一种用于板材旋转的输送装置的制作方法
1.本实用新型涉及板材输送装置领域,尤其涉及一种用于板材旋转的输送装置。
背景技术:
2.胶合板是由木段旋切成单板或由木方刨切成薄木,再用胶粘剂胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直胶合而成。胶合板是家具常用材料之一,为人造板三大板之一,亦可供飞机、船舶、火车、汽车、建筑和包装箱等作用材。一组单板通常按相邻层木纹方向互相垂直组坯胶合而成,通常其表板和内层板对称地配置在中心层或板芯的两侧。用涂胶后的单板按木纹方向纵横交错配成的板坯,在加热或不加热的条件下压制而成。层数一般为奇数,少数也有偶数。纵横方向的物理、机械性质差异较小。常用的胶合板类型有三合板、五合板等。胶合板能提高木材利用率,是节约木材的一个主要途径。
3.对于用于制作胶合板的长方形薄板,其在加工时出料方式一般是沿长度方向,然后通过输送带进行运输,而此时需要人员进行人工挑选,挑选时人员只能站在输送线设有工作台的一侧,若板材长度方向与输送带长度方向一致,导致人员不能方便的拿取。
技术实现要素:
4.为了克服现有技术的缺陷,本实用新型所要解决的技术问题在于提出一种用于板材旋转的输送装置,可以方便的将板材旋转90度,从而使得工作人员在工作台位置可以方便拿取输送线上的板材。
5.为达此目的,本实用新型采用以下技术方案:
6.本实用新型提供的一种用于板材旋转的输送装置,包括板材涂胶机、方向调转机构以及分拣输送线;所述方向调转机构在所述板材涂胶机的出料端设置有板材输入组件,所述板材输入组件的输送方向与所述板材涂胶机的出料方向垂直;所述板材输入组件的一侧设置有限位挡板,所述限位挡板平面与所述板材涂胶机的出料方向垂直,以在板材进入所述板材输入组件时将其挡住;所述方向调转机构的输出端与所述分拣输送线相连接,所述分拣输送线的输送方向与所述板材涂胶机的出料方向平行。
7.本实用新型优选地技术方案在于,所述分拣输送线的一侧设置有工作台,所述分拣输送线的另一侧设置有放置架,所述放置架延伸至所述分拣输送线的上方。
8.本实用新型优选地技术方案在于,所述分拣输送线包括若干段首尾依次连接的运输带组,所述运输带组包括运输轮、运输电机以及运输带,所述运输电机的两侧均连接有两个运输轮,所述运输带套接于所述运输轮上,同侧的两个所述运输轮分别连接两侧的运输带。
9.本实用新型优选地技术方案在于,所述运输带的外侧设置有柔性凸棱,输送时板材与所述柔性凸棱相抵。
10.本实用新型优选地技术方案在于,所述方向调转机构包括直角环形面板,所述直
角环形面板半径较小的一边设置有内径输送带构件,所述直角环形面板半径较大的一边设置有外径输送带构件,所述外径输送带构件输送速度大于所述内径输送带构件的输送速度。
11.本实用新型优选地技术方案在于,所述外径输送带构件和所述内径输送带构件均包括若干个导轮、传动带以及两个端部轮,若干个所述导轮沿着所述直角环形面板的弧形边缘设置,两个所述端部轮分别位于若干个所述导轮的两端,所述导轮与所述端部轮的平面互相垂直;位于所述导轮位置的所述传动带的宽度方向垂直于板材的平面,以使所述传动带的边缘与板材相抵。
12.本实用新型优选地技术方案在于,所述方向调转机构还包括直线传动组件,所述直线传动组件连接于所述直角环形面板的输出端,所述直线传动组件的输出端与所述分拣输送线相连接。
13.本实用新型优选地技术方案在于,所述分拣输送线的输送平面高于所述方向调转机构的输送平面,所述分拣输送线与所述方向调转机构之间设置有斜向设置的偏转调整机构,所述偏转调整机构两侧设置有自由摆动的摆杆,所述摆杆具有保持垂直方向的趋势,两侧的所述摆杆同步转动,所述摆杆高于所述板材输送带的上侧输送平面。
14.本实用新型的有益效果为:
15.本实用新型提供的一种用于板材旋转的输送装置,包括板材涂胶机、方向调转机构以及分拣输送线;所述方向调转机构在所述板材涂胶机的出料端设置有板材输入组件,所述板材输入组件的输送方向与所述板材涂胶机的出料方向垂直;所述板材输入组件的一侧设置有限位挡板,所述限位挡板平面与所述板材涂胶机的出料方向垂直,以在板材进入所述板材输入组件时将其挡住;所述方向调转机构的输出端与所述分拣输送线相连接,所述分拣输送线的输送方向与所述板材涂胶机的出料方向平行。将板材调转90度,从而使得工作人员在工作台位置可以方便拿取输送线上的板材。
