用于容器的贴标签装置和具有贴标签装置的贴标签机的制作方法
1.本发明涉及一种用于将冷胶喷到托盘上的方法和用于容器的贴标签装置。
背景技术:
2.从de 10 2007 002 675 a1中已知此类的方法和贴标签装置。据此,在托盘转塔上周转的托盘被运输经过用于涂覆冷胶的喷胶器的工作区域,并且在那里给托盘的标签靠放面设上冷胶。然后,通过涂有胶的标签靠放面将标签从标签盒中取出,由此将冷胶转移到标签上,并且然后首先将标签传递到传送滚筒上。最后,传送滚筒将标签以常规方式施装到沿圆轨迹周转的容器上。
3.对于喷胶器此外设有打印头,所述打印头通过压电元件在大约40 巴的相对高工作压力下喷出冷胶。为此使用的冷胶具有相对高的黏度,例如在20pa
·
s与200pa
·
s之间的黏度。
4.然而,已经证明难于在灌装设备的通常的机器性能的情况中、以要求的质量和可靠性将此类冷胶从以压电方式工作的喷射嘴中涂覆到标签上。
5.因此,在此方面需要改进的方法和贴标签装置。
技术实现要素:
6.所提出的任务通过本发明所述的方法来解决。因此,所述方法被用于将冷胶喷到周转的托盘上,以便借助于所喷上的冷胶从标签盒取出用于容器的标签,其中,将托盘运输经过具有栅格式布置的喷射嘴的打印头的工作区域。喷射嘴在此将冷胶释放到构造在托盘上的标签靠放面上。根据本发明,对于打印头的区域,将冷胶的工作压力调节为0.1巴至10巴。此外,借助于单独配属于各个喷射嘴的电磁阀来控制冷胶的释放。
7.已表明,此类电磁阀在给定的工作压力范围内的运行能够实现冷胶的同样可靠、可复现并精确的释放。此外,与具有压电元件的打印头相比,在给定的工作压力范围内,冷胶受到的机械载荷较小。还简化了在给定的工作压力范围内的打印头的冷胶供给,特别是从共同的胶供给部向多个贴标签装置或打印头的中央供给。
8.打印头的区域内的工作压力应理解为冷胶在工作压力下在打印头内储留和/或运输,并且特别是在工作压力下施加到电磁阀上。
9.以上给定的压力范围对于有效的胶供给和电磁阀的可靠运行特别有利,但是原则上所述压力范围也可以向上扩展。原则上也可在给定的压力值情况下使用压电驱动的阀,但是其不如根据本发明的电磁阀,特别是在购置和运行的经济性方面。
10.优选地通过施加控制电压可以抵抗弹簧张力地、特别是逐渐地、打开电磁阀。于是,在关断控制电压时通过弹簧张力使电磁阀自行关闭。
11.冷胶优选是剪切稀化的,使得其黏度在100/min的搅拌转速下为 0.02pa
·
s至0.5pa
·
s,特别是0.05pa
·
s至0.2pa
·
s,而黏度在10/min的搅拌转速下为至少1.5倍,特别是至少3倍。这实现了冷胶的流动特性在打印头的区域内特别是在电磁阀和喷射嘴的区域
内的优化。此外,给定的剪切稀化实现使冷胶从喷射嘴释放后在环境压力下变黏稠,使得冷胶在遇到基本上竖立定向的标签靠放面时附着到位并且不向下流。因此,在标签靠放面上得到了冷胶的特别可靠和精确的释放以及规定的胶图案、即胶串、胶点等图样的产生。
12.以上给定的黏度值对于容器贴标的常见应用特别实用,但是原则上可以针对特殊的应用和/或打印头进行改变。
13.众所周知,剪切稀化应被理解为冷胶的黏度随着剪应力的升高并且因此随着工作压力的升高而降低。
14.搅拌转速涉及旋转黏度计,特别是涉及根据brookfield的黏度测量。冷胶的黏度优选地根据iso 1652,即通过使用标准化的lv测量体来测量。冷胶属于低黏度非牛顿液体的范围。上述测量方法是标准测量方法,但是也可以通过其他测量方法代替。
15.在冷胶的黏度的规定范围和规定的工作压力范围内,冷胶的黏度在打印头区域内优选为0.1pa
·
s至2pa
·
s。事实证明,这对于有针对性地释放清晰划界的胶射束特别有利。
