自动贴标进料系统的制作方法
1.本实用新型涉及机械设备技术领域,具体涉及一种自动贴标进料系统。
背景技术:
2.自动贴标设备是将纸质或者金属箔标签粘贴在规定的包装容器或者产品上的设备,在抓取标签和粘贴标签时,需要精准定位,取标和贴标时位置不准确,会导致取标失败或者影响产品的美观,降低工作效率。
技术实现要素:
3.有鉴于此,有必要提供一种准确定位的自动贴标进料系统。
4.一种自动贴标进料系统,用于自动贴标设备中标签的抓取和粘贴,包括四轴取标机构,所述四轴取标机构包括x轴模组、y轴模组、z轴模组和r轴模组,所述x轴模组、所述y轴模组和所述z轴模组两两垂直设置,r轴模组连接于z轴模组,所述x轴模组、所述y轴模组和所述z轴模组分别包括一个驱动电机、一个固定件和一个沿所述固定件长度方向移动的移动件,所述固定件上设有滑轨或者导轨,所述移动件在所述驱动电机的控制下沿所述滑轨或者所述导轨移动;所述r轴模组包括一个旋转电机和设于所述旋转电机末端的取标头,所述取标头用于抓取标签并将标签粘贴于贴标工位的工件上。
5.进一步地,所述x轴模组和所述y轴模组在水平方向上交叉垂直设置,所述x轴模组与所述y轴模组构成一个水平面;所述z轴模组和所述x轴模组在竖直方向上交叉垂直设置,所述z轴模组与所述x轴模组构成一个竖直平面。
6.进一步地,所述y轴模组固定设置于一个底板上,所述y轴模组包括y轴驱动电机、y轴固定件和y轴滑轨,所述y轴滑轨上设有y轴移动件,所述x轴模组设置于所述y轴移动件上,所述x轴模组在所述y轴驱动电机的控制下沿所述y轴滑轨水平移动。
7.进一步地,所述x轴模组包括与所述y轴模组垂直设置的x轴固定件、x轴驱动电机和设于所述x轴固定件上的x轴滑轨,所述x轴滑轨上设有x轴移动件,所述z轴模组设置于所述x轴移动件上,所述z轴模组在所述x轴驱动电机的控制下沿所述x轴滑轨平移。
8.进一步地,所述z轴模组包括与所述x轴模组垂直设置的z轴固定件、z轴驱动电机和设于所述z轴固定件上的z轴滑轨,所述z轴滑轨上设有z轴移动件,所述r轴模组设于所述z轴移动件上,所述r轴模组在所述r轴驱动电机的控制下沿所述z轴滑轨上下移动。
9.进一步地,所述r轴模组包括设于所述z轴移动件上的r轴固定件和设于所述r轴固定件上的所述旋转电机,所述旋转电机带动所述取标头旋转预定角度。
10.进一步地,所述取标头设于所述旋转电机的输出端,所述旋转电机的输出端与所述取标头之间设有压力传感器,所述压力传感器用于监测并控制所述r轴模组的下压力度。
11.进一步地,所述取标头的底面采用防静电材料,所述取标头的底面设有真空吸盘,所述真空吸盘用于抓取标签。
12.进一步地,还包括ccd视觉检测装置,所述ccd视觉检测装置包括上ccd视觉检测组
件和下ccd视觉检测组件,所述上ccd视觉检测组件用于对产品定位拍照和标签检测,所述下ccd视觉检测组件用于对标签进行定位拍照。
13.进一步地,所述上ccd视觉检测组件和所述下ccd视觉检测组件分别包括光源和ccd照相机,所述光源设于所述ccd照相机与待测物体之间,以便于所述ccd照相机采集图像信息。
14.上述自动贴标进料系统中,所述x轴模组、所述y轴模组、所述z轴模组和所述r轴模组用于对所述取标头的精确定位,其中,所述x轴模组、所述y轴模组和所述z轴模组用于调整所述取标头的位置,所述r轴模组用于使所述取标头旋转至所需角度,使所述取标头准确抓取标签并粘贴于工件上,同时,使用ccd视觉检测装置对产品和标签进行检测,节省人力物力,提高了生产效率。本实用新型的产品结构简单,易于生产,成本低廉,便于推广。
附图说明
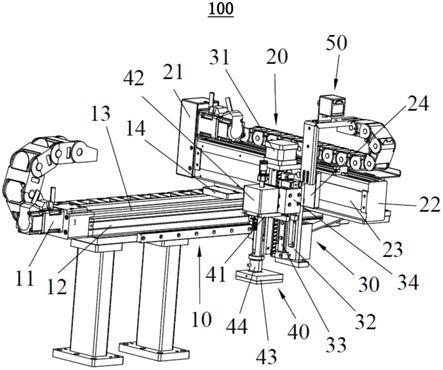
15.图1是本实用新型实施例自动贴标进料系统的结构示意图。
16.图2是本实用新型实施例自动贴标进料系统的正视图。
17.图3是本实用新型实施例自动贴标进料系统的右视图。
18.图4是本实用新型实施例自动贴标进料系统的俯视图。
具体实施方式
19.以下将结合具体实施例和附图对本实用新型进行详细说明。
20.请参阅图1、图2、图3和图4,示出本实用新型的实施例提供的一种自动贴标进料系统100,用于自动贴标设备中标签的抓取和粘贴,包括四轴取标机构,所述四轴取标机构包括x轴模组20、y轴模组10、z轴模组30和r轴模组40,所述x轴模组20、所述y轴模组10和所述z轴模组30两两垂直设置,r轴模组40连接于z轴模组30,所述x轴模组20、所述y轴模组10和所述z轴模组30分别包括一个驱动电机、一个固定件和一个沿所述固定件长度方向移动的移动件,所述固定件上设有滑轨或者导轨,所述移动件在所述驱动电机的控制下沿所述滑轨或者所述导轨移动;所述r轴模组40包括一个旋转电机42和设于所述旋转电机42末端的取标头43,所述取标头43用于抓取标签并将标签粘贴于贴标工位的工件上。