附图说明
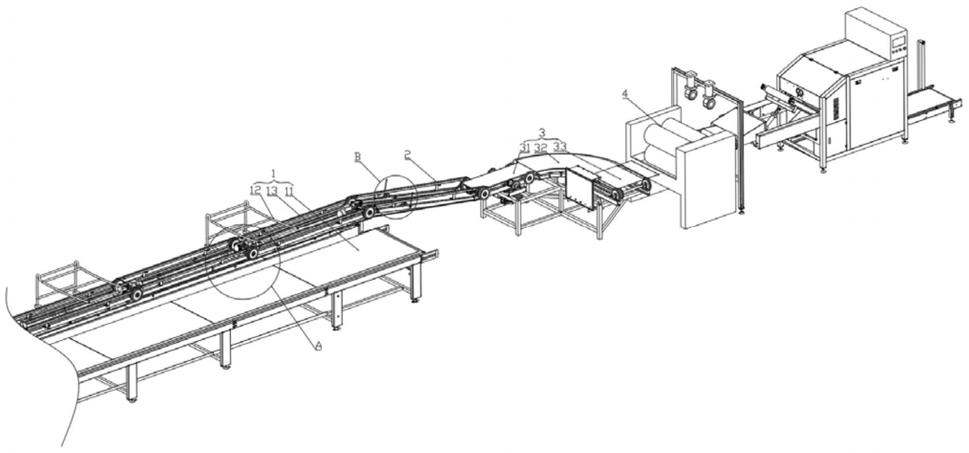
16.图1是本实用新型具体实施方式中提供的用于板材旋转的输送装置整体结构示意图;
17.图2是本实用新型具体实施方式中提供的图1中a部分放大结构示意图;
18.图3是本实用新型具体实施方式中提供的图1中b部分放大结构示意图;
19.图4是本实用新型具体实施方式中提供的方向调转机构前侧结构示意图;
20.图5是本实用新型具体实施方式中提供的方向调转机构背侧结构示意图;
21.图6是本实用新型具体实施方式中提供的图5中c部分放大结构示意图;
22.图中:
23.1、分拣输送线;2、偏转调整机构;3、方向调转机构;4、板材涂胶机;11、工作台;12、放置架;13、运输带组;131、运输轮;132、运输电机;133、运输带;1331、柔性凸棱;21、板材输送带;22、摆杆;23、轴承支座;24、连接轴;25、配重块;26、斜向支架;251、腰型槽;31、板材输入组件;32、弧形传动组件;33、直线传动组件;34、驱动电机;35、减速箱;36、内径传动链;37、外径传动链;38、内径输送带构件;39、外径输送带构件;301、端部轮;302、导轮;303、传动带;304;直角环形面板;3021、导槽;3031、限位凸棱;311、直线输送带;312、支撑板;313、
支撑架;331、输入承载板;332、输入带;333、限位挡板。
具体实施方式
24.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
25.如图1
‑
6所示,一种用于板材旋转的输送装置,包括板材涂胶机4、方向调转机构3以及分拣输送线1;所述方向调转机构3在所述板材涂胶机4的出料端设置有板材输入组件31,所述板材输入组件31的输送方向与所述板材涂胶机4的出料方向垂直;所述板材输入组件31的一侧设置有限位挡板333,所述限位挡板333平面与所述板材涂胶机4的出料方向垂直,以在板材进入所述板材输入组件31时将其挡住;所述方向调转机构3的输出端与所述分拣输送线1相连接,所述分拣输送线1的输送方向与所述板材涂胶机4的出料方向平行。用于制作胶合板的单板,通过提升机构一片一片的输送到板材涂胶机4,然后通过板材涂胶机4输出到方向调转机构3上,由于为了方便将板材一片片输出,且包装在板材涂胶机4中方便加工,板材需要以长度方向输出。在板材从板材涂胶机4的两个滚筒中输出后,由于存在一定的动能会继续往前移动。通过设置限位挡板333,可以使得板材停下,且每一块板材都能停在相同的位置,同时该位置使得板材刚好位于板材输入组件31的中间位置,此时板材已经改变为沿着宽度方向进行输送了。但是为了保证整体生产线处于一条直线上,方便场地布置与加工方便,设置有方向调转机构3来使得输送方向改变90度,然后再将其运输至分拣输送线1上,使得后期在分拣操作时方便拿取。
26.为了方便的分拣板材,所述分拣输送线1的一侧设置有工作台11,所述分拣输送线1的另一侧设置有放置架12,所述放置架12延伸至所述分拣输送线1的上方,放置架12可以用于临时放置部分板材。工作台11用于放置人工分拣的不同品质的板材,由于工作台11为了方便放置板材需要设置有一定的宽度,而操作工人站在工作台11一侧时,由于工作台11的间距当板材沿长度方向运输时不能很好的拿到分拣输送线1上的板材,通过改变板材的输送方向,使得板材延伸出分拣输送线1边缘一段距离,从而使得操作人员在工作台11位置就能轻松的拿到板材。
27.为了方便多个工人同时进行分拣作业,所述分拣输送线1包括若干段首尾依次连接的运输带组13,所述运输带组13包括运输轮131、运输电机132以及运输带133,所述运输电机132的两侧均连接有两个运输轮131,所述运输带133套接于所述运输轮131上,同侧的两个所述运输轮131分别连接两侧的运输带133。可以实现多段的运输带组13同速传动,使得板材输送稳定,通过多段运输带组13首尾依次连接,使得工作台11数量也可以设置多个,从而可以实现多名工作同时进行分拣作业。