16.优选地,通过改变工作压力和/或改变用于打开/关闭电磁阀的占空比,即阀的打开持续时间与关闭持续时间的循占空比,和/或改变电磁阀的打开程度,使冷胶的释放与标签靠放面在打印头区域内的运输速度和/或与在标签靠放面上待产生的胶图案匹配。以此,例如每单位时间释放的胶量可以与贴标签装置的机器性能匹配。在此,取决于电子打印模板,可以在标签靠放面上产生不同的胶图案,即胶点和/或胶串的二维图样。
17.在1巴至5巴之间的工作压力变化是特别合适的。为此目的,胶供给器优选地具有能可变式调节的胶压力生成器,例如胶泵,以及用于监测打印头的区域内的工作压力的压力传感器。优选地监测在电磁阀上游的打印头内的工作压力。然后可以根据标签靠放面的运输速度来调控工作压力,以调节每个单位时间内和/或每个单位面积/总面积上释放到标签靠放面上的胶量。在此,工作压力随着标签靠放面的传输速度或托盘的行进速度而升高。
18.补充地或替代地,可以以规定的节拍打开和关闭电磁阀,使得到标签靠放面上的胶射束不产生连续的胶串,而是产生中断的胶线或胶点并具有位于它们之间的不涂覆胶的空隙。这特别是适合于,例如在设置贴标签装置时,在低传输速度下将规定量的胶喷射到标签靠放面上。
19.补充地或替代地,例如借助于脉冲宽度调制的信号来驱控阀,使得电磁阀仅不完全打开。与完全打开的位置相比,电磁阀的此类驱控逐渐减小了电磁阀的打开横截面,使得相应地使更少的胶可以通过。开口的横截面例如可以随着标签靠放面的运输速度的增加而逐渐增大。
20.优选地,使冷胶在从水平方向偏离至多30
°
、特别是至多10
°
的喷射方向上从喷射嘴释放。喷射方向应理解为各个胶束的主喷射方向,即各个胶束的定向。
21.由托盘使标签靠放面优选地以正交竖立的位置运动经过喷胶器的工作区域。对应地,从喷射嘴水平地释放冷胶或在给定的范围内与水平有偏离地释放冷胶简化了在如此从旁边经过的标签靠放面上的规定的胶图样的产生。给定的冷胶剪切稀化的作用在此是使得冷胶在遇到标签靠放面时几乎不从各自的相遇点向下流。
22.优选地,借由根据前述实施方案中的至少一个的方法来设有冷胶的标签靠放面,由托盘从标签盒取出标签。此外,标签然后由旋转的传送滚筒接过,并且以冷胶向外的方式将标签向容器运输并且传递到该容器上。因此得到了同样可靠的、并且能灵活地与不同标
签、胶图案、容器等匹配的贴签。
23.优选地,以第一电压按节拍地驱控电磁阀,以实现打开,第一电压特别是为40v~60v,并且然后以相应地至少降低了一半的第二电压保持电磁阀打开,特别是直至相应的电磁阀的关闭,即例如直至各个胶串/胶点的结束。这实现了很快的打开,即短的开关时间,以及电磁阀的平稳运行,特别是实现了内置于其中的线圈的过载保护。
24.优选地,在控制胶释放的微处理器和分别配属于电磁阀的驱动单元之间借由移位寄存器通过数据接口实现信号交换。但是原则上也可以考虑直接接线。
25.所提出的任务也通过本发明所述的贴标签装置实现。因此,该贴标签装置被用于为容器贴签,并且特别是用于执行根据前述实施例中的至少一项所述的方法。贴标签装置包括:喷胶器,其用于将冷胶喷到托盘的标签靠放面上;胶供给部,其用于在过压下将冷胶提供到存在于喷胶器上的、具有栅格式布置的用于释放冷胶的喷射嘴的打印头内;和运输机构,其用于将托盘运输经过打印头的工作区域。根据本发明,胶供给部针对打印头内0.1巴至10巴的工作压力来构造。打印头此外包括第一电磁阀,利用所述第一电磁阀能够对喷射嘴的冷胶释放进行单独控制。因此可实现本发明方法所描述的优点。
26.优选地,喷射嘴具有100μm至400μm的净宽度,特别是为120μm 至300μm的净宽度。已表明,此类开口横截面对于在给定的工作压力范围和冷胶黏度范围内进行冷胶的有针对性的加工特别有利。
