一种贴标定位装置及自动贴标设备的制作方法
1.本技术涉及贴标机配件技术领域,特别地涉及一种贴标定位装置及自动贴标设备。
背景技术:
2.目前在机器零件上贴标签大多采用人工操作,此种方式存在很多问题。例如,在天井机在安装时需要注明机型的能效等级、制冷剂标识和其它警告事项,使用的标签需要人工粘贴,由于三个标签是在线粘贴,员工需要把其中两个标签套在手臂上,另外一个标签拿在手里,经常出现贴标位置歪斜和跟不上线体节拍的情况。经研究人员实践发现,研发自动化贴标实现钣金件上自动贴标,需要解决如何避免钣金件划伤标签问题和钣金件定位问题。
3.针对钣金件贴标问题主要表现在:(1)钣金件不能叠放问题:钣金件上有大量的冲孔,内侧毛边较多,贴完标叠放时容易把标签划伤。(2)钣金件形状不规则,不能采用通用化夹具限位:钣金件两边折弯伸出部分不对称,把一边进行限位之后,另外一边处于松弛状态,在贴标时不能有效接触,产能贴标不良。
技术实现要素:
4.有鉴于此,本技术实施例的目的在于提供一种贴标定位装置,所述贴标定位装置,可有效地解决上述技术问题。
5.第一方面,本技术实施例提供一种的贴标定位装置,用于钣金件的贴标定位,所述钣金件具备有第一弯折件,第二弯折件以及连接所述第一弯折件与所述第二弯折件的连接钣金件;包括用于传送待贴标钣金件的传送件以及与所述传送件对应设置的定位件,所述定位件与所述传送件形成第一预设方向的用于夹持所述连接钣金件的第一夹持空间,所述定位件抵压于所述连接钣金件的顶部,所述连接钣金件的底部抵压于所述传送件。
6.在根据第一方面的可选的实施例中,所述定位件设置为压紧流利条,所述压紧流利条具有用于容纳所述连接钣金件顶部边缘的滑槽。需要说明的,在本实施例中,将定位件设置为压紧流利条,即可实现对连接钣金件的定位,又可以保证整个钣金斤沿着压紧流利条以及传送件运行,进而实现自动贴标。压紧流利条的侧边滚轮可以使钣金件在外凸时全部纠正为内凹,实现来料一致性,提高贴标的稳定性。
7.在根据第一方面的可选的实施例中,所述贴标定位装置还包括限位件,所述限位件包括第一限位杆以及与所述限位杆相对设置的第二限位杆,所述第一限位杆与所述第二限位杆之间形成第二预设方向的用于夹持所述钣金件的第二夹持空间,所述第一限位杆抵接于所述连接钣金件板面,所述第二限位件抵接于所述第一弯折件或者所述第二弯折件向远离所述连接钣金件的延伸的边缘。需要说明的,设置限位件,在第二预设方向上实现对钣金件的限位,进而避免钣金件在运行或者贴标过程中出现沿着第二预设方向偏移的情形,进而保证贴标过程的稳定性。
8.在根据第一方面的可选的实施例中,所述限位件包括用于支撑所述第二限位杆的限位支架,所述限位支架包括连接杆以及支撑杆,所述连接杆一端连接于所述支撑杆,另一端连接所述第二限位杆。需要说明的,将所述限位件包括用于支撑所述第二限位杆的限位支架,设置限位支架进而实现跨越传送件实现对钣金件的限位,既可以实现限位,又避免对传送件的运行造成不必要的干扰。
9.在根据第一方面的可选的实施例中,所述贴标定位装置还包括至少两个辅助定位磁铁,至少两个所述辅助定位磁铁沿着所述传动带运行的方向间隔设置,至少两个所述辅助定位磁铁被构造为与所述连接钣金件板面之间具备有间隙且使得所述连接钣金件板面在磁性吸引力范围内运行。需要说明的,所述贴标定位装置还包括至少两个辅助定位磁铁,设置辅助定位定位磁铁接可有效地进一步实现对钣金件的隔空吸附定位。同时将至少两个所述辅助定位磁铁沿着所述传动带运行的方向间隔设置,可保证钣金件在运行过程中都有辅助定位磁铁进行辅助定位,进而保证贴标的稳定性。将至少两个所述辅助定位磁铁被构造为与所述连接钣金件板面之间具备有间隙且使得所述连接钣金件板面在磁性吸引力范围内运行,则有效地实现避免偏移的同时可避免因限位对钣金件造成的磨损。
