一种自动理瓶装袋机的制作方法
1.本发明涉及包装机械技术领域,特别是指一种自动理瓶装袋机。
背景技术:
2.目前产品经分装、轧盖贴标后用周转盘散装收集,收集过程中存在以下问题:1、在收集过程中瓶子凌乱掉入周转盘中不便于搬运和整理,瓶子相互撞击容易破碎,造成产品浪费及存在碎瓶伤人的安全风险。2、在收集过程中没有计数装置,对产品数量上把控不到位,存在整批次实际数量与计划数量不符。3、转运至自动装盒机装盒包装时,需多名人工进行手工上料,费时费力加大劳动强度。
3.因此,亟需一种自动理瓶装袋机,可以对装有产品的瓶子自动进行整理、计数以及封装,以便于对产品批次进行管理,节省人工,防止瓶子撞击破碎发生危险。
技术实现要素:
4.有鉴于此,本发明的主要目的在于提供一种自动理瓶装袋机,以能实现对瓶子的自动整理装袋。
5.本发明提供的自动理瓶装袋机,包括:输送机构,具有输送带,用于输送瓶子;理瓶机构,具有推瓶板,可将输送机构输送的瓶子推到袋子内;封口机构,具有相对设置的上热封器及下热封器,可对袋子的开口端进行热封处理。
6.采用如上结构,通过输送机构可以实现瓶子的自动输送,理瓶机构可以将输送机构上的瓶子通过推瓶板推到袋子内,然后通过封口机构的上热封器及下热封器对袋子的开口端进行热封处理。从而实现对瓶子的自动整理装袋,节省了人工。
7.本发明优选,所述输送机构还包括沿输送带两侧设置的第一护栏;伸到输送带上方的星型轮,星型轮的外周面均匀设置有多个齿牙,朝向输送带的相邻两齿牙与相对侧的第一护栏之间形成有容纳单个瓶子的空间。
8.采用如上结构,星型轮的相邻两齿牙可以与第一护栏形成容纳单个瓶子的空间,以此星型轮转动可以将瓶子整理到同一直线上,并且使相邻两瓶子的间距保持一致。从而使推瓶板推动瓶子时更加稳定。
9.本发明优选,所述理瓶机构还包括平行设置的丝杠及第一滑竿;与丝杠螺纹连接,与第一滑竿滑动连接的滑座;驱动丝杠旋转的电机;所述推瓶板固定设置在所述滑座上。
10.采用如上结构,通过电机驱动丝杠转动,可以驱动滑座沿滑竿移动,从而驱动推瓶板沿滑竿移动。从而通过推瓶板将输送带上的瓶子推到袋子内。
11.本发明优选,所述理瓶机构还包括沿所述输送带一侧设置的可上下移动的升降板;所述推瓶板设置在输送带上部与升降板相对位置。
12.采用如上结构,通过可以升降的升降板可以维持推瓶板区域输送带上的瓶子的稳定性,同时又不会影响推瓶板进行推瓶作业。
13.本发明优选,所述理瓶机构还包括设置在推瓶板相对一侧的理瓶台,理瓶台的上
表面与输送带上表面平齐;理瓶台上表面与推瓶板相对区域的两侧沿推瓶板运动方向设置有第二护栏。
14.采用如上结构,推瓶板可以将输送带上的瓶子先推送到理瓶台上,然后再一同推送到袋子内,从而使袋子可以盛装更多的瓶子,提高了生产效率。
15.本发明优选,输送带上部位于推瓶板朝向输送方向一端还设置有阻拦板。
16.采用如上结构,可以防止输送带上的瓶子超出推瓶板可以推送的区域,减少了推瓶的失误几率。
17.本发明优选,所述封口机构还包括驱动所述上热封器及下热封器相向运动的气缸。
18.采用如上结构,提供了封口机构进行封口作业的优选方式,提高了工作效率。
19.本发明优选,所述上热封器包括水平设置的上热封滑块,与所述气缸固定连接;水平设置在上热封滑块下部的上发热条;上发热条顶部垂直设置有与上热封滑块滑动连接的滑竿;上发热条与上热封滑块之间的滑竿上套设有弹簧。
20.采用如上结构,通过设置弹簧可以减小上热封器与下热封器碰撞时的冲击力,降低了设备的故障率。同时还可以在进行热封作业时,通过弹簧提供一定的压力,以使热封更加牢固。