27.打印头优选地包括上下相叠布置的打印模块,所述打印模块分别具有成行布置的喷射嘴,其中,打印模块特别是能直接相互堆叠。在可灵活地相互组合的组件的意义上,打印模块分别包含相同数量的喷射嘴。例如,每个打印模块包括六至十二个喷射嘴,并且特别是包括八至十个喷射嘴。
28.优选地,给每个打印模块/组件配属有独立的具有功率电子器件的驱动单元,使得可以以优选地3v至12v的控制电压来驱控电磁阀。
29.通过将打印模块上下叠置/堆叠,可以根据要求,例如根据标签的高度,以统一的基本部件来模块化地构建打印头。这用于使得打印头灵活地与不同的使用条件匹配,并且实现了不同尺寸的打印头的经济的构造。
30.打印模块优选地相对于标签靠放面的运输方向倾斜地安放,并且特别是以10
°
至20
°
的角度倾斜地安放。由于配属的电磁阀所需的空间,因此不能将喷射嘴任意相互靠近地安放。可以通过打印模块的倾斜位置来填补由此引起的间隙。例如,每个喷射嘴可以在标签靠放面上覆盖2mm的行高,具有一行合适地倾斜布置的八个喷射嘴的打印模块因此总共覆盖16mm的标签高度。对应地,打印头可以以16mm的步长模块化地与不同的标签高度或所需的胶图案的高度匹配。
31.也可以构思在打印列的意义上将打印模块竖立地布置而使相邻的打印模块具有高度偏移,使得由高度偏移导致的打印行之间的距离小于各个打印模块的打印喷嘴之间的竖直距离。
32.打印模块优选地通过存在于打印头上的分配室并行地联接到胶供给部上,其中,在分配室上/内布置有压力传感器以用于测量工作压力并且/或者布置有调温装置以用于给冷胶调温。以此,能调节打印头的区域内的冷胶的工作压力和黏度。此外,即使在不同的环境温度下也得到可复现的冷胶流动性。分配室也可以充当胶供给部和不断开关的电磁阀
之间的压力补偿容器。
33.优选地,打印模块包括用于将喷射嘴联接到分配室上的分支通道,其中,可以通过打开附加的第二电磁阀将分支通道的端部与清洁嘴受控地连接。每个清洁嘴例如布置在一行配属的喷射嘴的端部上。
34.清洁介质可以有效地流过/流向电磁阀的分支通道和入口。因此,可以将这些区域一起机械化清洁而无需拆卸。这简化了打印头的清洁,并且保持了永久可靠的并且可复现的冷胶释放。
35.优选地,清洁嘴与喷射嘴相比具有更大的横截面,和/或将清洁嘴布置在分支通道的上部区域内,使得分支通道可以通过清洁嘴排气。例如,分支通道对应于打印模块的倾斜位置在从下倾斜向上的流动方向上走向,使得清洁嘴基本上布置在分支通道的上端部上。对应地,当在清洁之后重新引入冷胶时,可以可靠并且容易地通过清洁嘴使分支通道排气。清洁嘴的与喷射嘴相比的更大的横截面实现了打印头的有效和快速的清洁。
36.贴标签装置优选地还包括布置在胶供给部和打印头之间的切换阀,以用于向打印头有选择地输送冷胶或清洁介质。以此,可以在切换阀的下游,特别是在包括打印头的所有部件的下游执行自动清洁。为此,仅需阻断从胶供给部的胶供给,并且打开例如清洁液的清洁介质的供给。另外,可以避免残留的胶在切换阀的下游干燥。为此,例如可以以简单并且实用的方式例如冲洗就此而言全部关键的区域,特别是打印头内的区域。
37.运输机构优选地是托盘转塔,并且托盘被构造为用于借助于设有冷胶的标签靠放面从标签盒取出标签,并且随后将标签传递到能连续转动的传送滚筒上。传送滚筒也可以称为抓取滚筒。被涂胶的标签靠放面实现了简单且可靠地取出标签、将冷胶传递到标签上以及通过传送滚筒等单元进行转接抓取之后将被涂胶的标签传递到容器上,以用于在将标签传递到容器上之前将标签翻转。
38.贴标签装置优选地是贴标签机的组成部分,所述贴标签机具有能连续转动的传送滚筒,以用于从标签靠放面接过标签并且以冷胶向外的方式将标签向尤其是沿着节圆运动的容器运输。作为用于容器的运输机构,已知合适的是具有用于在传递标签时容纳和定位/转动容器的转塔的容器台。