10.在根据第一方面的可选的实施例中,至少两个所述辅助定位磁铁沿着所述传动带运行的方向等间距设置,相邻所述辅助定位磁铁之间的间距设置为小于或等于所述连接钣金件板面的宽度尺寸。需要说明的,将至少两个所述辅助定位磁铁沿着所述传动带运行的方向等间距设置,相邻所述辅助定位磁铁之间的间距设置为小于或等于所述连接钣金件板面的宽度尺寸,可保证在钣金件在运行过程中,当所述连接钣金件板面脱离前一个辅助定位磁铁的限位时,刚好进入后一个辅助定位磁铁的吸附范围内,进而保证钣金件在运行过程中都有辅助定位磁铁进行辅助定位,进而保证贴标的稳定性。
11.在根据第一方面的可选的实施例中,至少两个所述辅助定位磁铁均设置于所述第一限位杆上。需要说明的,在具体实施例中,将至少两个所述辅助定位磁铁均设置于所述第一限位杆上,可有效地利用第一限位杆的位置优势,可避免再设置辅助定位磁铁的支架,进而在实现稳定辅助定位磁铁的同时,又可以保证整个结构的简洁性。
12.在根据第一方面的可选的实施例中,所述贴标定位装置还包括用于矫正所述连接钣金件板面的矫正件,所述矫正件设置为沿着所述传送件运行方向的矫正滚轮,所述矫正滚轮被构造为可沿着所述连接钣金件板面的表面运行。需要说明的,所述贴标定位装置还包括用于矫正所述连接钣金件板面的矫正件,设置矫正件是为了避免在自动贴标时钣金件因自身的不平整导致贴标不稳的现象。将所述矫正件设置为沿着所述传送件运行方向的矫正滚轮,所述矫正滚轮被构造为可沿着所述连接钣金件板面的表面运行,通过矫正滚轮可实现对钣金件待贴标的面进行抚平,实现待贴标的板面整体平整,进而保证贴标的稳定性。
13.第二方面,本技术还提供了一种自动贴标设备,所述自动贴标设备包括贴标机以及上述的贴标定位装置。
14.在根据第二方面的可选的实施例中,所述自动贴标设备还包括用于检测所述钣金件的光感传感器,当所述光感传感器感应到钣金件时,将该信号传递给所述贴标机启动装置,所述贴标机接出标并贴敷于所述钣金件预设位置上。需要说明的,设置光感传感器,可自动检测到钣金件,并实现精准自动贴标。
15.本技术提供的一种贴标定位装置,与现有技术相比,至少具备有以下有益效果:
16.本技术实施例提供的贴标定位装置,包括用于传送待贴标钣金件的传送件以及与所述传送件对应设置的定位件,所述定位件与所述传送件形成第一预设方向的用于夹持所述连接钣金件的第一夹持空间,所述定位件抵压于所述连接钣金件的顶部,所述连接钣金件的底部抵压于所述传送件。在使用过程中,所述连接钣金件置于第一夹持空间内,可便于实现对钣金件单边进行限位,另外一侧不对称无法限位时,采用定位件压在上侧,定位件在实现导向固定的同时,还可以增大钣金件与传送件之间的摩擦力,进而防止钣金件在贴标时出现打滑的现象,保证提高贴标的稳定性。同时,本技术通过定位件以及传送件限制钣金件并使得钣金件在运行过程中实现自动贴标,可有效地避免人工贴标带来的诸多问题,同时竖直码垛的方式可保证贴标产品不易被划伤。
17.本技术提供的自动贴标设备,由于包括上述的贴标定位装置,因此也具备有上述的有益效果。
附图说明
18.在下文中将基于实施例并参考附图来对本技术进行更详细的描述。
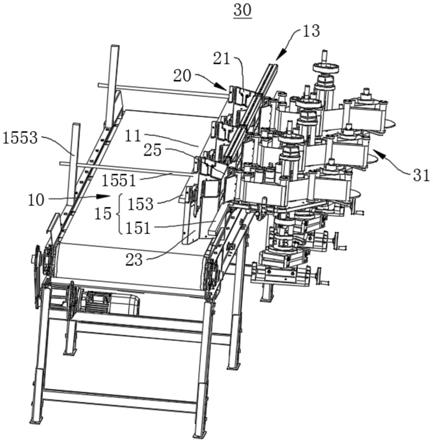
