一种杯子整理装置的制作方法
1.本实用新型涉及杯子整理领域,具体涉及一种杯子整理装置。
背景技术:
2.在一些用餐设备或杯装奶茶/咖啡加工设备等瓶罐加工设备,都需要把杯子一个个整理好,然后输送到生产线的输送带进行一个一个的罐装、压盖等步骤,实现自动化流水线罐装产品生产工艺。
3.现使用的杯子,如汤杯,有以下特性:杯口大、杯底小。因此杯子,特别是具有上述属性的杯子,在进入理杯机后存在几个杯子套在一起的问题。
技术实现要素:
4.本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种杯子整理装置,解决进入理杯机后存在几个杯子套在一起的问题。
5.本实用新型解决其技术问题所采用的技术方案是:提供一种杯子整理装置,包括:
6.桶体,包括中空腔体和与中空腔体连通的出料口;
7.运输机构,包括环绕中空腔体边缘设置且用于放置杯子的多个容纳槽,所述容纳槽沿着运输方向将被子运输至出料口;
8.拨开机构,设置在运输机构的运输路径上,所述拨开机构包括可绕着轴心旋转的转动翼,且所述转动翼的长度略小于轴心到放置在容纳槽中时的杯子边缘的间距,以旋转拨开堆叠的杯子;
9.限高机构,设置在出料口处,所述限高机构的最高限位高度略高于放置在容纳槽中时的杯子的高度,以阻挡堆叠的杯子。
10.其中,较佳方案是:所述桶体上设置有第一缺口,所述转动翼的端部可旋转穿过第一缺口伸入中空腔体中,所述拨开机构还包括驱动转动翼旋转的驱动电机。
11.其中,较佳方案是:所述驱动电机的转动端上设置有多个转动翼,多个所述转动翼配合设置形成车轮状。
12.其中,较佳方案是:所述转动翼为硬胶材质。
13.其中,较佳方案是:所述运输机构包括设置在中空腔体底部可旋转的转盘,所述容纳槽设置在转盘边缘处且靠近中空腔体内侧面,在中空腔体中的所述杯子在转盘转动过程中滑向转盘边缘,并放置入容纳槽中。
14.其中,较佳方案是:所述运输机构还包括设置在转盘上的锥形罩和吹气机,所述锥形罩的锥顶朝上,所述吹气机朝向容纳槽设置并吹风,使杯子转向并顺利放置入容纳槽中。
15.其中,较佳方案是:所述转盘为逆时针转动,所述吹气机为逆时针吹风。
16.其中,较佳方案是:所述容纳槽为开口大底部小的结构,所述杯子的结构与容纳槽的结构相适应。
17.其中,较佳方案是:所述杯子整理装置还包括送杯机构,所述送杯机构包括抬升输
送带,并将杯子运输至桶体内。
18.其中,较佳方案是:所述杯子整理装置还包括过载停止模块和报警模块,所述过载停止模块在检索到运输机构停止运输后产生报警信号,所述报警模块根据报警信号进行报警。
19.本实用新型的有益效果在于,与现有技术相比,本实用新型通过转动翼旋转拨开堆叠的杯子,限高机构阻挡堆叠的杯子,解决杯子叠加的问题,便于后续工艺的加工,可以一个一个杯子整理好为后续生产加工做好准备,实现自动化生产加工,自动理杯子,巧妙将进来无序状态的杯子整理成杯口朝上的状态,且结构简单成本低,提供一种不会叠合杯子和工作稳定的自动理杯子设备。
附图说明
20.下面将结合附图及实施例对本实用新型作进一步说明,附图中:
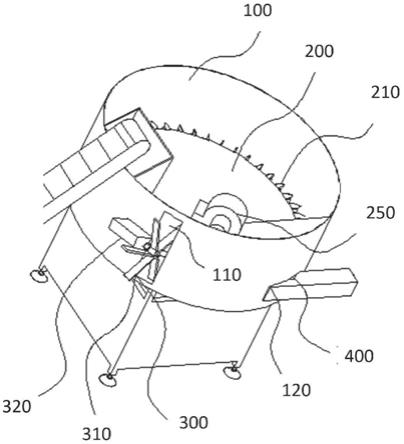
21.图1是本实用新型杯子整理装置的结构示意图;
22.图2是本实用新型杯子整理装置的侧面结构示意图;
23.图3是本实用新型拨开机构与一个杯子位置关系的结构示意图;
24.图4是本实用新型拨开机构与多个杯子位置关系的结构示意图;
25.图5是本实用新型运输机构的俯视结构示意图;
26.图6是本实用新型运输机构的侧视结构示意图;
27.图7是本实用新型基于送杯机构的杯子整理装置的结构示意图;
28.图8是本实用新型过载停止模块和报警模块的结构示意图。
具体实施方式
29.现结合附图,对本实用新型的较佳实施例作详细说明。
30.如图1至图4所示,本实用新型提供一种杯子整理装置的优选实施例。