附图说明
39.本发明的优选实施方案在附图中图示。其中:
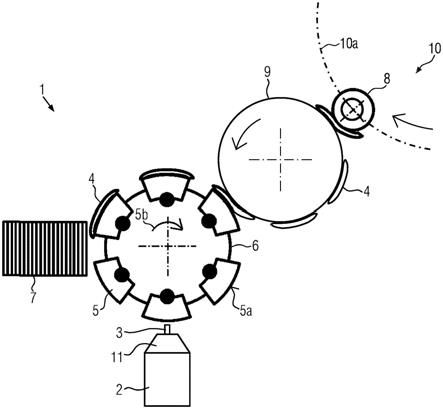
40.图1示出具有喷胶器的贴标签装置的示意性俯视图;
41.图2示出通过喷胶器的示意性纵截面;
42.图3示出具有喷射嘴的打印头的示意性前视图;
43.图4示出打印头的替代实施方案的前视图;
44.图5示出打印头的替代实施方案的前视图;和
45.图6示出冷胶的剪切稀化的示意性示例。
具体实施方式
46.如在图1中可见,根据优选实施方案的贴标签装置1包括用于将冷胶3喷到托盘5的标签靠放面5a上的喷胶器2,托盘5在托盘转塔 6上连续周转并且在运输方向5b上运输经过
喷胶器2的工作区域。
47.托盘5能相对于托盘转塔6沿着/逆着其运输方向5b枢转,以便以原则上已知的方式借助于设有冷胶3的标签靠放面5a从标签盒7中取出标签4。
48.标签靠放面5a将冷胶3传递到标签4上,并且将标签4传递到旋转的传送滚筒9上,以用于转接抓取/翻转。传送滚筒9将具有向外指向的冷胶3的标签4向待贴签的容器8运输,所述容器8以原理上已知的方式在贴标签机10的(通过节圆10a所示意的)容器台上周转。
49.作为托盘转塔6和/或旋转的容器台8的替代,也可构思用于托盘 5和/或容器8的其他周转的或直线的运输机构。
50.如从图1和图2中可见,喷胶器2包括至少一个打印头11,所述打印头11具有多个层状上下相叠布置的、并且特别是相互堆叠的打印模块12。打印模块12优选地是相同的。每个打印模块12包括栅格式地并且特别是成行布置的用于释放冷胶3的喷射嘴13。在每个喷射嘴 13之前均接有独立的第一电磁阀14,利用第一电磁阀14可以机械化控制各自的喷射嘴13的冷胶3释放。
51.第一电磁阀14包括例如弹性预张紧的阀挺杆和电磁驱动器,所述电磁驱动器用于使阀挺杆抵抗弹簧预张紧地自所属的阀座运动开,以打开第一电磁阀14,如需要也用于在中间位置中仅不完全地打开第一电磁阀14。在电磁驱动器关断时,第一电磁阀14优选地由于弹簧预张紧而自行关闭。然而,原则上也可以考虑第一电磁阀14的主动驱动的闭合。
52.每个打印模块12包括其自己的驱动单元15,所述驱动单元15具有用于例如通过向第一电磁阀14施加15v至50v的电压来控制打印模块12上存在的第一电磁阀14的功率电子器件。各个驱动单元15通过合适的电压水平被驱控,所述电压水平例如处在3v至12v之间。
53.在入口侧,打印模块12共享用于冷胶3的分配室16,以将所述冷胶3对于所有打印模块12并且因此对于所有第一电磁阀14和配属的喷射嘴13保持在规定的工作压力17下。为此目的,优选地在分配室16上/内存在压力传感器18。
54.优选地也通过布置在分配室16上的调温单元20将冷胶3的规定工作温度19保持恒定。为此,调温单元20包括原理上已知的部件,例如至少一个加热元件和温度传感器。
55.此外示意性地示出了控制单元21,所述控制单元21评估压力传感器18的测量信号,并且基于此调控输送冷胶3的胶供给部22上的过压以将工作压力17保持在规定的值范围内。工作温度19也可以由控制单元21规定。电磁阀/驱动单元15的控制也可以由控制单元21进行。
56.与冷胶3的被规定为材料特性的剪切稀化相匹配地,分配室16的区域内的工作压力17和工作温度19被设置为使得打印头11内的冷胶 3、特别是第一电磁阀14处的冷胶3具有优选地为0.1pa
·
s至2pa
·
s的工作黏度23。冷胶3的流动特性对于其从喷射嘴13的受控的和有针对性的释放是特别有利的。