21.本发明优选,还包括撑袋机构,具有与推瓶板相对设置的可上下移动的托盘;托盘上部位置固定设置有撑袋杆。
22.采用如上结构,托盘上升后可便于将袋子套设在托盘及撑袋杆上,托盘下降后可将袋子撑开,并使袋子与托盘、撑袋杆之间产生一定的张力,从而实现袋子的固定,以便于推瓶板将瓶子推入袋中。
23.本发明优选,所述封口机构还包括设置在托盘与推瓶板相对一侧的封口台;封口台的上部水平设置有可上下移动的压瓶板。
24.采用如上结构,将瓶子推入袋子中后,可以通过压瓶板压出袋子中多余的空气,以减少瓶子在袋中的活动空间,减少瓶子碰撞破碎的风险。同时对瓶子进行固定,以保证对袋子端口进行热封处理时不会造成瓶子的倾倒。
附图说明
25.图1为本技术自动理瓶装袋机省略部分结构的顶部视图;
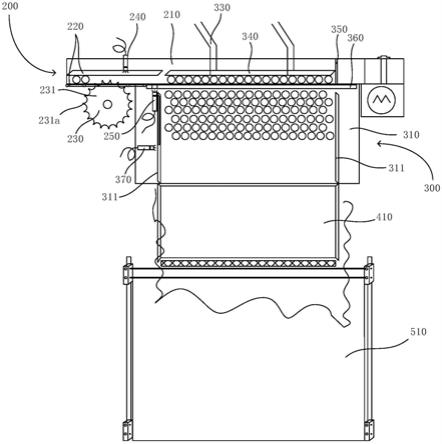
26.图2为本技术自动理瓶装袋机省略部分结构的轴侧视图;
27.图3为星型轮与第一护栏位置关系图。
28.附图标记说明
29.支架100;输送机构200;输送带210;第一护栏220;星型轮230;齿盘231;齿牙231a;连接盘232;计数探头240;第一报警探头250;理瓶机构300;理瓶台310;第二护栏311;滑座320;推瓶臂330;推瓶板340;阻拦板350;升降板360;第二报警探头370;撑袋机构400;托盘410;撑袋杆420;封口机构500;封口台510;第三滑竿520;下热封器530;上热封器540;上热封滑块541;上发热条542;第四滑竿543;弹簧544;第三气缸550;第四气缸560;压瓶板570;第五滑竿580;第五气缸590。
具体实施方式
30.下面,结合视图,对本技术的自动理瓶装袋机的具体结构进行详细的描述。
31.图1为本技术自动理瓶装袋机省略部分结构的顶部视图;图2为本技术自动理瓶装袋机省略部分结构的轴侧视图。如图1所示,理瓶装袋机包括:呈框架状的支架100;以及设置在支架100一侧的输送机构200,用于输送瓶子;设置在支架100上的理瓶机构300,用于对输送机构200输送的瓶子进行整理,并将整理后的瓶子推入袋子中;设置在支架100上的撑袋机构400,用于将袋子撑开固定;设置在支架100上的封口机构500,用于对装入瓶子后的袋子进行封口。
32.输送机构200包括:水平设置的输送带210,输送带210在电机的驱动下可以水平输送瓶子。输送带210上表面沿输送带210两侧设置有第一护栏220,第一护栏220间距与单个瓶子的直径相适配。输送带210的末端的右侧(采用第一人称视角,以输送带210的输送方向为前方)位置设置有上述理瓶机构300,输送带210的右侧处于理瓶机构300后侧位置设置有星型轮230。图3为星型轮230与第一护栏220位置关系图。如图3所示,星型轮230由同轴设置的两齿盘231及齿盘231间的连接盘232构成,两齿盘231外边缘位置相对设置有多个齿牙231a,连接盘232的直径小于齿盘231的直径,使两齿盘231之间形成一定的空间。星型轮230的边缘位置伸入到输送带210的上部靠近左侧第一护栏220的位置,右侧的第一护栏220由两齿盘231之间的空间穿过。两齿牙231a之间形成有与瓶子外周面相适配的空间,以使输送带210上的瓶子到达星型轮230位置时,可以进入两齿牙231a之间,且齿牙231a之间与第一护栏220之间只允许一个瓶子通过。星型轮230转动,可以对输送带210上的瓶子进行整理,使输送带210上的瓶子处于同一直线上,并使两瓶子之间的间距保持一致。星型轮230的前侧位置设置有朝向输送带210上瓶子的计数探头240以及第一报警探头250,计数探头240可以检测通过星型轮230的瓶子的数量,第一报警探头250可以检测输送带210上的瓶子是否倾倒。