31.一种杯子整理装置,包括桶体100、运输机构200、拨开机构300和限高机构400,所述桶体100包括中空腔体和与中空腔体连通的出料口120,所述运输机构200包括环绕中空腔体边缘设置且用于放置杯子10的多个容纳槽 210,所述容纳槽210沿着运输方向将被子运输至出料口120,所述拨开机构300设置在运输机构200的运输路径上,所述拨开机构300包括可绕着轴心301 旋转的转动翼310,且所述转动翼310的长度略小于轴心301到放置在容纳槽 210中时的杯子10边缘的间距,以旋转拨开堆叠的杯子10,所述限高机构400 设置在出料口120处,所述限高机构400的最高限位高度略高于放置在容纳槽 210中时的杯子10的高度,以阻挡堆叠的杯子10。
32.具体地,多个杯子10直接放入桶体100的中空腔体中,并分别置入对应的容纳槽210中,随着容纳槽210沿着中空腔体边缘的运输路径运输,一个接一个运输至出料口120中,通过出料口120到下一加工工序或通过运输模块运输至下一加工工序。但是,由于存在两个以上的杯子10可能堆叠置入一个容纳槽210中的情况,在运输路径上设置两个防堆叠结构,通过拨开机构300 控制转动翼310靠近容纳槽210处进行垂直方向的旋转,且所述转动翼310 的长度略小于轴心301到放置在容纳槽210中时的杯子10边缘的间距,当只有一个杯子10置入容纳槽210中时,转动翼310在旋转时其端部并不能触碰到杯子10,杯子10可随
着容纳槽210顺利运输,当有两个以上的杯子10堆叠置入一个容纳槽210中时,转动翼310在旋转时其端部会触碰到堆叠在第一个杯子10上的杯子10,并将触碰的杯子10拨开以拨离容纳槽210,使容纳槽 210至带着一个杯子10顺利运输;另一防堆叠结构是在出料口120处设置限高机构400,且所述限高机构400的最高限位高度略高于放置在容纳槽210中时的杯子10的高度,当只有一个杯子10置入容纳槽210中时,限高机构400 并不能触碰到杯子10,杯子10顺利进入出料口120并输出,当有两个以上的杯子10堆叠置入一个容纳槽210中时,且未被转动翼310拨开,限高机构400 会触碰到堆叠在第一个杯子10上的杯子10,并将触碰的杯子10拨开以拨离容纳槽210。从而解决杯子10叠加的问题,便于后续工艺的加工,可以一个一个杯子10整理好为后续生产加工做好准备,实现自动化生产加工,自动理杯子10,巧妙将进来无序状态的杯子10整理成杯口朝上的状态,且结构简单成本低,提供一种不会叠合杯子10和工作稳定的自动理杯子10设备。
33.其中,堆叠设置的杯子10是上下堆叠设置,也可以是杯子10在不同角度中卡在以杯子10上。当然,若杯子10并非正确置入容纳槽210时,也会被转动翼310接触拨开和限高机构400限位阻碍。
34.在本实施例中,并参考图3和图4,所述转动翼310的长度为l1,轴心 301到放置在容纳槽210中时的杯子10边缘的间距为l2(即轴心301边缘至杯子10边缘的间距),若容纳槽210防止有堆叠的两个杯子10,轴心301到上面杯子10边缘的间距为l3,l1小于l2且大于l3。所述限高机构400的最高限位高度为h1,放置在容纳槽210中时的杯子10的高度为h2,若容纳槽 210防止有堆叠的两个杯子10,放置在容纳槽210中时的上面杯子10的高度为h3,h1高于h2且低于h3。
35.如图1和图2所示,本发明提供基于拨开机构的杯子整理装置的较佳实施例。
36.所述桶体100上设置有第一缺口110,所述转动翼310的端部可旋转穿过第一缺口110伸入中空腔体中,所述拨开机构300还包括驱动转动翼310旋转的驱动电机。通过设置的第一缺口110,使转动翼310可以直接设置在容纳槽 210的上方,此时,转动翼310的转动过程的最低点高于一个杯子10置入容纳槽210中时的最高点,且低于两个杯子10置入容纳槽210中时的最高点,以便于直接拨开堆叠设置的杯子10。以及,驱动电机与设置在桶体100外侧面,通过转动轴转动翼310连接,以带动转动翼310在第一缺口110处转动,便于拨开机构300的安装,同时不需改变桶体100结构,只需增加一个开口。
37.在本实施例中,所述驱动电机的转动端上设置有多个转动翼310,多个所述转动翼310配合设置形成车轮状,配合容纳槽210的运输速度,使每个转动翼310均能对每个容纳槽210进行拨开,拨开堆叠的杯子10。优选地,转动翼310均匀设置在驱动电机的转动端上,优选为六个,所述车轮状表示多个转动翼310在垂直方向上以转动端呈中心对称设置,形成无外框车轮状结构。