57.在图2中还示意性地示出了用于对各个打印模块12的驱动单元 15共同供电和驱控的联接电路板24。联接电路板24优选地承载所有配属的驱动单元15所需的中央的电子部件。可以在联接电路板24上例如安装具有实时能力的微处理器25以用于驱控各个具有其驱动单元 15和第一电磁阀14的打印模块12。微处理器25与各自的驱动单元15 和联接到驱动单元15上的第一电磁阀14之间的信号交换可以通过直接接线进行,和/或优选借由移位寄存器通过数据接口实现。
58.此外示意性地示出了打印模块11的优选防溅水保护的壳体26。壳体26优选地被构造成在其上侧上倾斜下降,使得可能存在的污物可以从打印头11流走,确切地说是从其具有喷射嘴13的前侧离去地流走,因此例如向着背面或侧向流走,如在图3中示意性所示。
59.还示意性地示出了切换阀27,所述切换阀27接在胶供给部22和打印头11之间,以切断胶供给部22来清洁打印头11,并且替代地将清洁介质28导引到打印头11内,并且特别是将清洁介质28导引通过分配室16、第一电磁阀14和喷射嘴13。清洁介质28例如是液态的、蒸汽式的或其他形式的,并且优选地由整合的并且自动运行的清洁系统(未图示)提供。
60.如在图2中进一步可见,从喷射嘴13沿与水平方向偏离至多30
°
、特别是至多10
°
的喷射方向29释放冷胶3,特别是沿水平喷射方向29 释放冷胶3。
61.图3示出了通过堆叠打印模块12而以二维栅格形式布置的喷射嘴 13。因此,打印模块12和由打印模块12的喷射嘴13所形成的喷嘴行优选地相对于标签靠放面5a的运输方向5b成10
°
至20
°
的安放角度30 倾斜地安放,通常因此相对于水平方向倾斜地安放。
62.为此目的,整个喷射嘴头11可以相对于标签靠放面5a的运输方向5b以安放角度30倾斜。但是也可构思,相对于常规方式下基本上正交定向的壳体26以安放角度30倾斜地布置打印模块12和所属的部件。
63.根据沿运输方向5b被运输经过打印头11的工作区域31的标签靠放面5a,图2解释了每个喷射嘴13在标签靠放面5a上产生了具有取决于被释放的胶束的打开角度的行高32的胶涂覆。行高32例如是1mm 至3mm,特别是1.5m至2.5mm。
64.从行高32出发,各个打印模块12的竖直工作区域33可以通过安放角度30的合适的调整而被最大化。竖直工作区域33在理想情况中,即在最优的安放角度30的情况中,通过确定的打印模块12的所有喷射嘴13的行高32之和得到。
65.在例如八个喷射嘴13(参见图3)相互排列和2mm的行高32的情况中,在14
°
的安放角度30的情况中得到每个打印模块12mm的 16mm的竖直工作区域33。打印头11的竖直工作区域34总体上由对应于倾斜地上下相叠布置/堆叠的打印模块12的数量之和得到。可构思与所图示的示例不同的打印模块12的构造,例如每个打印模块12具有六个至十二个喷射嘴13,特别是具有八个至十个喷射嘴13。
66.联接电路板24优选地具有多个用于联接驱动单元15的插接位。根据打印头11总体上所需的竖直工作区域34,可以通过简单的插接连接将合适数量的打印模块12与其驱动单元15联接。
67.图3此外示意性地示出了在每个打印模块12上紧随喷射嘴13的至少一个清洁嘴35,其中,所述喷射嘴13和清洁嘴35通过共同的分支通道36联接到分配室16上。沿流动方向37观察,清洁嘴35布置在分支通道36的后端部上。由此可确保清洁介质28在清洁过程期间流过整个分支管道36并且流向所有的第一电磁阀14以及流过清洁嘴 35。
68.在分支管道36的下游存在附加的第二电磁阀38,以用于释放/阻断清洁嘴35。第二电磁阀38优选地直接处在沿流动方向37观察时分支通道36的后端部上的配属的清洁嘴35之前。
69.在图3中为简单起见仅对于最上方的打印模块12图示了在清洁嘴 35之前的分支通道36和第二电磁阀38。
70.由于打印模块12的倾斜位置,清洁嘴35和所属的第二电磁阀38 优选地处在各配
