一种可快速切换的子母载具机构的制作方法
1.本实用新型涉及一种载具结构的技术领域,特别涉及一种可快速切换的子母载具机构。
背景技术:
2.目前常见的切换产品生产模式包括直接更换母载具的方式,利用适应产品尺寸的不同母载具来装载运送产品,载具的结构及尺寸针对产品进行独立设计,载具种类多少基本与产品种类成正比,载具的尺寸单一性使之只能应用于特定产品输送,使用场合非常局限。同时由于载具种类繁多,存在载具数量多而增加管理维护成本,同时容易出现相似载具混用的问题。
3.现有生产中也有通过调整子母载具相对尺寸来调节产品尺寸的方式,母载具固定在产品平台上,子载具则由定位产品的若干零件组成,通过调节子载具定位块与母载具的相对位置,可适应在一定范围内的不同产品。调节方式包括手动调节和自动调节两种方式。手动调节一般通过在子载具定位块上开可调节腰型槽孔,母载具上开定位滑槽,通过定位块在滑槽内滑动来调节子母载具的相对位置,从而调节出不同的子载具产品内腔,适应不同的产品规格。手动调节存在调节麻烦,反复松紧调节螺丝而导致人工操作强度大,替换产品效率低的问题。并且这种方式还有定位精度低的问题,不适合于产品定位要求高的场合。自动调节方式则是通过使用电机控制,通过连接板带动子载具定位块滑动来调节不同的产品内腔,此种方式调节精度较高,能满足加工精密元器件的载具使用要求。但是需要配套的控制程序来调节适应不同的产品,增加了设备的软件要求,同时自动调节需要配套的硬件支持,也增加了设备成本,对设备的使用场合也有所要求。
技术实现要素:
4.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种结构简单、成本低、适应性强以及能有效提高生产效率的可快速切换的子母载具机构。
5.本实用新型所采用的技术方案是:本实用新型包括输送导轨、滑动配合在所述输送导轨上的第一载具以及与所述第一载具相适配的第二载具,所述第二载具上设有若干个与产品相适配的对位孔,所述第一载具上设有若干个定位销套,所述第二载具上设有若干个定位孔,所述第一载具通过若干个定位销钉贯穿所述定位销套和所述定位孔与所述第二载具相连接,所述第一载具上设有第一识别码,所述第二载具上设有第二识别码。
6.进一步地,所述第二载具上设有若干个螺纹孔和若干个与所述螺纹孔一一对应的快扭螺丝,产品通过所述快扭螺丝配合所述螺纹孔安装在所述第二载具上。
7.进一步地,所述输送导轨上设有若干个滑块,若干个所述滑块上均设有产品检测组件,所述第一载具上设有与所述产品检测组件相适配的通孔。
8.进一步地,所述产品检测组件包括活动配合在所述滑块上的导向轴以及设于所述导向轴下方并与所述导向轴相配合的感应器。
9.进一步地,所述第一识别码和所述第二识别码采用条形码或二维码中的一种或两种结合。
10.进一步地,所述第二载具上设有与产品相适配的防呆销钉。
11.本实用新型具有以下有益效果:
12.一种可快速切换的子母载具机构包括输送导轨、滑动配合在所述输送导轨上的第一载具以及与所述第一载具相适配的第二载具,所述第二载具上设有若干个与产品相适配的对位孔,所述第一载具上设有若干个定位销套,所述第二载具上设有若干个定位孔,所述第一载具通过若干个定位销钉贯穿所述定位销套和所述定位孔与所述第二载具相连接,所述第一载具上设有第一识别码,所述第二载具上设有第二识别码,所以,所述第一载具和所述第二载具上均具有二维码,设备能自动读取二维码信息,唯一的二维码组合确定了唯一的加工方式,避免了产品加工出错的问题。