绞线收卷一体机的制作方法
1.本实用新型涉及导线加工领域,具体涉及一种绞线收卷一体机。
背景技术:
2.目前市场上应用的rvs电线的绞合和收卷包装主要是分体机,需要放线、绞合、收线的分开进行,先是绞合完成然后再收卷包装,虽然分体式结构能够灵活使用,但是这样的操作方式不仅会造成人工成本持续升高,生产加工效率低下,而且场地占用面积大,分体机器摆放的位置也有相应的要求,需要摆放的位置需要在同一水平线。
技术实现要素:
3.本实用新型提供一种绞线收卷一体机,结构简单,不仅实现放线、绞线和收线的集成于一体,方便整体操作,节省人力资源,而且有效对绞线进行储存,在不停机的情况下提升绞线加工效率。
4.为实现上述目的,本绞线收卷一体机,包括放线组件、绞线组件、牵引组件和收线组件;
5.所述绞线组件包括绞线架和驱动组件,绞线架的轴线水平布置在机架主体的右部,驱动组件带动绞线架转动;绞线架内设有穿线导轮和过度轮,一对穿线导轮左右设置在绞线架的轴线上,一对过度轮左右设置在绞线架的周面上;
6.所述牵引组件设置在绞线组件的左侧,包括转动安装在机架主体上的主牵引轮和从牵引轮;
7.所述放线组件包括设置在机架主体右侧的外放线架和设置在绞线架内的内放线架;外放线架上的第一导线依次绕设右边穿线导轮、右边过度轮、左边过度轮,再与内放线架上的第二导线共同绕设在左边穿线导轮后形成绞线,绞线穿出绞线架先绕设在主牵引轮、从牵引轮的外侧,再通过转角导轮组进行转角调整,最后与收线组件连接进行收线。
8.进一步的,还包括设置在机架主体上端的储线组件,所述储线组件包括移动组件、定蓄线轮和动蓄线轮;定蓄线轮固定设置,动蓄线轮设置在定蓄线轮的右侧,移动组件带动动蓄线轮左右移动;
9.通过转角导轮组的绞线先从定蓄线轮、动蓄线轮的外侧绕设多圈、再从动蓄线轮绕出;
10.所述移动组件带动动蓄线轮的牵引力小于收线组件卷收绞线的牵引力。
11.进一步的,所述移动组件包括储线电机、第一齿轮、第二齿轮和牵引链条,储线电机的输出端通过减速组件与位于定蓄线轮左侧的第一齿轮连接,第二齿轮位于动蓄线轮的右侧;
12.所述牵引链条一端与定蓄线轮连接、另一端依次绕设第一齿轮、第二齿轮外侧后与动蓄线轮连接。
13.进一步的,所述动蓄线轮与第二齿轮之间从左至右依次设有第一感应器和第二感
应器,第一感应器和第二感应器分别与控制器连接,控制器控制驱动组件的动力输出大小。
14.进一步的,所述驱动组件包括驱动电机和传动带,驱动电机的输出端固定连接主动轮;
15.所述绞线架的左右两端分别固定安装同轴布置的支撑轴,支撑轴为空心结构并转动安装在机架主体上,左侧的支撑轴外侧固定安装从动轮,主动轮与从动轮之间通过绕设在其外侧的传动带连接;
16.第一导线穿入右边的支撑轴经过右边穿线导轮,绞线经过左边穿线导轮从左边的支撑轴穿出。
17.进一步的,还包括计米组件,所述计米组件设置在转角导轮组与收线组件之间,与计米组件连接的控制器将计米长度显示在机架主体上,并控制报警组件的动作。
18.进一步的,所述收线组件为一对,并左右设置在机架主体上,每组收线组件包括排线组件和卷收组件,绞线先通过排线组件移动排线后,再通过卷收组件进行卷收。
19.与现有技术相比,本绞线收卷一体机具有以下优点:
20.(1)本实用新型由于外放线架上第一导线从绞线架的右侧进入、依次绕设在右边穿线导轮、右边过度轮、左边过度轮、左边穿线导轮,再与内放线架上的第二导线共同绕设在左边穿线导轮后形成绞线,绞线穿出绞线架先通过牵引组件,再通过转角导轮组进行转角调整,最后与收线组件连接进行收线,因此实现放线、绞线和收线的集成在机架主体上,采用一体式结构,方便整体操作,节省人力资源;