属的分支通道36的上部区域或上端部处,使得在第二电磁阀38打开时,分支通道36可以相对容易并且可靠地通过清洁嘴 35被排气,特别是在打印头11再次充满冷胶3时。
71.如在图3中也示意性地示出,清洁嘴35优选地具有比喷射嘴13 更大的净宽。喷射嘴13优选地具有100μm至400μm,特别是120μm 至300μm的净宽。结合冷胶3的因材料而异的剪切稀化,已表明这对于冷胶3的定向和可靠的释放是特别合适的。
72.如在图4中示意性所示,打印模块12不仅可以层状地上下相叠布置,而且可以柱状地并列布置。因而打印模块12以竖立的定向并列布置,类似于打印列,优选地相互间具有高度偏移39。通过打印模块12 的正交的定向,由此导致相邻的打印行41的高度偏移40相同。
73.如在图5中示意性地所示,打印模块12也可以相互横向偏移地布置,其中,由横向偏移42导致相邻的打印行41的相应的更小的高度偏移43。打印模块12在打印头11上的布置因而例如由横向偏移42和安放角度30限定。
74.因此,可基于各个喷射嘴13的行高32(参见图3)以及各个喷射嘴13在打印模块12上的分布,通过多个打印模块12的层状的、柱状的或横向定向的布置和/或通过打印模块12的合适的相互偏移来灵活地优化竖直打印分辨率。
75.为了简单起见,在图4和图5中省略了清洁嘴35。
76.流体的剪切稀化是非牛顿流体的原理上已知的材料属性,并且意味着黏度随流体中的剪应力的增加而降低。对于冷胶3,此相关性在图 6中图示为内插的流变曲线,其优选地以旋转黏度计根据brookfield方法确定。在此,在横轴上图示标准化的测量体(例如根据iso 1652的 lv测量体)的搅拌转速nr,在纵轴上图示在此通过旋转黏度计测量的冷胶3的黏度η。
77.例如,在搅拌转速nr为100/min时测得的黏度η是表征/代表冷胶 3在打印头11的区域内在工作压力17下在剪应力作用下的流动行为。
78.在搅拌转速nr为10/min时测得的黏度η例如是表征/代表冷胶3 在环境压力下并且没有任何明显的剪应力时的流动行为,即在从喷射嘴13释放冷胶3之后以及遇到标签靠放面5a之后的流动行为。
79.当然,其他/另外的搅拌转速nr原则上也适合于表征冷胶3在打印头11内在工作压力17下和/或从喷射嘴3释放之后的剪应力方面的剪切稀化。
80.已表明合适的是在搅拌转速nr为100/min时黏度η为0.02pa
·
s至 0.5pa
·
s,并且特别是0.05pa
·
s至0.2pa
·
s,并且在搅拌转速nr为10/min 时,具有相对于上述黏度至少1.5倍的并且特别是至少三倍的黏度η。
81.在示例中,黏度η在100/min的搅拌转速nr下为大约0.08pa
·
s,在10/min的搅拌转速下为大约0.3pa
·
s。已表明,上述值范围表征了冷胶3的剪切稀化,并且因此表征了良好地与打印头11和标签靠放面5a 上的要求的流动特性匹配的流动行为。
82.取决于对第一电磁阀14的驱控地,喷射嘴13既可以在确定的时间段内连续地释放冷胶3,也可以以第一电磁阀14的打开持续时间与关闭持续时间的可变的占空比来释放冷胶3。在连续地释放冷胶3时,以已知的方式在从打印头11旁经过的标签靠放面5a上出现连贯的胶串。对应地,可以根据占空比产生被空隙中断的胶串/胶点。因此,可以通过对应地编程的控制在标签靠放面5a上产生不同的胶图案,即由胶串和/或胶点组成的不同的二维图样。此胶图案原则上是已知的,因此未图示。
83.打印头11的区域内的工作压力17由胶供给部22产生,特别是在压力传感器18的信号反馈下产生。为此目的,胶供给部22包括例如用于冷胶3的处于过压下的存储容器22a和/或能可变式调节的胶压力生成器22b,例如能合适地控制的胶泵。胶压力生成器22b例如作为压力级接在存储容器22a和打印头11之间。能调节的胶泵等在原理上是已知的,并且因此不再详细描述。