所述第一载具和所述第二载具通过子所述定位销钉以及所述定位销套配合进行定位,不同的载具可根据尺寸大小来调整子所述定位销钉的位置,通过在所述第一载具上预留多个上所述定位销套的方式来兼容不同尺寸的所述第二载具和产品。当生产过程中需要由产品切换成另一产品时,仅需将原有产品拿走,同时将所述第二载具脱离所述第一载具,通过更换不同规格的所述第二载具,即可适用不同产品。当需要生产大尺寸产品时,可将所述第一载具替换,并配套相应大尺寸的所述第二载具即可生产,载具替换动作简单,生产效率高。
附图说明
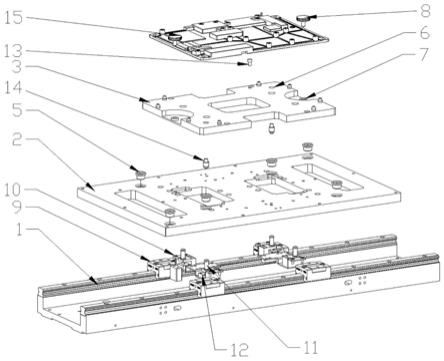
13.图1是本实用新型的爆炸图。
具体实施方式
14.如图1所示,在本实施例中,本实用新型包括输送导轨1、滑动配合在所述输送导轨1上的第一载具2以及与所述第一载具2相适配的第二载具3,所述第二载具3上设有若干个与产品15相适配的对位孔4,所述第一载具2上设有若干个定位销套5,所述第二载具3上设有若干个定位孔6,所述第一载具2通过若干个定位销钉14贯穿所述定位销套5和所述定位孔6与所述第二载具3相连接,所述第一载具2上设有第一识别码,所述第二载具3上设有第二识别码。
15.由上述方案可见,通过所述定位销套5配合所述定位销钉14,将所述第二载具3安装在所述第一载具2上,通过将产品15上的销钉对应所述对位孔4进而将产品15安装在所述第二载具3上,设备识别所述第一载具2和所述第二载具3上的第一识别码和所述第二识别码,唯一的二维码组合,使得设备能识别到所述第二载具3所承载的产品类型,设备识别到产品类型并进行对应产品的作业。
16.一个优选方案是,如图1所示,所述第二载具3上设有若干个螺纹孔7和若干个与所述螺纹孔7一一对应的快扭螺丝8,产品15通过所述快扭螺丝8配合所述螺纹孔7安装在所述第二载具3上。
17.由上述方案可见,产品15放置在所述第二载具3上,通过若干个所述对位孔4配合产品15的销钉,使得产品15被限位固定在所述第二载具3上,并且通过所述快扭螺丝8和所述螺纹孔7的设置,使得产品15被牢固锁定在所述第二载具3上。
18.一个优选方案是,如图1所示,所述输送导轨1上设有若干个滑块9,若干个所述滑块9上均设有产品15检测组件10,所述第一载具2上设有与所述产品检测组件10相适配的通孔;所述产品检测组件包括活动配合在所述滑块9上的导向轴11以及设于所述导向轴11下方并与所述导向轴11相配合的感应器12。
19.由上述方案可见,所述导向轴11与所述通孔相适配,所述第二载具3安装在所述第一载具2上,所述第一载具2上的所述通孔和所述导向轴11相贴合,使得所述第一载具2安装在所述输送导轨1上;通过将产品15放置在所述第二载具3上,所述导向轴11受到向下的压力,使得所述导向轴11下移,使得所述感应器12感应到所述导向轴11下移,此时,所述感应器12发出信号,最终设备确认产品15被放置在所述第二载具3上。
20.一个优选方案是,如图1所示,所述第一识别码和所述第二识别码采用条形码或二维码中的一种或两种结合。
21.一个优选方案是,如图1所示,所述第二载具3上设有与产品15相适配的防呆销钉13。
22.由上述方案可见,所述防呆销钉13的设置,当产品15放置方向有问题时,产品15无法放置入所述第二载具3中。
23.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1