19.图1是本技术实施例的自动贴标设备在第一视角下的整体结构示意图;
20.图2是本技术实施例的自动贴标设备在第二视角下的整体结构示意图;
21.图3是本技术实施例的自动贴标设备在第三视角下的整体结构示意图。
22.在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例绘制。
23.附图标记:
24.10
‑
贴标定位装置;11
‑
传送件;13
‑
定位件;15
‑
限位件;151
‑
第一限位杆;153
‑ꢀ
第二限位杆;155
‑
限位支架;1551
‑
连接杆;1553
‑
支撑杆;17
‑
辅助定位磁铁;19
‑ꢀ
矫正件;20
‑
钣金件;21
‑
第一弯折件;23
‑
第二弯折件;25
‑
连接钣金件;30
‑
自动贴标设备;31
‑
贴标机。
具体实施方式
25.下面结合具体实施方式,进一步阐述本技术。应理解,这些具体实施方式仅用于说明本技术而不用于限制本技术的范围。
26.为了简明,本文仅具体地公开了一些数值范围。然而,任意下限可以与任何上限组合形成未明确记载的范围;以及任意下限可以与其它下限组合形成未明确记载的范围,同样任意上限可以与任意其它上限组合形成未明确记载的范围。此外,每个单独公开的点或单个数值自身可以作为下限或上限与任意其它点或单个数值组合或与其它下限或上限组合形成未明确记载的范围。
27.在本文的描述中,需要说明的是,除非另有说明,“以上”、“以下”为包含本数,“一种或几种”中“几种”的含义是两种及两种以上。
28.除非另有说明,本技术中使用的术语具有本领域技术人员通常所理解的公知含义。除非另有说明,本技术中提到的各参数的数值可以用本领域常用的各种测量方法进行测量(例如,可以按照在本技术的实施例中给出的方法进行测试)。
29.请参照图1,本技术实施例提供一种的贴标定位装置10,用于钣金件20的贴标定位,所述钣金件20具备有第一弯折件21,第二弯折件23以及连接所述第一弯折件21与所述第二弯折件23的连接钣金件25;包括用于传送待贴标钣金件 20的传送件11以及与所述传
送件11对应设置的定位件13,所述定位件13与所述传送件11形成第一预设方向的用于夹持所述连接钣金件25的第一夹持空间,所述定位件13抵压于所述连接钣金件25的顶部,所述连接钣金件25的底部抵压于所述传送件11。
30.本技术实施例提供的贴标定位装置10,包括用于传送待贴标钣金件20的传送件11以及与所述传送件11对应设置的定位件13,所述定位件13与所述传送件11形成第一预设方向的用于夹持所述连接钣金件25的第一夹持空间,所述定位件13抵压于所述连接钣金件25的顶部,所述连接钣金件25的底部抵压于所述传送件11。在使用过程中,所述连接钣金件25置于第一夹持空间内,可便于实现对钣金件20单边进行限位,另外一侧不对称无法限位时,采用定位件13压在上侧,定位件13在实现导向固定的同时,还可以增大钣金件与传送件11之间的摩擦力,进而防止钣金件在贴标时出现打滑的现象,保证提高贴标的稳定性。同时,本技术通过定位件13以及传送件11限制钣金件并使得钣金件在运行过程中实现自动贴标,可有效地避免人工贴标带来的诸多问题,同时竖直码垛的方式可保证贴标产品不易被划伤。
31.还需要说明的,在本实施例中,所述传送件11设置为传送带。可以理解的,这里并不对传送件11进行限定,在其他具体实施例中,也可以根据用户的需求,将传送设置为其他传送装置。
