一种药瓶加粉系统的制作方法
1.本实用新型涉及食品、药品包装机械设备技术领域,尤其涉及一种药瓶加粉系统。
背景技术:
2.现有的药瓶加粉系统的理瓶室和加塞室均与操作室紧密连接,无供维修人员通过的间隙,不便于维修。并且,操作室内的粉桶翻转机构与进粉机构的连线与药瓶输通道平行,即粉桶翻转机构的翻转所在面(翻转面)与药瓶灌装区平行,受到周边传动机构的限制,粉桶翻转机构的旁边粉桶的放置空间较窄,一般一次只能放置一桶,严重影响生产效率。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有技术的不足,提供一种布局合理、能够增加粉桶的放置空间以及能够提高生产效率的药瓶加粉系统。
4.为解决上述技术问题,本实用新型采用以下技术方案:
5.一种药瓶加粉系统,包括药瓶灌装区、操作室、理瓶室和加塞室,所述理瓶室和加塞室之间通过药瓶灌装区连接,所述操作室设于药瓶灌装区的一侧,所述操作室包括上料室和净化室,所述上料室与药瓶灌装区连接,所述上料室和净化室之间设有隔断门,所述上料室内设有为药瓶灌装区投料的进粉机构和粉桶翻转机构,所述操作室的两侧设有通道。
6.作为上述技术方案的进一步改进:
7.所述药瓶灌装区内设有药瓶输送线,所述粉桶翻转机构设于进粉机构远离药瓶输送线的一侧。
8.所述上料室的侧壁上设有第一操作口,所述第一操作口处设有操作手套。
9.所述净化室的侧壁上设有第二操作口,所述第二操作口处设有操作手套。
10.所述理瓶室内设有用于将杂乱的瓶子整理排成单列输送的理瓶机构,所述理瓶机构与药瓶输送线的进瓶端连接。
11.所述理瓶机构与药瓶输送线之间设有用于将连续走瓶动作转为间歇走瓶动作的进瓶机构。
12.所述进粉机构与药瓶输送线之间设有计量分装机构。
13.所述加塞室内设有加塞机构,所述加塞机构与药瓶输送线的出瓶端连接。
14.所述加塞室内于加塞机构的侧方设有取样剔废出瓶机构和理塞机构。
15.所述药瓶灌装区与操作室呈t形布置。
16.与现有技术相比,本实用新型的优点在于:
17.本实用新型的药瓶加粉系统,由于操作室的两侧设有通道,即,操作室与理瓶室、操作室与加塞室之均设有通道,通道供维修人员通过,便于维修;由于操作室设于药瓶灌装区的一侧,操作室包括上料室和净化室,上料室与药瓶灌装区连接,布局更加合理,能够增加操作室的布置空间,从而增加粉桶的放置空间以及提高生产效率。
附图说明
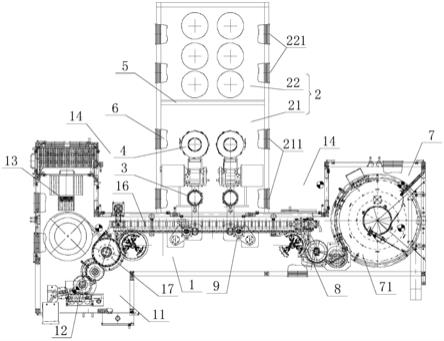
18.图1是本实用新型药瓶加粉系统的结构示意图。
19.图中各标号表示:
20.1、药瓶灌装区;11、加塞室;12、取样剔废出瓶机构;13、理塞机构;14、通道;16、药瓶输送线;17、加塞机构;2、操作室;21、上料室;211、第一操作口;22、净化室;221、第二操作口;3、进粉机构;4、粉桶翻转机构;5、隔断门;6、操作手套;7、理瓶室;71、理瓶机构;8、进瓶机构;9、计量分装机构。
具体实施方式
21.以下将结合说明书附图和具体实施例对本实用新型做进一步详细说明。
22.图1示出了本实用新型药瓶加粉系统的一种实施例,本药瓶加粉系统包括药瓶灌装区1、操作室2、理瓶室7和加塞室11,理瓶室7和加塞室11之间通过药瓶灌装区1连接,操作室2设于药瓶灌装区1的一侧,操作室2包括上料室21和净化室22,上料室21与药瓶灌装区1连接,上料室21和净化室22之间设有隔断门5,上料室21内设有为药瓶灌装区1投料的进粉机构3和粉桶翻转机构4,操作室2的两侧设有通道14。由于操作室2的两侧设有通道14,即,操作室2与理瓶室7、操作室2与加塞室11之均设有通道14,通道14供维修人员通过,便于维修;由于操作室2设于药瓶灌装区1的一侧,操作室2包括上料室21和净化室22,上料室21与药瓶灌装区1连接,布局更加合理,能够增加操作室2的布置空间,从而增加粉桶的放置空间以及提高生产效率。
