一种分体式后撤智能供料器的制作方法
1.本实用新型涉及自动化、非标准自动化的标签供料器和表面贴装技术(smt)周边设备供料器技术领域,尤其涉及一种分体式后撤智能供料器。
背景技术:
2.label feeder、或称为标签供料器、标签供料飞达等。贴标机、贴片机或者自动化非标设备可以从标签供料器上拾取并粘贴标签物料,这种方法比手工粘贴更有效率且更为准确,通过减少人工操作而实现自动化。目前市面上的供料器均为一体式结构,当用户需要更换产线或更换不同规格的带料时,往往需要重新购买并安装相应的供料器,增加了用户的生产成本。在供料器的使用过程中,因为不同卷料所对应的放料机构以及收料机构的宽度不同,而且在现有的供料器中,放料机构以及收料机构都是固定设置于供料器的安装板上,因此,当需要更换不同规格的料带时,便需要对供料器的整机进行更换。同时,被更换下的供料器所对应的生产线如果停工,则这一批供料器将闲置,造成资源的浪费。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种分体式后撤智能供料器。
5.本实用新型的技术方案如下:提供一种分体式后撤智能供料器,包括:第一架构板、设置于所述第一架构板旁侧的第二架构板、设置于所述第二架构板上的放料机构、设置于所述放料机构下方的第一收料机构、设置于所述第一架构板上的压料平台、设置于所述压料平台后端的剥离机构、设置于所述剥离机构后方的防粘平台、以及设置于所述压料机构下方的送料机构,所述送料机构设置于第一收料机构的旁侧,所述第一架构板上设置有第一连接位,所述第二架构板上设置有第二连接位,通过所述第一连接位与第二连接位的配合连接从而将第一架构板与第二架构板进行连接。
6.进一步地,所述第一连接位上设置有若干第一连接孔,所述第二连接位上设置有若干第二连接孔,所述第一连接位与第二连接位上设置有连接块,所述连接块上对应第一连接孔以及第二连接孔分别设置有第三连接孔,通过螺丝依次穿过第三连接孔与第一连接孔或第三连接孔与第二连接孔,从而实现第一架构板与第二架构板的连接。
7.进一步地,所述第一连接位上设置有连接槽,所述第二连接位上对应所述连接槽设置有连接插块,所述连接插块嵌入所述连接槽中,所述连接槽的底部设置有限位块。
8.进一步地,所述连接槽以及连接插块的截面均为等腰梯形。
9.进一步地,所述第一架构板旁侧设置有第三架构板,所述第三架构板上设置有第三连接位,所述第一架构板对应第三连接位设置有第四连接位,所述第三架构板上设置有第二收料机构。
10.进一步地,所述压料平台包括:设置于所述第一架构板上的真空吸板、设置于所述真空吸板后端的气缸安装座、设置于所述气缸安装座上的气缸、设置于所述气缸的输出杆
上的压料板、以及设置于所述真空吸板两侧的活动压料组件。
11.进一步地,所述气缸安装座上设置有两个导向轴,所述导向轴关于气缸对称设置于气缸安装座上,所述导向轴穿过所述压料板。
12.进一步地,所述活动压料组件包括:设置于所述真空吸板上的压料组件固定块、设置于所述压料组件固定块上的若干活页、以及与所述活页连接的压料块,所述压料组件固定块上设置有若干条孔,所述真空吸板上对应所述条孔设置有若干螺纹孔,通过螺丝穿过条孔并锁紧于螺纹孔内从而将活动压料组件固定于真空吸板上。
13.进一步地,所述剥离机构为后撤式剥离机构。
14.采用上述方案,本实用新型通过将放料机构以及第一收料机构设置于第二架构板上,再将第二架构板与第一架构板进行连接固定,从而根据用户的需要进行自定义配置,在需要更换产线或更换带料时,可直接更换设置有相应放料机构以及第一收料机构的第二架构板,减少生产成本支出。
附图说明
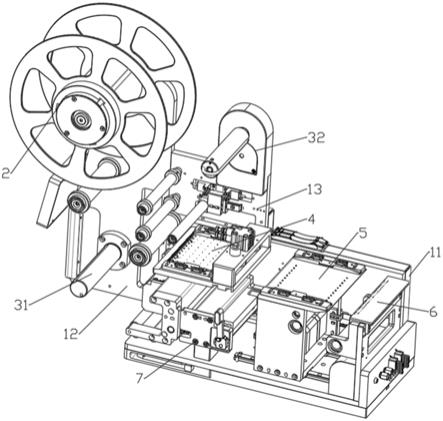
