一种薄膜自动纠偏恒张力四工位收卷装置的制作方法
1.本实用新型属于薄膜切割收卷机械技术领域,具体属于一种薄膜自动纠偏恒张力四工位收卷装置。
背景技术:
2.现有的塑料吹膜机,是由挤出机(挤出机将塑料通过加热、挤压后呈熔融状态,再由模头挤出,同时被压缩空气吹成膜泡,膜泡的横截面呈环状),以及安装在模头上方位置的牵引辊及一个卷取装置组成,并且在牵引辊下方还设置有人字板,通过人字板来使由挤出机模头吹出的膜泡在卷取之前被挤成两层相互连接的扁平状的薄膜,以便卷取(由于膜泡横截面呈圆环状,膜泡受到人字板的挤压后将会被挤压成两层薄膜状)。
3.在后期对薄膜进行卷收之前,通常需要将扁平圆环状膜泡薄膜传送至切边设备进行切割处理,从而使两层薄膜之间分离,形成两张薄膜,进而便于后期分别卷取两层薄膜。
4.薄膜在长距离的加工传送过程中,经常由于设备的运行不稳定,或者材料因为外部环境变化,出现向一侧偏移的现象,偏移的薄膜进入切割设备中进行切割时,容易造成切割出的薄膜形状不规则,影响薄膜的收卷规整度和薄膜的质量,并且影响销售和正常使用,同时还容易造成对薄膜切割的面积过大,而导致材料的浪费。
技术实现要素:
5.本实用新型的目的在于克服上述现有技术的缺陷,提供一种薄膜自动纠偏恒张力四工位收卷装置,具有解决薄膜在长距离的加工传送过程中产生的偏移的问题。
6.为了实现上述目的,本实用新型提供的技术方案为:提供的一种薄膜自动纠偏恒张力四工位收卷装置,包括有机架与控制系统,所述机架从上到下设置有纠偏结构、切割结构与收卷结构,所述纠偏结构包括有第一牵引辊、纠偏架、第二牵引辊、纠偏感应器、纠偏调节气缸,所述纠偏架由支架与两个同一水平线的第三牵引辊与第四牵引辊组成,所述支架呈水平放置的方形架子,支架的下方中心位置设置有旋转轴,所述支架通过旋转轴与机架连接,支架的上方设置有支架手并通过支架手固定第三牵引辊与第四牵引辊,所述纠偏调节气缸水平放置,纠偏调节气缸的一端与机架固定连接,纠偏调节气缸的另一端与支架的任意一角连接,支架在纠偏调节气缸的推动过程中沿着旋转轴做旋转运动。
7.优选的,所述第一牵引辊与第二牵引辊分别设置在机架的左右两端以及纠偏架的水平位置下方,薄膜在纠偏结构内依次从第一牵引辊、第三牵引辊、第四牵引辊、第二牵引辊通过后进入切割结构,所述纠偏感应器设置在第四牵引辊与第二牵引辊之间,所述控制系统通过纠偏感应器的信号来调整纠偏调节气缸的伸缩行程。
8.优选的,所述切割结构从上到下包括有分隔板与夹辊,所述分隔板的左右两侧分别设置有切刀。
9.优选的,所述分隔板设置有多个切割孔。
10.优选的,所述收卷结构包括有左展开辊、右展开辊、恒张力收卷装置,所述恒张力
收卷装置设置有左右两个,所述左右两个恒张力收卷装置分别处理左展开辊、右展开辊传送过来的薄膜,所述恒张力收卷装置包括有张力感应器、第五导向辊与收卷辊。
11.优选的,所述张力感应器与控制系统连接,所述收卷辊的驱动电机与控制系统连接,所述控制系统通过张力感应器的感应信号调整收卷辊的驱动电机速度以控制收卷辊收卷速度。
12.优选的,所述左右两个恒张力收卷装置各设置有两个收卷辊。
13.本实用新型的优点在于:(1)具有解决薄膜在长距离的加工传送过程中产生的偏移的问题。(2)整体设置占地面积少,切割出的薄膜形状整齐。(3)自动化程度高,通过恒张力收卷装置自动调节收卷速度,避免过紧或过松。左右两个恒张力收卷装置各设置有两个收卷辊,可以使得更换收卷筒的过程中无需中断前面切割过程,收卷辊轮流进行收卷。