28.优选的,所述运输带133的外侧设置有柔性凸棱1331,输送时板材与所述柔性凸棱1331相抵。板材本身重量较轻,直接作用于运输带133上提供摩擦力不足,无法稳定输送,而设置柔性凸棱1331,使得板材挤压柔性凸棱1331而变形,增加一定的接触面积,从而增大摩擦力,保证板材运输稳定。
29.如图4
‑
6所示,用于板材输送时的方向调转机构3包括板材输入组件31、弧形传动组件32以及直线传动组件33;所述板材输入组件31与所述直线传动组件33的输送方向互相垂直,所述弧形传动组件32的进料端与所述板材输入组件31的出料端相连接,所述弧形传动组件32的出料端与所述直线传动组件33的输入端相连接;所述弧形传动组件32一侧设置
有外径输送带构件39,另一侧设置有内径输送带构件38,所述外径输送带构件39输送速度大于所述内径输送带构件38的输送速度。由于存在差速,板材在运输时会随着传动带303而产生旋转,从而使得板材移动到直线传动组件33时已经转动了90度。
30.为了提供稳定的差速,保证每片板材都能精确的旋转90度。所述弧形传动组件32还包括驱动电机34,所述驱动电机34的动力输出端设置有减速箱35,所述减速箱35动力输出端设置有动力输出轴,所述动力输出轴两端均伸出所述减速箱35;所述动力输出轴一端设置有外径传动链37,所述外径传动链37的动力输出端与所述外径输送带构件39相连接,所述动力输出轴另一端设置有内径传动链36,所述内径传动链36的动力输出端与所述内径输送带构件38相连接,所述外径传动链37的传动比小于所述内径传动链36的传动比。通过一个驱动电机34来同步带动外径输送带构件39和内径输送带构件38,使得两者的差速保持不变。而差速的设置则通过设置不同传动比的外径传动链37和内径传动链36,从而保证每片板材在经过弧形传动组件32后都能精确的旋转90度。
31.为了降低板材旋转的阻力,以及提高板材旋转的精确度,优选的,所述外径输送带构件39和所述内径输送带构件38均包括若干个导轮302、传动带303以及两个端部轮301,若干个所述导轮302沿着所述弧形传动组件32的弧形边缘设置,两个所述端部轮301分别位于若干个所述导轮302的两端,所述导轮302与所述端部轮301的平面互相垂直。外径传动链37和内径传动链36的输出端分别连接两侧的端部轮301,从而驱动端部轮301转动,从而来驱动传动带303。通过导轮302与端部轮301的设置,使得位于所述导轮302位置的所述传动带303的宽度方向垂直于板材的平面,以使所述传动带303的边缘与板材相抵。从而作用与板材上的传动带303面积控制到最小,从而使得在板材旋转时受到的阻力最小,从而使得板材转动较为轻松。同时由于接触面积下,可以近似的认为传动带303作用于板材上的是两个不同速的线,从而使得板材旋转可以更加精确,如果是面接触的情况下,板材旋转时有一定的宽度速度都一样,而旋转的线速度不一样,从而就会对板材造成一定的阻力,影响板材精确旋转。
32.优选的,所述导轮302与所述端部轮301侧壁均设置有导槽3021,所述传动带303设置有与所述导槽3021配合的限位凸棱3031,所述限位凸棱3031位于所述导槽3021中。通过限位凸棱3031与导槽3021的设置,使得传动带303在改变方向时,也能稳定的传动而不会脱落。
33.优选的,所述弧形传动组件32还包括直角环形面板304,所述内径输送带构件38位于所述直角环形面板304半径较小的一边,所述外径输送带构件39位于所述直角环形面板304半径较大的一边;所述传动带303的边缘高于所述直角环形面板304的平面。直角环形面板304用于提供部分对板材的支撑力,使得板材的重量不至于全部压在传动带303上,也为板材的旋转提供了支撑点。
34.优选的,所述直线传动组件33包括支撑板312、支撑架313,所述支撑板312固定于所述支撑架313上,所述支撑板312两侧均设置有一组直线输送带311,所述直线输送带311高于所述支撑板312平面。直线传动组件33作为一个过渡区域,用于将旋转后的板材输送至下一到工序。
35.优选的,所述板材输入组件31包括输入承载板331以及限位挡板333,所述限位挡板333位于所述输入承载板331的一侧,所述输入承载板331的两侧均设置有输入带332,板
