一种牛皮纸包装机的制作方法
1.本实用新型属于自动化设备领域,尤其涉及一种牛皮纸包装机。
背景技术:
2.市场上现有的产品包装基本上是通过手工包装完成,需要多个侧面的包装纸压折、贴胶等工作,工作效率低下,包装质量也难以保证。
技术实现要素:
3.针对手工包装方式工作效率低下,包装质量难以保证的问题,本实用新型提供了一种牛皮纸包装机。
4.本实用新型是这样实现的,一种牛皮纸包装机,具有升降台板,于该升降台板前后两侧设置推侧边部件,于该升降台板左右两侧设置折侧边部件,于该升降台板上方设置可升降的吸纸部件和贴胶带部件;
5.推侧边部件包括由毛刷气缸驱动前后伸缩的毛刷,该毛刷气缸由毛刷升降气缸驱动升降,于毛刷两端外侧分别设置由推侧边铲板气缸驱动前后伸缩的推侧边铲板,该推侧边铲板气缸由铲板升降气缸驱动升降,且该铲板升降气缸滑动设置于铲板直线导轨;
6.折侧边部件包括由斜座气缸驱动前后伸缩的斜座,该斜座穿过推板并与该推板固定连接,设置于推板顶部的方管由方管气缸驱动上下升降;
7.吸纸部件包括滑动安装于支杆的吸纸升降气缸座,安装于该吸纸升降气缸座的吸纸升降气缸的活塞杆和导杆底部设置弹簧吸嘴;
8.贴胶带部件包括竖向贴胶带部件和横向贴胶带部件,竖向贴胶带部件和横向贴胶带部件均设置有模组部件。
9.进一步,升降台板由升降链轮部件驱动。
10.进一步,毛刷为两端滚动安装于毛刷板的滚子结构,推侧边铲板与毛刷的轴线垂直设置。
11.进一步,吸纸部件呈矩形排列设置。
12.进一步,吸纸升降气缸的活塞杆和导杆底部连接底板,摆杆两端转动安装于底板两端的轴承座,底板一端设置u形缺口,安装于摆杆端部的限位块于该u形缺口内摆动,弹簧吸嘴安装于与摆杆连接的锁座上。
13.进一步,支杆两端安装于支座,支座安装于吸嘴部件型材,调节块安装于该型材两端。
14.进一步,竖向贴胶带部件的模组部件包括沿胶带竖向直线模组滑动的胶带部件,胶带竖向直线模组由竖向贴胶带部件齿条驱动升降,该竖向贴胶带部件齿条由竖向贴胶带部件齿轮驱动升降。
15.进一步,横向贴胶带部件的模组部件包括沿胶带横向直线模组滑动的胶带部件,胶带横向直线模组由横向贴胶带部件气缸驱动升降。
16.进一步,胶带部件包括胶带切割器,该胶带切割器由胶带切割器齿轮轴驱动转动,由胶带部件气缸的伸缩杆驱动的胶带切割器齿条与该胶带切割器齿轮轴啮合。
17.本实用新型的牛皮纸包装机通过设置推侧边部件、折侧边部件、吸纸部件和贴胶带部件,可方便地完成对产品的包装和贴胶工作,大大提高了工作效率和包装质量。
附图说明
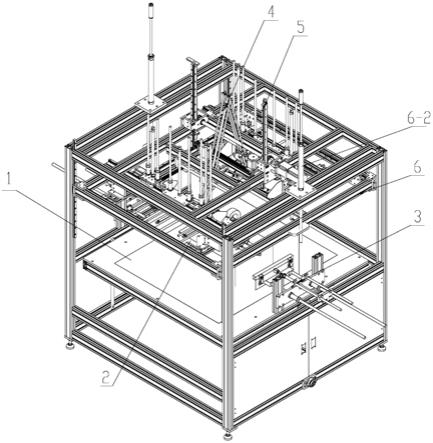
18.图1是本实用新型实施例提供的牛皮纸包装机的结构示意图;
19.图2是本实用新型实施例提供的推侧边部件的结构示意图;
20.图3是本实用新型实施例提供的折侧边部件的爆炸图;
21.图4是本实用新型实施例提供的折侧边部件的另一视角的结构示意图;
22.图5是本实用新型实施例提供的吸纸部件的结构示意图;
23.图6是本实用新型实施例提供的a处局部放大图;
24.图7是本实用新型实施例提供的竖向贴胶带部件的结构示意图;