23.本实施例中,药瓶灌装区1内设有药瓶输送线16,粉桶翻转机构4设于进粉机构3远离药瓶输送线16的一侧。药瓶输送线16用于输送药瓶,进粉机构3用于与瓶口对接,粉桶翻转机构4能够将粉桶翻转至进粉机构3上,为与进粉机构3对接的药瓶投入粉料。由于粉桶翻转机构4设于进粉机构3远离药瓶输送线16的一侧,粉桶可放置在粉桶翻转机构4远离药瓶输送线16的一侧,粉桶放置平面可向后延伸加大,增加了粉桶的放置数量。
24.本实施例中,上料室21的侧壁上设有第一操作口211,第一操作口211处设有操作手套6。上料室21和净化室22之间设有隔断门5,将上料室21与净化室22隔开,操作人员通过第一操作口211处的操作手套6完成除外包、桶盖、安装蝶阀等系列操作。
25.本实施例中,净化室22的侧壁上设有第二操作口221,第二操作口221处设有操作手套6。操作人员通过第二操作口221处操作手套6完成锁桶、翻转对接等系列操作。
26.本实施例中,理瓶室7内设有用于将杂乱的瓶子整理排成单列输送的理瓶机构71,理瓶机构71与药瓶输送线16的进瓶端连接。理瓶机构71与药瓶输送线16之间设有用于将连续走瓶动作转为间歇走瓶动作的进瓶机构8。理瓶机构71将杂乱的瓶子整理排成单列输送至进瓶机构8,由进瓶机构8将连续走瓶动作转为间歇走瓶动作,再输送至药瓶输送线16的进瓶端,便于后续的投料操作。
27.本实施例中,进粉机构3与药瓶输送线16之间设有计量分装机构9。计量分装机构9对进粉机构3上的粉料进行计量后,再分装至各药瓶中,实现对药瓶精准装粉。
28.本实施例中,加塞室11内设有加塞机构17,加塞机构17与药瓶输送线16的出瓶端连接。药瓶加粉之后,由药瓶输送线16的出瓶端输出,再由加塞机构17进行加塞。
29.本实施例中,加塞室11内于加塞机构17的侧方设有取样剔废出瓶机构12和理塞机
构13。理塞机构13将塞子整理好后,再输送至加塞机构17;取样剔废出瓶机构12对加塞后的药瓶进行取样检测,对不达标的药瓶进行剔废处理。
30.本实施例中,药瓶灌装区1与操作室2呈t形布置。布局美观且合理。
31.净化室22为a级环境,用于放置客户原料药的粉桶(粉桶为已加好内盖及轧好外盖的内部无菌封闭铝桶),可放置多个;粉桶用酒精擦拭后在该区域自净半小时达到;粉桶外壁达到无菌要求后,再通过净化室22上的操作手套6操作完成铝桶拆外盖及内盖动作,然后将蝶阀安装在粉桶口上;再通过净化室22上的操作手套6打开隔断门5,将粉桶推入上料室21,然后再关闭隔断门5;通过上料室21上的操作手套6将传过来的粉桶推到粉桶翻转机构4上将粉桶锁紧,粉桶翻转机构4将粉桶翻转180度与进粉机构3对接,通过上料室21上的操作手套6锁紧对接口并打开蝶阀让药粉从粉桶中落入进粉机构3。
32.整机运行流程:本机采用间歇定位式灌装及圆盘提升轨道式压塞方式。药瓶完成洗瓶灭菌工序后输到理瓶机构71上,理瓶机构71将杂乱的瓶子整理排成单列输送到与其相连的进瓶机构8上,进瓶机构8将连续走瓶动作转为间歇走瓶动作,将药瓶转接给间歇运动的药瓶输送线16,药瓶输送线16将药瓶输送到计量分装机构9上完成分装,再输送给加塞机构17完成加塞动作,最终由取样剔废出瓶机构12输出到下道工序;药粉由粉桶通过粉桶翻转机构4与进粉机构3对接最终送入计量分装机构9中,再由计量分装机构9计量后分装入处在正下方的药瓶中。胶塞经理塞机构13整理后送入加塞机构17完成加塞工序。
33.虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1