21.进一步地,所述x轴模组20和所述y轴模组10在水平方向上交叉垂直设置,所述x轴模组20与所述y轴模组10构成一个水平面;所述z轴模组30和所述x轴模组20在竖直方向上交叉垂直设置,所述z轴模组30与所述x轴模组20构成一个竖直平面。
22.进一步地,所述y轴模组10固定设置于一个底板上,所述y轴模组10包括y轴驱动电机11、y轴固定件12和y轴滑轨13,所述y轴滑轨13上设有y轴移动件14,所述x轴模组20设置于所述y轴移动件14上,所述x轴模组20在所述y轴驱动电机11的控制下沿所述y轴滑轨13水平移动。所述x轴模组20包括与所述y轴模组10垂直设置的x轴固定件22、x轴驱动电机21和设于所述x轴固定件22上的x轴滑轨23,所述x轴滑轨23上设有x轴移动件24,所述z轴模组30设置于所述x轴移动件24上,所述z轴模组30在所述x轴驱动电机21的控制下沿所述x轴滑轨23平移。所述z轴模组30包括与所述x轴模组20垂直设置的z轴固定件32、z轴驱动电机31和设于所述z轴固定件32上的z轴滑轨33,所述z轴滑轨33上设有z轴移动件34,所述r轴模组40设于所述z轴移动件34上,所述r轴模组40在所述r轴驱动电机的控制下沿所述z轴滑轨33上
下移动。所述r轴模组40包括设于所述z轴移动件34上的r轴固定件41和设于所述r轴固定件41上的所述旋转电机42,所述旋转电机42带动所述取标头43旋转预定角度。
23.具体地,所述y轴移动件14和所述x轴移动件24将所述取标头43移动至工件上方,所述旋转电机42将所述取标头43旋转预设角度,使标签与工件呈预定角度,所述z轴移动件34将所述取标头43下压至工件,使标签粘贴于工件上。
24.具体地,所述y轴模组10和所述x轴模组20水平设置,且所述x轴模组20与所述y轴模组10垂直设置。所述z轴模组30竖直设置,且所述z轴模组30与所述x轴模组20和所述y轴模组10垂直设置。
25.具体地,所述y轴模组10、所述x轴模组20和所述z轴模组30组成了一个三维坐标系,可以将所述取标头43准确移动至预设范围内的任一位置,所述r轴模组40可以使所述取标头43旋转任意角度,使所述取标头43可以准确地抓取标签并粘贴于工件上。
26.进一步地,所述取标头43设于所述旋转电机42的输出端,所述旋转电机42的输出端与所述取标头43之间设有压力传感器44,所述压力传感器44用于监测并控制所述r轴模组40的下压力度。所述取标头43的底面采用防静电材料,所述取标头43的底面设有真空吸盘,所述真空吸盘用于抓取标签。
27.具体地,待贴覆标签上料采用在线打印或者离线标签,所述四轴取标机构抓取标签时,所述y轴模组10和所述x轴模组20将所述取标头43移动至待贴覆标签上方,所述取标头43在所述z轴模组30的作用下轻压标签,真空泵控制所述真空吸盘呈负压状态,以吸附标签;粘贴标签时,所述y轴模组10和所述x轴模组20将所述取标头43移动至工件上方,所述取标头43在所述z轴模组30的作用下,利用标签背面的黏胶使标签粘贴在工件上,真空泵释放,所述真空吸盘呈正压状态,所述取标头43释放标签,然后,所述z轴模组30上移,使所述取标头43与标签脱离。
28.进一步地,还包括ccd视觉检测装置50,所述ccd视觉检测装置50包括上ccd视觉检测组件和下ccd视觉检测组件,所述上ccd视觉检测组件用于对产品定位拍照和标签检测,所述下ccd视觉检测组件用于对标签进行定位拍照。所述上ccd视觉检测组件和所述下ccd视觉检测组件分别包括光源和ccd照相机,所述光源设于所述ccd照相机与待测物体之间,以便于所述ccd照相机采集图像信息。
29.具体地,所述ccd视觉检测装置50用于提高定位贴标的精度,检测并判断标签及贴标工件是否为良品。
30.上述自动贴标进料系统中,所述x轴模组20、所述y轴模组10、所述z轴模组30和所述r轴模组40用于对所述取标头43的精确定位,其中,所述x轴模组20、所述y轴模组10和所述z轴模组30用于调整所述取标头43的位置,所述r轴模组40用于使所述取标头43旋转至所需角度,使所述取标头43准确抓取标签并粘贴于工件上,同时,使用ccd视觉检测装置50对产品和标签进行检测,节省人力物力,提高了生产效率。本实用新型的产品结构简单,易于生产,成本低廉,便于推广。
31.需要说明的是,本实用新型并不局限于上述实施方式,根据本实用新型的创造精神,本领域技术人员还可以做出其他变化,这些依据本实用新型的创造精神所做的变化,都应包含在本实用新型所要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1