32.在可选地示例性实施例中,所述定位件13设置为压紧流利条,所述压紧流利条具有用于容纳所述连接钣金件25顶部边缘的滑槽。需要说明的,在本实施例中,将定位件13设置为压紧流利条,即可实现对连接钣金件25的定位,又可以保证整个钣金斤沿着压紧流利条以及传送件11运行,进而实现自动贴标。也即,当钣金斤的另外一侧不对称无法限位时,采用流利条压在上边,流利条凸起部分在钣金件外侧,既可以起到导向的作用,又可以防止钣金件偏移。具体地,压在钣金件上根据摩擦力f=μmg,增大产品质量m,从而增大产品与皮带线之间的摩擦力,进而可有效地防止钣金件在贴标时出现打滑的现象。压紧流利条的侧边滚轮可以使钣金件在外凸时全部纠正为内凹,实现来料一致性,提高贴标的稳定性。
33.在可选地示例性实施例中,所述贴标定位装置10还包括限位件15,所述限位件15包括第一限位杆151以及与所述限位杆相对设置的第二限位杆153,所述第一限位杆151与所述第二限位杆153之间形成第二预设方向的用于夹持所述钣金件20的第二夹持空间,所述第一限位杆151抵接于所述连接钣金件25板面,所述第二限位件15抵接于所述第一弯折件21或者所述第二弯折件23向远离所述连接钣金件25的延伸的边缘。需要说明的,设置限位件15,在第二预设方向上实现对钣金件20的限位,进而避免钣金件在运行或者贴标过程中出现沿着第二预设方向偏移的情形,进而保证贴标过程的稳定性。
34.还需要说明的,本技术中所述的第一预设方向与第二预设方向垂直设置,具体地,在本实施例中,所述第一预设方向为竖直方向,第二预设方向为水平方向。进而实现对钣金件20不同方向的限位,保证贴标的稳定性。
35.还需要说明的,在本实施例中,由于待贴标的是钣金件20,故第一弯折件 21与第二弯折件23结构并不相同,尺寸并不相同,故所述第二限位件15可抵接于所述第一弯折件21或者所述第二弯折件23中的一个的边缘,另一个则悬空不抵靠,通过此种方式实现对钣金件20的连接钣金件25板面以及弯折件进行限位。
36.在可选地示例性实施例中,所述限位件15包括用于支撑所述第二限位杆153 的限
位支架155,所述限位支架155包括连接杆1551以及支撑杆1553,所述连接杆1551一端连接于所述支撑杆1553,另一端连接所述第二限位杆153。需要说明的,在本实施例中,将所述限位件15包括用于支撑所述第二限位杆153的限位支架155,设置限位支架155进而实现跨越传送件11实现对钣金件20的限位,既可以实现限位,又避免对传送件11的运行造成不必要的干扰。具体地,这里并不对限位支架155的具体设置结构进行限定,用户可根据需求,进行适应性地设置。
37.在可选地示例性实施例中,所述贴标定位装置10还包括至少两个辅助定位磁铁17,至少两个所述辅助定位磁铁17沿着所述传动带运行的方向间隔设置,至少两个所述辅助定位磁铁17被构造为与所述连接钣金件25板面之间具备有间隙且使得所述连接钣金件25板面在磁性吸引力范围内运行。需要说明的,所述贴标定位装置10还包括至少两个辅助定位磁铁17,设置辅助定位定位磁铁接可有效地进一步实现对钣金件20的隔空吸附定位。同时将至少两个所述辅助定位磁铁17沿着所述传动带运行的方向间隔设置,可保证钣金件20在运行过程中都有辅助定位磁铁17进行辅助定位,进而保证贴标的稳定性。将至少两个所述辅助定位磁铁17被构造为与所述连接钣金件25板面之间具备有间隙且使得所述连接钣金件25板面在磁性吸引力范围内运行,则有效地实现避免偏移的同时可避免因限位对钣金件造成的磨损。