材位于所述输入承载板331上时,板材的长度方向与所述板材输入组件31的输送方向垂直。所述方向调转机构3包括直角环形面板304,所述直角环形面板304半径较小的一边设置有内径输送带构件38,所述直角环形面板304半径较大的一边设置有外径输送带构件39,所述外径输送带构件39输送速度大于所述内径输送带构件38的输送速度。所述外径输送带构件39和所述内径输送带构件38均包括若干个导轮302、传动带303以及两个端部轮301,若干个所述导轮302沿着所述直角环形面板304的弧形边缘设置,两个所述端部轮301分别位于若干个所述导轮302的两端,所述导轮302与所述端部轮301的平面互相垂直;位于所述导轮302位置的所述传动带303的宽度方向垂直于板材的平面,以使所述传动带303的边缘与板材相抵。所述方向调转机构3还包括直线传动组件33,所述直线传动组件33连接于所述直角环形面板304的输出端,所述直线传动组件33的输出端与所述分拣输送线1相连接。
36.如图3所示,所述分拣输送线1的输送平面高于所述方向调转机构3的输送平面,所述分拣输送线1与所述方向调转机构3之间设置有斜向设置的偏转调整机构2,用于板材输送时的偏转调整机构2包括板材输送带21,所述板材输送带21两侧设置有自由摆动的摆杆22,所述摆杆22具有保持垂直方向的趋势,两侧的所述摆杆22同步转动,所述摆杆22高于所述板材输送带21的上侧输送平面。从方向调转机构3出来的木板可能会存在倾斜的情况,板材的长度方向不是完全垂直于板材输送带21的输送方向,从而会影响后续加工。通过设置两个同步转动的摆杆22,当板材一侧相与其中一个摆杆22相抵时,摆杆22对板材该侧提供一定的阻力,从而可以限制板材该侧继续前进,只有当板材另一侧也与摆杆22相抵时,两侧同时对摆杆22提供作用力,这样才能推动摆杆22完成降至板材输送带21下方,板材才能顺利通过,此时板材的长度方向已经垂直于板材输送带21的输送方向。
37.为了可以顺利的调整板材,所述板材输送带21倾斜设置,以所述摆杆22与所述板材输送带21上侧面形成锐角。倾斜设置使得板材产生重力的分力,从而板材与板材输送带21之间的摩擦力降低,从而摆杆22可以更加轻易的推动板材。同时摆杆22与板材输送带21上侧面形成锐角,使得板材与摆杆22接触时具有一个导向作用,板材不易卡死。同时可以适当降低摆杆22的摆动角度,使得摆杆22只需要摆动较小的角度就能降至板材输送带21下方。
38.优选的,还包括斜向支架26,所述板材输送带21安装于所述斜向支架26上,所述斜向支架26上两侧均设置有轴承支座23,两个所述轴承支座23同轴设置,两个所述轴承支座23中设置有连接轴24,所述连接轴24的两端与两个所述摆杆22固定连接。从而可以保证两个摆杆22可以自由的同步旋转。
39.优选的,为了提高摆杆22对板材的作用力,以及保持摆杆22一直具有保持垂直方向的趋势。所述连接轴24中部设置有配重块25,所述配重块25的长度方向与所述摆杆22的长度方向平行,所述摆杆22与所述配重块25分别延伸至所述连接轴24的两侧。通过配重块25可以使得板材在作用与摆杆22时还需要克服配重块25的重力。
40.优选的,所述连接轴24位于所述板材输送带21上侧面的下方,所述摆杆22末端摆动至所述板材输送带21上侧面时,所述摆杆22与竖直方向之间夹角小于60
°
。角度的选择需要根据板材来确定,其目的在于保证板材两侧都与摆杆22相抵时,需要推动摆杆22降低至板材输送带21下方而顺利通过。
41.优选的,所述配重块25上设置有腰型槽251,以在所述腰型槽251中设置有螺钉与
所述连接轴24固定连接,以调节所述配重块25的重心位置。根据不同的板材重量来调节配重块25的重心位置,使得板材可以顺利通过。
42.本实用新型是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本实用新型不受此处所公开的具体实施例的限制,其他落入本申请的权利要求内的实施例都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1