21.(2)本实用新型由于设置储线组件,移动组件带动动蓄线轮向右移动,定蓄线轮与动蓄线轮之间的间距增大,并且绞线绕设在定蓄线轮与动蓄线轮外侧多圈,因此实现对绞线的储线,避免驱动组件和牵引组件的停机,当收线组件更换完成继续工作时,移动组件带动动蓄线轮的牵引力小于卷收组件卷收绞线的牵引力,因此定蓄线轮与动蓄线轮之间的间距逐渐减小,通过储线组件有效实现对绞线的储存,实现绞合、牵引的持续工作,避免停机造成的效率低的情况,更加高效;
22.(3)本实用新型由于设置第一感应器和第二感应器,当动蓄线轮向右移动至第一感应器、第二感应器位置时,控制器接收相应的感应信号后控制驱动电机减速或停止,减低或停止绞线处理,增加收线组件更换的缓冲时间,更加安全可靠;由于设置计米组件,通过计米组件实时对绞线长度进行测量,并将数据传输至控制器上,控制器一方面可将计米数显示在显示器上,方便人员观察,另一方面当计米超出设定数值时,控制器控制报警组件发出报警信号,方便人员实时控制。
附图说明
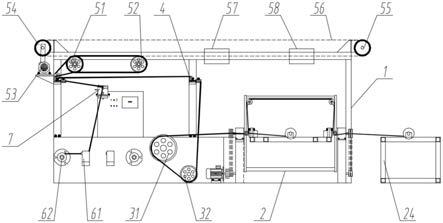
23.图1是本实用新型的整体主视图;
24.图2是本实用新型的绞线组件主视图;
25.图3是本实用新型的绞线组件俯视图;
26.图中:1、机架主体,2、绞线组件,21、绞线架,22、驱动电机,23、传动带,24、外放线架,25、穿线导轮,26、过度轮,27、内放线架,31、主牵引轮,32、从牵引轮,4、转角导轮组,51、定蓄线轮,52、动蓄线轮,53、储线电机,54、第一齿轮,55、第二齿轮,56、牵引链条,57、第一感应器,58、第二感应器,61、排线组件,62、卷收组件,7、计米组件。
具体实施方式
27.下面结合附图对本实用新型作进一步说明。
28.如图1、图2、图3所示,本绞线收卷一体机,包括放线组件、绞线组件2、牵引组件和收线组件;
29.所述绞线组件2包括绞线架21和驱动组件,绞线架21的轴线水平布置在机架主体1 的右部,驱动组件带动绞线架21转动;
30.绞线架21内设有穿线导轮25和过度轮26,一对穿线导轮25左右设置在绞线架21的轴线上,一对过度轮26左右设置在绞线架21的周面上;
31.所述牵引组件设置在绞线组件2的左侧,包括转动安装在机架主体1上的主牵引轮31 和从牵引轮32;
32.所述放线组件包括设置在机架主体1右侧的外放线架24和设置在绞线架21内的内放线架27;
33.外放线架24上的第一导线依次绕设右边穿线导轮25、右边过度轮26、左边过度轮26,再与内放线架27上的第二导线共同绕设在左边穿线导轮25后形成绞线,绞线穿出绞线架 21先绕设在主牵引轮31、从牵引轮32的外侧,再通过转角导轮组4进行转角调整,最后与收线组件连接进行收线。
34.进一步的,本装置还包括设置在机架主体1上端的储线组件,所述储线组件包括移动组件、定蓄线轮51和动蓄线轮52;定蓄线轮51固定设置,动蓄线轮52设置在定蓄线轮 51的右侧,移动组件带动动蓄线轮52左右移动;
35.通过转角导轮组4的绞线先从定蓄线轮51、动蓄线轮52的外侧绕设多圈、再从动蓄线轮52绕出;
36.所述移动组件带动动蓄线轮52的牵引力小于收线组件卷收绞线的牵引力;
37.进一步的,所述移动组件包括储线电机53、第一齿轮54、第二齿轮55和牵引链条56,储线电机53的输出端通过减速组件与位于定蓄线轮51左侧的第一齿轮54连接,第二齿轮 55位于动蓄线轮52的右侧;
38.所述牵引链条56一端与定蓄线轮51连接、另一端依次绕设第一齿轮54、第二齿轮55 外侧后与动蓄线轮52连接;
39.进一步的,所述动蓄线轮52与第二齿轮55之间从左至右依次设有第一感应器57和第二感应器58,第一感应器57和第二感应器58分别与控制器连接,控制器控制驱动组件的动力输出大小。
40.进一步的,所述驱动组件包括驱动电机22和传动带23,驱动电机22的输出端固定连接主动轮,
41.所述绞线架21的左右两端分别固定安装同轴布置的支撑轴,支撑轴为空心结构并转动安装在机架主体1上,左侧的支撑轴外侧固定安装从动轮,主动轮与从动轮之间通过绕设在其外侧的传动带23连接;
