自动上下绕线盘装置夹紧移动机构的制作方法
1.本实用新型涉及一种用在自动上下绕线盘装置上的夹紧移动机构。
背景技术:
2.目前,在电机线圈缠绕行业,绕线盘取放主要靠人力搬运,由于人力方面的短缺及工人繁重的体力劳动,使工厂生产效率低下,又要支出较高经济的成本。
技术实现要素:
3.本实用新型的目的在于提供一种自动上下绕线盘装置夹紧移动机构,以解决人工搬运电机绕线盘浪费人力、生产效率低的问题。
4.为实现上述目的,本实用新型的自动上下绕线盘装置夹紧移动机构采用以下的技术方案:自动上下绕线盘装置夹紧移动机构包括用于安装在自动上下绕线盘装置的进料通道和出料通道上方的架体,架体上设有一能够在与进料通道相垂直的水平方向上做往复直线运动的滑块机构,自动上下绕线盘装置夹紧移动机构还包括一夹持装置,夹持装置安装在滑块机构上用于将进料通道上的绕线盘夹持到自动上下绕线盘装置的运送机构上。
5.有益效果:工作时绕线盘在进料通道上运动到位后,夹持机构动作将绕线盘夹住,由夹紧移动机构将绕线盘搬运到出料通道上的运送机构上,运送机构将绕线盘向前运送到上料机构上方,上料机构将绕线盘推到绕线机上的绕线盘安装结构上,实现自动上料。相比于现有技术,实现了绕线盘自动安装,节省人力,提高电机线圈生产效率。
6.进一步的,所述架体位龙门架,龙门架垂直于自动上下绕线盘装置的进料通道和出料通道设置,滑块机构靠近龙门架顶部设置。
7.进一步的,所述滑块机构由无杆气缸形成,无杆气缸的缸体用于连接所述夹持装置。
8.进一步的,夹持装置包括一u型架,u型架的槽口朝下供绕线盘进入,u型架的下端设有用于将运动到u型架内的绕线盘顶紧的顶紧气缸。
附图说明
9.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图;
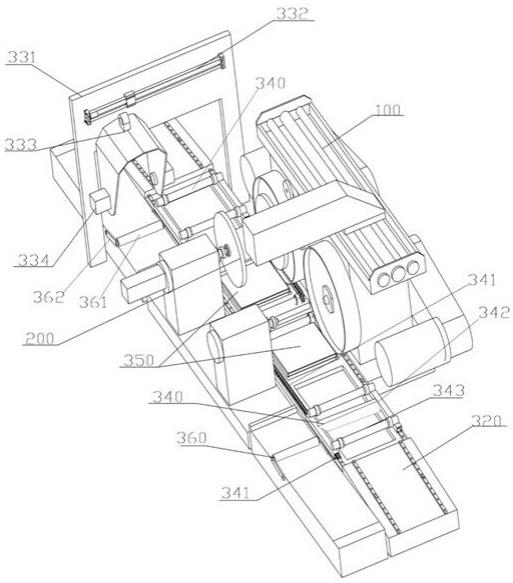
10.图1是自动上下绕线盘装置夹紧移动机构在使用时的立体图一;
11.图2是自动上下绕线盘装置夹紧移动机构在使用时的立体图二;
12.图3是自动上下绕线盘装置夹紧移动机构在使用时的主视图;
13.图4是图3的俯视图;
14.图5是上料机构的结构示意图;
15.图6是图5左视图。
16.图中:100
‑
绕线机、200
‑
绕线盘、300
‑
自动上下绕线盘装置、310
‑
进料通道、320
‑
出料通道、330
‑
夹紧移动机构、331
‑
龙门架、332
‑
无杆气缸、333
‑
u型架、334
‑
顶紧气缸、340
‑
运送机构、341
‑
链条、342
‑
链条连接架、343
‑
绕线盘挡架、350
‑
上料机构、351
‑
绕线盘托架、352
‑
托架顶升气缸、353
‑
平移机构底架、354
‑
直线滑轨、355
‑
托架平移驱动气缸、356
‑
滑轨座、360
‑
挡料架、361
‑
挡料滚筒、362
‑
摆臂。
具体实施方式
17.为了使本实用新型的技术目的、技术方案和有益效果更加清楚,下面结合附图和具体实施例对本实用新型的技术方案作出进一步的说明。
18.自动上下绕线盘装置夹紧移动机构的具体实施例,如图1至图6所示,电机线圈生产线包括绕线机100和用于将绕线盘200安装到绕线机100上的自动上下绕线盘装置300,本实施中的绕线机100有两个绕线工位,自动上下绕线盘装置300有两个,两自动上下绕线盘装置300对称设置,工作时一个自动上下绕线盘装置上料、另一个下料,绕线机100的绕线机构在两个工位间往复运动,不间断工作。
19.两自动上下绕线盘装置300的结构相同,均包括进料通道310、出料通道320、夹紧移动机构330、运送机构340和上料机构350,以图3中左侧的自动上下绕线盘装置为例,进料通道310设置在绕线机100的右侧,出料通道320设置在绕线机100和进料通道310之间,进料通道310呈前低后高状倾斜设置,供绕线盘200在重力作用下朝向绕线机100滚动,出料通道320呈前高后低状倾斜设置,供绕线盘200在重力作用下滚出绕线机100。