38.在可选地示例性实施例中,至少两个所述辅助定位磁铁17沿着所述传动带运行的方向等间距设置,相邻所述辅助定位磁铁17之间的间距设置为小于或等于所述连接钣金件25板面的宽度尺寸。需要说明的,将至少两个所述辅助定位磁铁17沿着所述传动带运行的方向等间距设置,相邻所述辅助定位磁铁17之间的间距设置为小于或等于所述连接钣金件25板面的宽度尺寸,可保证在钣金件 20在运行过程中,当所述连接钣金件25板面脱离前一个辅助定位磁铁17的限位时,刚好进入后一个辅助定位磁铁17的吸附范围内,进而保证钣金件20在运行过程中都有辅助定位磁铁17进行辅助定位,进而保证贴标的稳定性。
39.还需要说明的,具体地,在本实施例中,所述辅助定位磁铁17的吸附力小于钣金件20与传送件11之间的摩擦力,也即保证钣金件既可以实现限位,又可以正常随传送件11运行,避免吸附力过大,出现钣金件因吸附出现打滑的现象。
40.在可选地示例性实施例中,至少两个所述辅助定位磁铁17均设置于所述第一限位杆151上。需要说明的,在具体实施例中,将至少两个所述辅助定位磁铁 17均设置于所述第一限位杆151上,可有效地利用第一限位杆151的位置优势,可避免再设置辅助定位磁铁17的支架,进而在实现稳定辅助定位磁铁17的同时,又可以保证整个结构的简洁性。
41.在可选地示例性实施例中,所述贴标定位装置10还包括用于矫正所述连接钣金件25板面的矫正件19,所述矫正件19设置为沿着所述传送件11运行方向的矫正滚轮,所述矫正滚轮被构造为可沿着所述连接钣金件25板面的表面运行。需要说明的,所述贴标定位装置10还包括用于矫正所述连接钣金件25板面的矫正件19,设置矫正件19是为了避免在自动贴标时钣金件因自身的不平整导致贴标不稳的现象。将所述矫正件19设置为沿着所述传送件11运行方向的矫正滚轮,所述矫正滚轮被构造为可沿着所述连接钣金件25板面的表面运行,通过矫正滚轮可实现对钣金件待贴标的面进行抚平,实现待贴标的板面整体平整,进而保证贴标的稳定性。在钣金件的中间设置矫正滚轮可有效地解决钣金件出现的内凹和外凸的情形,为使钣金件一致性,通过增加外力矫正滚轮进行辅助纠正。
42.本技术还提供了一种自动贴标设备30,所述自动贴标设备30包括贴标机31 以及上述的贴标定位装置10。本技术提供的自动贴标设备30由于包括上述的贴标定位装置10,因此也具备有上述的有益效果。
43.在可选地示例性实施例中,所述自动贴标设备30还包括用于检测所述钣金件20的光感传感器,当所述光感传感器感应到钣金件20时,将该信号传递给所述贴标机31启动装置,所述贴标机31接出标并贴敷于所述钣金件20预设位置上。需要说明的,设置光感传感器,可自动检测到钣金件20,并实现精准自动贴标。
44.本技术提供的自动贴标设备30,在运行过程中,开启的启动按钮,把钣金件 20放在传送件11上,并将连接钣金件25的板面靠在贴标机31一侧的所述第一限位杆151上,第一限位杆151上的辅助定位磁铁17把钣金件吸附,防止歪斜,钣金件20在传送件11的带动下向前移动,在钣金件进入到压紧流利条的滚轮下方时松手;钣金件20在双侧限位和顶部压紧的情况下随传送件11往前移动;在经过贴标机31时,贴标机31上的光电感应到物体,自动出标,出标速度与线体一致;中间的矫正滚轮在贴中间标签之前对钣金件的形态进行纠正;完成贴标,钣金件在驱动件悬梁臂的驱动下,往前推至使用工位。
45.虽然已经参考优选实施例对本技术进行了描述,但在不脱离本技术的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1