42.第一导线穿入右边的支撑轴经过右边穿线导轮25,绞线经过左边穿线导轮25从左边的支撑轴穿出;
43.进一步的,本装置还包括计米组件7,所述计米组件7设置在转角导轮组4与收线组件之间,并与控制器连接,控制器将计米长度显示在机架主体1上,并控制报警组件的动作。
44.进一步的,所述收线组件为一对,并左右设置在机架主体1上,每组收线组件包括排线组件61和卷收组件62,绞线先通过排线组件61移动排线后,再通过卷收组件62进行卷收;
45.本一种绞线收卷一体机使用时,将需要绞线的原材料分别放置在外放线架24和内放线架27上,比如第一导线和第二导线,第一导线在外放线架24上放线并从绞线架21的右侧进入、依次绕设在右边穿线导轮25、右边过度轮26、左边过度轮26、左边穿线导轮25,而第二导线在内放线架27上放线,经过左边穿线导轮25,驱动组件带动绞线架21转动,使得第一导线和第二导线进行绞线处理成整体绞线;
46.绞线经过牵引组件、转角导轮组4,最后通过收线组件进行收集,转角导轮组4的目的不仅实现对绞线的支撑、角度的调整,而且通过多个转角导轮使得绞线在牵引过程中更加稳定,有效消除其在绞线组件2作用下产生的振动;
47.由于设置储线组件,在绞线组件2不停止、收线组件停止的情况下,对绞线进行储线,其具体的操作为,当卷收组件62完成一盘绞线收卷停止动作、而主牵电机和驱动电机22 继续启动时,储线组件中储线电机53带动第一齿轮54转动,通过第二齿轮55使得一端与定蓄线轮51连接、另一端与动蓄线轮52连接的牵引链条56移动,从而带动动蓄线轮52 向右移动,定蓄线轮51与动蓄线轮52之间间距增大,由于绞线绕设在定蓄线轮51与动蓄线轮52外侧多圈,因此实现对绞线的储线,避免主牵引轮31和驱动电机22的停机,保障在继续绞线的情况下,方便更换收线组件中的收线盘;而当收线组件更换完成继续工作时,由于移动组件带动动蓄线轮52的牵引力小于卷收组件62卷收绞线的牵引力,因此定蓄线轮51与动蓄线轮52之间的间距逐渐减小,动蓄线轮52滑动至左侧;
48.由于设置与控制器连接的第一感应器57和第二感应器58,当动蓄线轮52向右移动至第一感应器57位置时,第一感应器57工作发出感应信号,控制器接收到感应信号后控制驱动电机22减速,减低绞线处理速度,增加收线组件更换的缓冲时间,当动蓄线轮52向右移动至第二感应器58位置时,第二感应器58工作发出感应信号,控制器接收到感应信号后控制驱动电机22关闭,停止绞线处理,避免无法储线时绞线的滞留,更加安全可靠;
49.由于设置收线组件为一对,并且每组收线组件包括排线组件61和卷收组件62,绞线先通过排线组件61进行移动排线后,使得卷收组件62(盛放绞线的盘具)进行卷收时,一圈一圈绕设的绞线排列更加紧密,避免跳线、串线等情况造成绞线表面的损伤,并且设置一对收线组件,在其中一个收线组件快要完成卷收时,通过另一个收线组件进行替换,减少更换时间,效率更高。
50.由于设置计米组件7,通过计米组件7实时对绞线长度进行测量,并将数据传输至控制器上,控制器一方面可将计米数显示在显示器上,方便人员观察,另一方面当计米超出设定数值时,收卷的收线组件停止动作,控制器控制报警组件发出报警信号,方便人员控制切换到另一组收线组件上,当切换到另一组收卷组件上后,通过外置脚踏开关控制收卷组件运转;当其中一组收线组件收卷完毕后控制器会切换到另一对收线组件,通过脚踏开关来控制卷收组件62运转启动,因此实现快速收卷,避免换盘等待操作,提高收卷效率;
51.本绞线收卷一体机不仅实现放线、绞线和收线的集成于一体,方便整体操作,节省人力资源,而且有效对绞线进行储存,在不停机的情况下提升绞线加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1