多适用于大型物品的吸取,用于吸取小体积的工件时造成资源浪费;而小型吸具吸附性能不足,无法实现该类工件的吸取;2、现有吸具在吸取轻质多孔的工件时易出现空气泄漏量大于真空流量,从而导致现有吸具对多孔的,吸取面高低变化过大的工件抓取效果较差。现有技术中的吸具为了解决真空泄漏的问题,通过设置止回阀,当单个吸盘组件未与工件接触时,止回阀可隔断单个吸盘组件的气流,保持现有的真空吸具具有一定的真空度,解决真空度泄漏的问题,而由于止回阀的设置,吸具中的吸盘组件无法密集布置,当工件的孔洞较多时,多个吸盘组件均关闭,仅靠吸具上剩余的若干个吸盘组件吸附工件,其吸附力不足,由此仍然很难实现多孔工件的有效抓取。
技术实现要素:
3.本实用新型为了解决背景技术中所提出的技术问题,提供了一种新型真空吸具。
4.本实用新型的技术方案为:
5.一种新型真空吸具,包括:壳体,其内部形成空腔;多个吸盘组件;其包括节流接头和吸头,多个所述节流接头的一端安装于所述壳体底部并与所述空腔连通,另一端与所述吸头连接;所述节流接头的内孔孔径小于1mm;真空发生装置,设置于所述壳体内或外接于所述壳体外,并与所述空腔连通;所述真空发生装置吸收所述空腔内的空气形成真空状态,所述空腔内外产生压力差,外界空气受压后通过所述吸盘组件进入空腔,气流流动使所述吸盘组件产生吸力。
6.进一步优选的,所述真空发生装置设置于所述壳体内,所述真空发生装置包括至少一根真空发管,所述真空发生管两端贯穿所述壳体,并与所述空腔连通。
7.进一步优选的,所述真空发生管一端设有供气管道,另一端设有排气口。
8.进一步优选的,所述壳体上设置保护盖,所述排气口隐藏设置于所述保护盖下。
9.进一步优选的,设置多根所述真空发生管,多根所述真空发生管相对于所述壳体的底部平行排布于所述壳体内,多根所述真空发生管之间相互平行设置。
10.进一步优选的,多个所述吸盘组件沿所述壳体底部的一圈边缘密集设置,所述壳体底部的中部位置处的多个所述吸盘组件稀疏设置。
11.进一步优选的,所述壳体底部未设置有所述吸盘组件的位置处开设有用于减轻所述壳体重量的凹槽。
12.进一步优选的,所述节流接头通过密封板紧密嵌设于所述壳体底部;所述壳体上
还开设有用于检测壳体内部真空度的检测口。
13.进一步优选的,所述壳体上开设有通气孔,所述真空发生装置通过所述通气孔外接于所述壳体外并与所述空腔连通。
14.进一步优选的,多个所述吸盘组件呈矩阵排布,相邻列之间的所述吸盘组件错位设置。
15.本实用新型提供了一种新型真空吸具,使其与现有技术相比具有以下的优点和积极效果:
16.本实用新型提供的一种新型真空吸具,其节流接头的内孔径小于1mm,节流接头的内孔径极小,使得单位时间内进入真空腔的空气比真空腔内进入真空管的空气少,真空泄漏量极小,从而吸头在未接触到工件表面时,仍具有真空吸力产生,从而真空吸具在吸取多孔的吸取面高度差异大的工件时,即使部分吸盘组件悬空未与工件直接接触,仍具有真空吸力;且由于未设置止回阀,新型真空吸具中的吸盘组件可密集设置,增大对镂空工件的有效吸附面积,增大吸附力;综上所述该新型真空吸具在吸取多孔的吸取面高度差异大的工件时吸附效果远远优于现有的真空吸具。
17.其次,本实用新型提供的新型真空吸具专门针对于小型工件而设计,结构体积更小,壳体空腔形成真空腔的时间更短,响应速度更快;且吸具结构更简单,从而减少资源浪费,降低结构成本。
附图说明
18.结合附图,通过下文的述详细说明,可更清楚地理解本实用新型的上述及其他特征和优点,其中:
19.图1为本实用新型实施例1中的新型真空吸具的结构示意图;
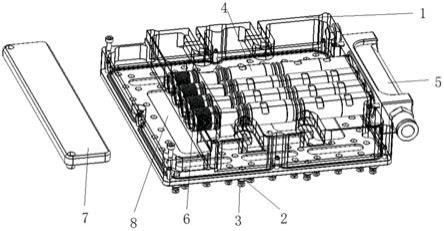