33.理瓶机构300位于输送带210的末端位置,输送带210与理瓶机构300相对位置的两侧未设置第一护栏220。理瓶机构300包括:设置在输送带210右侧的理瓶台310,理瓶台310的上部水平平行设置有两跟呈圆柱形的第一滑竿(未图示),第一滑竿沿左右方向设置,两第一滑竿之间平行设置有丝杠(未图示),丝杠的外周面设置有螺纹。穿设在第一滑竿及丝杠上的滑座320,滑座320与第一滑竿滑动连接,与丝杠螺纹连接。丝杠的左端设置有电机(未图示),电机可驱动丝杠正/逆旋转,以使滑座320沿第一滑竿左右滑动。滑座320底部竖直向下伸出有推瓶臂330,推瓶臂330的底部设置有推瓶板340。推瓶板340沿前后方向设置在输送带210的上方,推瓶板340与左侧第一护栏220相对应,后端与左侧第一护栏220相接。推瓶板340的前端位置还设置有阻拦板350,阻拦板350竖直设置在输送带210的上方,与输送方向垂直,用于对输送带210上的瓶子进行限位,阻拦瓶子继续向前输送。
34.输送带210的上表面与理瓶台310的上表面平齐,输送带210与理瓶台310之间设置有升降板360。升降板360的底部设置有驱动升降板360向上/向下运动的第一气缸,当升降板360下降后,升降板360的顶部与理瓶台310及输送带210的上表面相平齐,以防止瓶子通过使发生倾倒。理瓶台310的前后两侧各设置有一沿左右方向设置有第二护栏311,两第二护栏311的间距与推瓶板340相适配。第二护栏311的外侧还设置有第二报警探头370,可以检测理瓶台310上的瓶子是否倾倒。
35.撑袋机构400设置在理瓶台310的右侧位置,包括水平设置的呈长方形的托盘410,托盘410的左右两侧开放,前后两侧垂直向上弯折使托盘410截面呈c字形。托盘410的底部中间位置垂直设置有两根圆柱形的第二滑竿(未图示),第二滑竿与支架100滑动连接,两第二滑竿中间位置垂直设置有第二气缸(未图示),第二气缸可推动托盘410沿第二滑竿上下移动。托盘410前后两侧边缘位置的上方沿左右方向水平设置有撑袋杆420,撑袋杆420的左端与支架100固定连接,撑袋杆420的右端与托盘410的右端平齐。托盘410位于下部位置时,托盘410与理瓶台310上表面平齐。托盘410在第二气缸的推动下沿第二滑竿向上移动位于上部位置时,托盘410的右端由下述封口台510露出,并且减少撑袋杆420与托盘410的间距,以便将袋子由托盘410及撑袋杆420的右端套入。套入袋子后,托盘410下降到下部位置,可将袋子撑开,且撑袋杆420与托盘410的距离可以保证袋子撑开后具有一定的张力,以使袋子的开口位置完全张开,以方便推瓶板340将瓶子推入袋中。
36.封口机构500包括设置在托盘410右侧的呈长方形的封口台510,封口台510的上表面与托盘410位于下部时相平齐。封口台510与托盘410之间的前后两端位置竖直设置有呈圆柱形的第三滑竿520,封口台510与托盘410之间位置还水平设置有呈长方体形的下热封器530,下热封器530上部相对水平设置有上热封器540。上热封器540、下热封器530的两端穿设在第三滑竿520上,可沿第三滑竿520上下滑动。下热封器530的底部中间位置朝向下热封器530设置有第三气缸550,可推动下热封器530沿第三滑竿520上下滑动;下热封器530的顶部中间位置沿下热封器530设置有下发热条(未图示)。