20.进料通道310和出料通道320上于夹紧移动机构330前侧分别设有一挡料架360,挡料架360包括沿左右方向设置的挡料滚筒361,挡料滚筒361两端分别铰接有一用于驱动挡料滚筒361摆动的摆臂362。两挡料架360作用不同,进料通道310上的挡料架360用于将绕线盘200挡在夹紧移动机构330夹料位置下方,出料通道320上的挡料架360用于将运送机构340上的绕线后的绕线盘200拨到出料通道320上,然后绕线盘200在重力作用下滚出出料通道320,向下一工位运动。
21.夹紧移动机构330用于将绕线盘200从进料通道310上搬运到运送机构340上,夹紧移动机构330包括沿左右方向设置的龙门架331和用于夹持绕线盘的夹持装置,龙门架331上设有一沿左右方向设置的无杆气缸332,夹持装置安装在无杆气缸332的缸体上,夹持装置包括一u型架333,u型架333的槽口朝下供绕线盘200进入,u型架333的下端设有用于将运动到u型架333内的绕线盘200顶紧的顶紧气缸334,工作时当绕线盘200进入u型架333后,两顶紧气缸334动作将绕线盘200夹紧,然后无杆气缸332动作,带动绕线盘200向出料通道320一侧移动,将绕线盘200放在运送机构340上,然后复位。本实施例中的夹持装置结构简单,依靠常规的零部件制作,制造成本低;在其他实施中也可以采用现有技术中的其他装置实现,例如机械手,另外也可以将龙门架设置成l型架,l型架的一部分连接地面、另一部分悬在进料通道和出料通道上方。
22.运送机构340用于在出料通道320和上料机构350之间运送绕线盘200,运送机构340包括分设在出料通道两侧的两个链条341,链条341连接有链条驱动装置,两链条341之间设有一随链条运动的送料架,送料架包括两个分别安装在两链条341上的链条连接架
342,两链条连接架342之间设有两前后间隔设置的绕线盘挡架343,两绕线盘挡架342和两链条连接架342之间的矩形间隔供绕线盘放置并且该矩形间隔形成上料机构避让口。工作时运送机构340将绕线盘200运送到上料机构350上方,上料机构复位后再将绕线盘200运送到出料通道320上,由出料通道320上的挡料架360将绕线盘200拨下。
23.上料机构350设置在绕线机100上绕线机构其中一工位下方,用于将绕线盘200安装到绕线机100上,上料机构350包括绕线盘托架351、托架顶升气缸352和平移机构,托架顶升气缸352用于在运送机构340运动到上料结构350上方时将绕线盘托架351顶起以将运送机构上的绕线盘200取下,平移机构设置在托架顶升气缸352活塞杆上端,平移机构包括安装在托架顶升气缸上的平移机构底架353,平移机构底架353上设有沿左右方向设置的直线滑轨354,绕线盘托架351通过滑轨座356导向安装在直线滑轨354上,平移机构底架353上还设有用于驱动绕线盘托架352在直线滑轨上移动的托架平移驱动气缸355,绕线盘托架351上移到位时平移机构动作,将绕线盘200推到绕线架100上的绕线盘安装结构上。
24.工作时绕线盘200在进料通道310滚动,进料通道310上的挡料架360将绕线盘200阻挡在u型架333中,两顶紧气缸334动作将绕线盘200夹紧,无杆气缸332动作,将绕线盘200送到送料架上,两链条341动作,将绕线盘200运送到上料机构350上方,托架顶升气缸352动作,将绕线盘200从送料架上顶出并继续上移,直到绕线盘200的高度与绕线机100上绕线盘安装结构的高度一致,托架平移驱动气缸355动作,将绕线盘200推到绕线机100的绕线盘安装结构上,实现自动上料。
25.绕线机工作,进行绕线,绕线完成后上料机构350和运送机构340反向动作,运送机构340将绕线盘200送回到出料通道320上,出料通道320上的挡料架3360动作,将绕向盘200从送料架上拨下,绕线盘200落在出料通道320上,在重力作用下沿着出料通道320向后滚动,最后滚出出料通道320,进入下一工序。相比于现有技术,实现了绕线盘自动安装,节省人力,提高电机线圈生产效率。
26.最后所应说明的是:上述实施例仅用于说明而非限制本实用新型的技术方案,任何对本实用新型进行的等同替换及不脱离本实用新型精神和范围的修改或局部替换,其均应涵盖在本实用新型权利要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1