附图说明
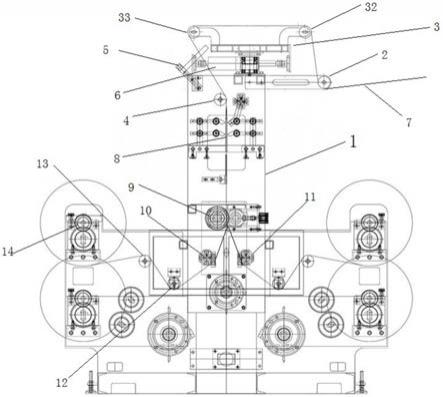
14.图1为本实用新型一种薄膜自动纠偏恒张力四工位收卷装置的示意图;
15.图2为本实用新型一种薄膜自动纠偏恒张力四工位收卷装置的纠偏架正面示意图;
16.图3为本实用新型一种薄膜自动纠偏恒张力四工位收卷装置的纠偏架俯视面示意图;
17.图4为本实用新型一种薄膜自动纠偏恒张力四工位收卷装置的分隔板正面示意图;
18.图5为本实用新型一种薄膜自动纠偏恒张力四工位收卷装置的分隔板侧面示意图;
19.附图标记说明:
20.1、机架;2、第一牵引辊;3、纠偏架;31、支架;32、第三牵引辊;33、第四牵引辊;34、旋转轴;35、支架手;4、第二牵引辊;5、纠偏感应器;6、纠偏调节气缸;7、薄膜;8、分隔板;81、切刀;82、切割孔;9、夹辊;10、左展开辊;11、右展开辊;12、张力感应器;13、第五导向辊;14、收卷辊。
具体实施方式
21.下面结合附图对本实用新型作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
22.实施例1:
23.如图所示:一种薄膜自动纠偏恒张力四工位收卷装置,包括有机架1与控制系统,所述机架1从上到下设置有纠偏结构、切割结构与收卷结构,所述纠偏结构包括有第一牵引辊2、纠偏架3、第二牵引辊4、纠偏感应器5、纠偏调节气缸6,所述纠偏架3由支架31与两个同一水平线的第三牵引辊32与第四牵引辊33组成,所述支架31呈水平放置的方形架子,支架31的下方中心位置设置有旋转轴34,所述支架31通过旋转轴34与机架1连接,支架31的上方设置有支架手35并通过支架手35固定第三牵引辊32与第四牵引辊33,所述纠偏调节气缸6水平放置,纠偏调节气缸6的一端与机架1固定连接,纠偏调节气缸6的另一端与支架31的任意一角连接,支架31在纠偏调节气缸6的推动过程中沿着旋转轴34做旋转运动。
24.所述第一牵引辊2与第二牵引辊4分别设置在机架1的左右两端以及纠偏架3的水平位置下方,薄膜7在纠偏结构内依次从第一牵引辊2、第三牵引辊32、第四牵引辊33、第二牵引辊4通过后进入切割结构,所述纠偏感应器5设置在第四牵引辊33与第二牵引辊4之间,所述控制系统通过纠偏感应器5的信号来调整纠偏调节气缸6的伸缩行程。
25.所述切割结构从上到下包括有分隔板8与夹辊9,所述分隔板8的左右两侧分别设置有切刀81;所述分隔板8设置有多个切割孔82。
26.所述收卷结构包括有左展开辊10、右展开辊11、恒张力收卷装置,所述恒张力收卷装置设置有左右两个,所述左右两个恒张力收卷装置分别处理左展开辊10、右展开辊11传送过来的薄膜7,所述恒张力收卷装置包括有张力感应器12、第五导向辊13与收卷辊14;所述张力感应器12与控制系统连接,所述收卷辊14的驱动电机与控制系统连接,所述控制系统通过张力感应器12的感应信号调整收卷辊14的驱动电机速度以控制收卷辊14收卷速度;所述左右两个恒张力收卷装置各设置有两个收卷辊14。
27.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1