20.图2为本实用新型实施例1中的新型真空吸具的结构分解图;
21.图3为本实用新型实施例1中的新型真空吸具底部的吸盘组件的排布示意图;
22.图4为本实用新型中的吸盘组件的剖视图;
23.图5为本实用新型实施例2中的新型真空吸具的结构示意图;
24.图6为本实用新型实施例2中的新型真空吸具的结构爆炸图。
25.符号说明:
[0026]1‑
壳体;2
‑
节流接头;201
‑
内孔;3
‑
吸头;4
‑
真空发生管;5
‑
供气管道;6
‑
排气口;7
‑
保护盖;8
‑
凹槽;9
‑
通气孔;10
‑
密封板;11
‑
检测口。
具体实施方式
[0027]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对照附图说明本实用新型的具体实施方式。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
[0028]
为使图面简洁,各图中只示意性地表示出了与本实用新型相关的部分,它们并不代表其作为产品的实际结构。另外,以使图面简洁便于理解,在有些图中具有相同结构或功能的部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。在本文中,“一个”不仅
表示“仅此一个”,也可以表示“多于一个”的情形。
[0029]
参照图1
‑
4,本实施例提供了一种新型真空吸具,包括:壳体1,其内部形成空腔;多个吸盘组件;其包括节流接头2和吸头3,多个节流接头2的一端安装于壳体1底部并与空腔连通,另一端与吸头3连接;节流接头2的内孔201的孔径小于1mm;真空发生装置,设置于壳体1内或外接于壳体1外,并与空腔连通;
[0030]
真空发生装置吸收空腔内的空气使得壳体1内部形成真空状态,从而空腔内外产生压力差,外界空气受压后通过吸盘组件进入空腔,气流流动使吸盘组件产生吸力。
[0031]
本实用新型通过节流接头的设置,使得单位时间内进入真空腔的空气比真空腔内进入真空管的空气少,减少真空吸具的真空泄漏量,确保吸具在吸附镂空多孔的吸取面高度差异大的工件时即使部分吸盘组件悬空未与工件直接接触,吸具仍具有足够的真空度以及足够的真空吸力,吸附效果优良。本实用新型提供的新型真空吸具专门针对于小型工件而设计,结构体积更小,壳体空腔形成真空腔的时间更短,响应速度更快;且吸具结构更简单,从而减少资源浪费,降低结构成本。
[0032]
在本实施例当中,参照图1、2,真空发生装置设置于壳体1内,真空发生装置包括至少一根真空发管4,真空发生管4两端贯穿壳体1,并与空腔连通。在本实施例中,真空发生装置为基于文丘里喷管原理所设计开发的真空发生管,真空发生管与壳体空腔连通,压缩空气经过真空发生管时产生卷流效果,带动空腔内的空气进入真空发生管内,从而空腔内形成真空,由于气压的作用,外界空气通过吸头和节流接头进入空腔内,形成吸附力,吸具靠近工件可实现对工件的吸取。
[0033]
进一步的,真空发生管4一端设有供气管道5,另一端设有排气口6。外部管道与供气管道5连接,压缩空气经过外部管道、供气管道5输入真空发生管4后,再从排气口6排出。
[0034]
进一步的,在本实施例中,参阅图1、2,壳体1上设置保护盖7,排气口6隐藏设置于保护盖7下,增加吸具的美观性。当然在其他实施例中,排气口设置的位置不局限于以上所述,可根据实际需求做相应的改进。
[0035]