上热封器540包括水平设置在上部的上热封滑块541,上热封滑块541的两端与第三滑竿520滑动连接,上热封滑块541的顶部中间位置朝向上热封滑块541设置有第四气缸560。上热封滑块541的下部水平设置有呈长方体形的上发热条542,上发热条542与上热封滑块541通过设置在第四气缸560与第三滑竿520中间位置的两圆柱形的第四滑竿543滑动连接。两第四滑竿543位于上热封滑块541与上发热条542之间套设有弹簧544。上热封器540、下热封器530相对运动可使上发热条542与下发热条在瓶子高度1/2位置相贴,通过高温将袋子的开口密封。通过套设在第四滑竿543上的弹簧544可使上发热条542与下发热条在相贴后产生一定的压力,以使袋子密封得更加牢固。
37.封口台510的上方位置还水平设置有一压瓶板570,压瓶板570的上表面中间前后端位置各竖直设置有一第五滑竿580,第五滑竿580与支架100滑动连接。两第五滑竿580之间竖直设置有与支架100固定连接的第五气缸590,第五气缸590可驱动压瓶板570沿第五滑竿580上下移动。当瓶子装入袋子后,压瓶板570下降可将袋子中多余的空气排出。
38.工作时,输送带210可将排成一排的瓶子向前输送,当瓶子经过星型轮230时,星型轮230转动,可以使输送带210上的瓶子进入齿牙231a之间。随着输送带210的输送机星型轮230的转动,可以对输送带210上的瓶子的位置及瓶子间距进行整理。通过计数探头240可以对通过星型轮230的瓶子数量进行检测,当瓶子数量达到阈值时,星型轮230停止转动,通过星型轮230的瓶子在输送带210的作用下继续向前输送,未通过星型轮230的瓶子被阻挡在另一侧。瓶子被输送带210输送到推瓶板340与升降板360中间位置,通过阻拦板350可以防止瓶子超出预定位置。当所有预定数目的瓶子都处于推瓶板340与升降板360中间时,输送带210停止,升降板360下降,电机驱动丝杠旋转,驱动滑座320沿第一滑竿向右侧滑动,从而使通过推瓶臂330固定在下部的推瓶板340向右侧移动,将输送带210上的瓶子向右推动一
定距离,将排成一排的瓶子推到理瓶台310上。而后电机驱动丝杠逆向旋转,驱动滑座320沿第一滑竿向左滑动,从而使推瓶板340返回原位置。升降板360上升,输送带210继续向前输送,星型轮230转动,开始向推瓶板340与升降板360之间输送下一排的瓶子。
39.第二气缸驱动托盘410上升,使托盘410的右端露出。将袋子由托盘410及撑袋杆420的右端套入,第二气缸驱动托盘410下降,通过托盘410与撑袋杆420将袋子撑开,使袋子套设在托盘410与撑袋杆420上。当理瓶台310上的瓶子达到预定的排数后,推瓶板340推动瓶子向右移动,使瓶子经托盘410进入到袋子内,并将瓶子推送到封口台510上,并使袋子的开口端位于上热封器540与下热封器530之间。此时,第五气缸590驱动压瓶板570向下移动,使压瓶板570压在瓶子的顶部,以排出袋子中多余的空气。推瓶板340在电机的驱动下回到原位置,上热封器540与下热封器530相向运动,使上发热条542与下发热条相贴。通过上发热条542与下发热条产生的高温随带子的开口端完成热封。压瓶板570、上热封器540与下热封器530回到原位置,即可完成对瓶子的自动理瓶装袋工序。
40.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1