38.优选地,所述转动翼310为硬胶材质。
39.如图1、5和图6所示,本发明提供运输机构的较佳实施例。
40.所述运输机构200包括设置在中空腔体底部可旋转的转盘220,所述容纳槽210设置在转盘220边缘处且靠近中空腔体内侧面,在中空腔体中的所述杯子10在转盘220转动过程中滑向转盘220边缘,并放置入容纳槽210中。
41.具体地,转盘220在中空腔体底部旋转设置,带动多个均匀设置在边缘处的容纳槽
210转动,即容纳槽210的运输路径为围绕转盘220边缘轮廓设置。转盘220在转动过程中,其上的杯子10由于离心力滑落到边缘处,并置入对应的一个容纳槽210中。进一步地,转盘220边缘设置有多个均匀设置的凸起 230,两个凸起230与转盘220边缘构成一个容纳槽210,且在桶体100上设置有第二缺口,作为出料口120,当置入容纳槽210中的一个杯子10经过第二缺口时,由于离心力作用下抛向第二缺口,从出料口120处输出。
42.在本实施例中,所述运输机构200还包括设置在转盘220上的锥形罩240 和吹气机250,所述锥形罩240的锥顶朝上,所述吹气机250朝向容纳槽210 设置并吹风,使杯子10转向并顺利放置入容纳槽210中。一方面,锥形罩240 设置在转盘220上方,且优选设置在转盘220中间,锥形罩240的边缘靠近容纳槽210,使杯子10更好顺着斜下方向滑向容纳槽210;另一方面,通过吹气机250吹向容纳槽210,使杯子10的开口朝上设置,便于杯子10更好置入容纳槽210中。优选地,吹气机250设置在锥形罩240的偏锥顶位置。
43.进一步地,所述转盘220为逆时针转动,所述吹气机250为逆时针吹风。由于转盘220为逆时针转动,第一缺口110设置在第二缺口的顺时针方向的前面,先进行拨开,再进入出料口120,以及,吹气机250为逆时针方向吹风,由于转盘220为逆时针转动,杯子10容易在底部与容纳槽210碰撞下朝向顺时针方向,使吹气机250吹出的风直接吹向杯子10的开口,使杯子10变向从而更好置入容纳槽210中。
44.进一步地,所述容纳槽210为开口大底部小的结构,所述杯子10的结构与容纳槽210的结构相适应,使杯子10更好置入容纳槽210中,同时使杯子 10开口必然朝上。
45.如图7所示,本发明提供送杯机构的较佳实施例。
46.所述杯子整理装置还包括送杯机构500,所述送杯机构500包括抬升输送带510,并将杯子10运输至桶体100内。
47.具体地,还包括存储杯子10的储存箱520,送杯机构500的抬升输送带 510一端插入储存箱520中,一端设置在桶体100中空腔体的上方,将储存箱 520内的杯子10运输至桶体100内,并落入转盘220中,在转盘220的旋转带动下,滑动到边缘的容纳槽210中,实现自动化传输及杯子10整理。
48.如图8所示,本发明提供过载停止模块和报警模块的较佳实施例。
49.所述杯子整理装置还包括过载停止模块610和报警模块620,所述过载停止模块610在检索到运输机构200停止运输后产生报警信号,所述报警模块 620根据报警信号进行报警。
50.首先,过载停止模块610不断检测转盘220的转动状态,当检测到转盘 220异常时,即由于杯子10被限高机构400卡住时导致转盘220停止旋转,产生报警信号。以及,应还可设置一主控模块630,用于信号处理和传输,即根据报警信号控制报警模块620报警操作。以及,过载停止模块610可包括感应转盘220异常的传感器,如转动传感器、光电传感器或红外传感器,以获取转盘220的运动状态。
51.优选地,报警模块620可以为声音报警模块620,也可以为灯光报警模块 620,也可以为远程上报模块。
52.以上所述者,仅为本实用新型最佳实施例而已,并非用于限制本实用新型的范围,凡依本实用新型申请专利范围所作的等效变化或修饰,皆为本实用新型所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1