25.图8是本实用新型实施例提供的横向贴胶带部件的结构示意图;
26.图9是本实用新型实施例提供的胶带部件的结构示意图;
27.图中:1、升降台板;2、推侧边部件;2-1、毛刷气缸;2-2、毛刷;2-3、毛刷升降气缸;2-4、推侧边铲板气缸;2-5、推侧边铲板;2-6、铲板升降气缸;2-7、铲板直线导轨;3、折侧边部件;3-1、斜座气缸;3-2、斜座;3-3、推板;3-4、方管;3-5、方管气缸;3-6、斜座导杆;4、吸纸部件;4-1、支杆;4-2、吸纸升降气缸座;4-3、吸纸升降气缸;4-4、导杆;4-5、弹簧吸嘴;4-6、底板;4-7、摆杆;4-8、限位块;4-9、锁座;4-10、支座;4-11、吸嘴部件型材;4-12、调节块;5、竖向贴胶带部件;5-1、胶带竖向直线模组;5-2、胶带部件;5-2-1、胶带切割器;5-2-2、胶带切割器齿轮轴;5-2-3、胶带部件气缸;5-2-4、胶带切割器齿条;5-3、竖向贴胶带部件齿条;5-4、竖向贴胶带部件齿轮;6、横向贴胶带部件;6-1、胶带横向直线模组;6-2、横向贴胶带部件气缸。
具体实施方式
28.为能进一步了解本实用新型的实用新型内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下。
29.下面结合附图对本实用新型的结构作详细的描述。
30.本实用新型是这样实现的,一种牛皮纸包装机,包括升降台板1,升降台板1由升降链轮部件驱动(采用链轮驱动升降为本领域常用技术手段,在此不做赘述),于该升降台板1前后两侧各设置推侧边部件2,于该升降台板1左右两侧各设置折侧边部件3,于该升降台板1上方设置可升降的吸纸部件4和贴胶带部件;
31.推侧边部件2包括由毛刷气缸2-1驱动前后伸缩的毛刷2-2,该毛刷气缸2-1由毛刷升降气缸2-3驱动升降,于毛刷2-2两端外侧分别设置由推侧边铲板气缸2-4驱动前后伸缩的推侧边铲板2-5,该推侧边铲板气缸2-4由铲板升降气缸2-6驱动升降,且该铲板升降气缸2-6滑动设置于铲板直线导轨2-7(可通过皮带或者齿轮齿条驱动),以此实现毛刷2-2和推侧边铲板2-5在水平和竖直方向的运动,在本实施例中,毛刷2-2为两端滚动安装于毛刷板的滚子结构,推侧边铲板2-5与毛刷2-2的轴线垂直设置;
32.折侧边部件3包括由斜座气缸3-1驱动前后伸缩的斜座3-2,由斜座导杆3-6导向,该斜座3-2前部为楔形结构,以便于将牛皮纸从底部铲起,在斜座3-2前进的过程中逐渐把牛皮纸折向待打包产品,该斜座3-2穿过推板3-3并与该推板固定连接,设置于推板顶部的方管3-4由方管气缸3-5驱动上下升降,如图3所示,方管气缸3-5设置于推板3-3背面,该方管气缸3-5的伸缩杆与上方的方管3-4联动,方管3-4向下运动时逐渐将牛皮纸压向待打包产品表面并压出横向折痕;