84.在于用于冷胶3的存储容器22a与打印头11之间优选地存在过滤器(未图示),所述过滤器具有25μm的孔径。在打印头11的区域内,如需要可以在例如打印头11的入口处设有额外的压力补偿容器,以减轻由第一电磁阀14的相对快速的打开和关闭所导致的压力峰值。
85.在打印头11的前侧上,即在喷射嘴13的区域内,优选地设有覆盖板,以用于液体密封地覆盖喷射嘴13,并且用于防止冷胶干透/干燥,和/或设有暂时地能定位在喷射嘴13之前的中间清洁站(分别未图示)。由此,可以可靠地防止在喷射嘴13的区域内的胶残留。对于清洁过程,于是例如可以向后移动打印头11或将其侧向枢转开,以将覆盖板和/ 或中间清洁站放置在打印头11上。
86.通过改变工作压力17和/或第一电磁阀14的打开持续时间与关闭持续时间的占空比和/或第一电磁阀14的打开程度,冷胶3的释放可以有针对性地与标签靠放面5a的经过打印头11的工作区域的不同的运输速度匹配,和/或与在标签靠放面5a上待产生的胶图案匹配。此匹配可以通过打印头11的并且特别是第一电磁阀14的编程的驱控实现,而无需机械重装工作。
87.可以在类别变更/规格变更的情况下完全自动地进行对应的匹配,如需要也可以通过清洁介质28执行清洁过程。
88.在此有利的是,第一电磁阀14实现了小于200μs,特别是小于 150μs,的相对短的开关时间。由此,取决于标签靠放面5a的运输速度,可以实现长度小于1mm的胶点和/或胶串。以上述阀开关时间,例如在机器产量为72000容器/小时的情况下,胶串的长度可以限制为0.9mm,而机器产量为50000容器/小时的情况下,胶串的长度可以限制为 0.6mm。这实现了将冷胶3以同样经济、精确和灵活匹配的方式喷到标签靠放面5a上。
89.为了快速打开第一电磁阀14,短时地以升高的电压驱控第一电磁阀14,这例如通过在250μs至350μs的时间上施加40v至60v的第一电压来实现。此后,立即将第一电压降低到例如10v至20v的第二值,即至少降低一半,直至各自的胶串结束,以将第一电磁阀14保持在打开的状态,但是同时避免存在于第一电磁阀14上的线圈的热过载。
90.然后,胶供给部22优选地作为闭合的胶系统工作,即在排除空气并且不引回未涂覆的冷胶3的情况下工作。作为用于冷胶3的存储容器22a,合适的例如是具有1000l的容积的ibc桶,或用于胶的具有 33l的容量的标准装桶等。
91.在工作期间,如上所述,通过有针对性地驱控第一电磁阀14,以受控的方式将冷胶3从配属的喷射嘴13中喷出。由此,在标签靠放面 5a上产生规定的胶图案,即由胶串和/或胶点组成的二维图样。
92.在工作运行中,托盘转塔6连续地周转,并且每个托盘5,即每个标签靠放面5a,借助于存在于其上的冷胶3以原理上已知的方式从标签盒7中各取出一个标签4。在托盘5的连续的继续运输期间,冷胶 3从标签靠放面5a被传递到标签4上而具有对应的镜像的胶图案。
93.如此涂胶的标签4被传送滚筒9接过,并且由其翻转地,即现在使得冷胶3向外,以原理上已知的方式向沿着节圆10a周转的容器8 运输,并且被传递到容器8上。
94.这导致同样紧凑和灵活的、与不同的容器规格、标签规格等匹配的贴签方法,并且导致对应地工作的贴标签装置1/对应地工作的贴标签机10。
95.喷胶器2在此可以通过其至少一个打印头11的模块化构造而灵活地与现有的和/或改变的生产要求匹配,所述打印头11由层状地上下堆叠的、柱状地并列布置的或相互横向偏移布置的打印模块12构成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1