在本实施例中,参阅图2,设置多根真空发生管4,多根真空发生管4相对于壳体的底部平行排布于壳体1内,多根真空发生管4之间相互平行设置,如此排布,使得真空发生管均匀吸收壳体内的空气,确保壳体底部的单个吸盘单元吸附力均匀,吸附效果更佳;同时如此排布有利于减少真空发生管的占地空间,从而减小真空吸具的体积,同时便于加工制造,降低成本。当然在其他实施例中,真空发生管排布的方式不局限于以上所述。
[0036]
在本实施例中,参阅图3,多个吸盘组件沿壳体1底部的一圈边缘密集设置,壳体1底部的中部位置处的多个吸盘组件稀疏设置。吸具在吸取工件时,例如吸取多孔的钣金件、金属冲孔薄板、pcb板、塑料孔板等工件时,对工件边缘四周的吸附力较大,确保同时吸取工件边缘一圈,对工件的吸附力较为均匀,防止工件受力不均弯折或损坏;且吸盘组件密集设置,增大对工件的吸附力,防止出现工件吸附不稳而掉落。通常工件边缘一圈未镂空,而工件中部镂空多孔,壳体底部的中部位置处的多个吸盘组件稀疏设置,在吸取多孔的镂空的工件时,防止吸盘组件密集设置导致吸附力过大而产生叠片的问题,防止一次吸附多个工件。当然在其他实施例中,壳体底部吸盘组件的排布和设置的密度不局限于以上所述,例如也可根据工件的镂空情况调节。
[0037]
进一步的,参阅图2、3,在本实施例中,壳体1底部未设置有吸盘组件的位置处开设
有用于减轻壳体重量的凹槽8,降低真空吸具的自重,安装搬运吸具时更加轻便。
[0038]
在本实施例中,参阅图3,节流接头2通过密封板10紧密嵌设于壳体底部,提高节流接头安装的密封性,防止节流接头与壳体底部产生缝隙,防止产生额外的真空泄漏。
[0039]
在本实施例中,参阅图1,壳体上还开设有用于检测壳体内部真空度的检测口11。
[0040]
实施例2
[0041]
本实施例是在实施例1的基础上做的改进,本实施例相对于实施例1的区别在于:
[0042]
参阅图4
‑
6,壳体1上开设有通气孔9,真空发生装置通过通气孔9外接于壳体1外并与空腔连通,在本实施例中,其中真空发生装置为风机,风机吸取壳体空腔内的空气以形成真空,通过外接真空发生装置,可根据工件的不同调整外界的真空发生装置的类型或功率,调节吸具的吸附力,更好的保障对对应工件的吸附效果。进一步的,真空发生装置可以为风机,也可以为其他的真空发生器,来源众多,真空吸具的应用更加便捷,无需配备专门的真空发生装置。
[0043]
进一步的,在本实施例中,考虑安装接线和应用的方便性,通气孔9设置于壳体顶部,当然在其他实施例中,通气孔设置的位置不局限于以上所述。
[0044]
在本实施例中,参阅图4,多个吸盘组件呈矩阵排布,相邻列之间的吸盘组件错位设置。尤其是对孔洞特别密集且工件表面凹凸不平的工件,多个吸盘组件呈矩阵密集排布,增大对工件的吸附力;在吸盘组件密集设置时,在吸取表面的高度差过大的工件时,部分吸盘组件与工件表面较远,有可能导致这部分吸盘组件无法对工件产生吸附力,而在本实施例中,由于是外接真空发生装置,可选择适宜强度的真空发生装置或调节抽真空的功率至合适的强度,确保吸具具有足够的真空度,从而设置密集的吸盘组件时,也无需担心因工件表面的高度差过大而导致真空泄漏过大、吸附力不足的问题。
[0045]
进一步的,在本实施例中,相邻列之间的吸盘组件错位设置,从而有利于使吸具的吸力分布均匀,对多孔物品的效果更优。
[0046]
在本实施例中,其他结构及其连接关系均与实施例1相同,此处不再赘述。
[0047]
上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于上述实施方式。即使对本发明作出各种变化,倘若这些变化属于本发明权利要求及其等同技术的范围之内,则仍落入在本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1