33.吸纸部件4包括滑动安装于支杆4-1的吸纸升降气缸座4-2(可以皮带或者齿轮齿条等传动方式驱动),安装于该吸纸升降气缸座4-2的吸纸升降气缸4-3的活塞杆和导杆4-4底部设置弹簧吸嘴4-5;吸纸部件4呈矩形排列设置,以方便在待包装产品的四个侧边方向进行吸纸操作;吸纸升降气缸4-2的活塞杆和导杆4-4底部连接底板4-6,摆杆4-7两端转动安装于底板4-6两端的轴承座,底板4-6一端设置u形缺口,安装于摆杆4-7端部的限位块4-8于该u形缺口内摆动,弹簧吸嘴4-5安装于与摆杆4-7连接的锁座4-9上;支杆4-1两端安装于支座4-10,支座4-10安装于吸嘴部件型材4-11,调节块4-12安装于该型材两端。
34.本实施例中,具有一对倾斜对称设置的吸纸部件,具体为调节块4-12倾斜安装于机架的型材以使吸纸升降气缸4-3倾斜设置,锁座4-9在重力作用下带动摆杆4-7绕底板4-6转动并通过摆杆4-7端部的限位块4-8和底板4-6上的u形缺口限位,使得弹簧吸嘴4-5的吸附面始终处于水平以便于吸取牛皮纸,通过这种倾斜设置,可以在吸纸升降气缸4-2向后收回时将被吸取的牛皮纸拉向被打包产品的内侧上方,节省空间,同时也避开了毛刷部件。
35.贴胶带部件包括竖向贴胶带部件5和横向贴胶带部件6,竖向贴胶带部件5和横向贴胶带部件6的数量可根据实际需要设置,竖向贴胶带部件5和横向贴胶带部件6均设置有胶带部件;
36.竖向贴胶带部件5的模组部件包括沿胶带竖向直线模组5-1滑动的胶带部件5-2(采用皮带或者齿轮齿条等传动形式驱动),胶带竖向直线模组5-1由竖向贴胶带部件齿条5-3驱动升降(两者固定连接,竖向贴胶带部件齿条5-3升降带动胶带竖向直线模组5-1),本实施例中,胶带竖向直线模组5-1采用直线导轨,竖向贴胶带部件齿条5-3由竖向贴胶带部件齿轮5-4驱动升降,该竖向贴胶带部件齿轮5-4由电机驱动;
37.横向贴胶带部件6的模组部件包括沿胶带横向直线模组6-1(采用直线滑轨)滑动的胶带部件(胶带部件由皮带或者齿轮齿条等传动形式驱动),胶带横向直线模组6-1由横向贴胶带部件气缸6-2驱动升降;
38.胶带部件5-2包括胶带切割器5-2-1(采用市场上现有产品),该胶带切割器5-2-1由胶带切割器齿轮轴5-2-2驱动转动,由胶带部件气缸5-2-3的伸缩杆驱动的胶带切割器齿条5-2-4与该胶带切割器齿轮轴5-2-5啮合,带动胶带切割器5-2-1转动以利用胶带切割器5-2-1自带的锯齿切断胶带;
39.本实用新型的牛皮纸包装机在使用的时候,先将产品放置在升降台板1的牛皮纸上,前后两侧的弹簧吸嘴4-5将牛皮纸吸起,毛刷2-2向前推动将牛皮纸在待包装产品的上表面压出压痕,前后两侧的牛皮纸对折形成纵向纸缝(该纵向纸缝由竖向贴胶带部件5进行贴胶),前后两的推侧边铲板2-5向前推动将左右两侧边压出压痕,斜座3-2向前推进并配合顶部的弹簧吸嘴4-5从底部将未完成包装的牛皮纸向上竖折起来,再由方管3-4向下压出横向压痕,再分别由竖向贴胶带部件5和横向贴胶带部件6完成纵向和横向的贴胶。
40.本实用新型的牛皮纸包装机通过设置推侧边部件、折侧边部件、吸纸部件和贴胶带部件,可方便地完成对产品的包装和贴胶工作,大大提高了工作效率和包装质量。
41.以上所述仅是对本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1