15.图1为本实用新型的结构示意图。
16.图2为本实用新型的后视图。
17.图3为压料平台的结构示意图。
具体实施方式
18.以下结合附图和具体实施例,对本实用新型进行详细说明。
19.请参阅图1、图2,本实用新型提供一种分体式后撤智能供料器,包括:第一架构板11、设置于所述第一架构板11旁侧的第二架构板12、设置于所述第二架构板12上的放料机构2、设置于所述放料机构2下方的第一收料机构31、设置于所述第一架构板11上的压料平台4、设置于所述压料平台4后端的剥离机构5、设置于所述剥离机构5后方的防粘平台6、以及设置于所述压料机构4下方的送料机构7。所述送料机构7设置于第一收料机构31的旁侧,所述第一架构板11上设置有第一连接位,所述第二架构板12上设置有第二连接位,通过所述第一连接位与第二连接位的配合连接从而将第一架构板11与第二架构板12进行连接。
20.本实用新型可适用于不同规格尺寸带料的供料需求。所述带料包括:底纸、以及贴附于底纸上的粘胶带,所述粘胶带上预冲压出若干标签。使用供料器进行供料时,先根据所使用的带料的规格选用装有相应的放料机构2以及第一收料机构31的第二架构板12,并将该第二架构板12连接固定于第一架构板11上。然后将带料套设于所述放料机构2上,然后将带料的前端向前伸出,使其前端穿过压料平台4,然后再紧贴着剥离机构5的上方向前延伸,并在剥离机构5的前端向下翻折,穿过送料机构7,最后卷绕于第一收料机构31上。当带料在剥离机构5的前端向下翻折时,带料上的标签不随着底纸向下翻折,从而在送料机构7进行送料的过程中,标签逐渐从底纸上剥离,最终从底纸上分离并落在防粘平台6上。当用户需要更换产线或者该产线所采用的带料规格有所更换时,可以将第二架构板12从第一架构板11上卸下,并更换设置有相应放料机构2以及第一收料机构31的第二架构板12,从而提高产线变更的效率,同时节省生产支出,节约生产成本。
21.所述第一连接位上设置有若干第一连接孔,所述第二连接位上设置有若干第二连
接孔,所述第一连接位与第二连接位上设置有连接块111,所述连接块111上对应第一连接孔以及第二连接孔分别设置有第三连接孔。通过螺丝依次穿过第三连接孔与第一连接孔或第三连接孔与第二连接孔,从而实现第一架构板与第二架构板的连接。通过连接块111将第二架构板12固定于第一架构板11上,安装简单、快捷,便于进行操作,而且锁紧固定效果较好,适应生产需求。
22.所述第一连接位上也可以设置有连接槽,所述第二连接位上对应所述连接槽设置有连接插块,所述连接插块嵌入所述连接槽中,所述连接槽的底部设置有限位块。所述连接槽以及连接插块的截面均为等腰梯形。通过将连接插块插入连接槽中,并将连接插块滑入至与限位块接触,以此实现第一架构板11与第二架构板12的连接。此连接方式可以节省锁紧连接件的时间,安装便利且不需要借助其他工具,适合大批量更换的情况下使用。
23.所述第一架构板11旁侧设置有第三架构板13,所述第三架构板13上设置有第三连接位,所述第一架构板对应第三连接位设置有第四连接位,所述第三架构板13上设置有第二收料机构32。有些带料上的粘胶带的另一侧设置有覆膜或第二底纸,需要在剥离的过程中将该层覆膜或第二底纸分离。在对该类型带料进行剥离供料时,可将第三架构板13设置于第一架构板11上,并将覆膜/第二底纸卷绕于第二收料机构32上,从而实现带料的剥离供料,提高供料器的通用性,满足用户的使用需求。
24.请参阅图3,所述压料平台4包括:设置于所述第一架构板11上的真空吸板41、设置于所述真空吸板41后端的气缸安装座42、设置于所述气缸安装座42上的气缸43、设置于所述气缸43的输出杆上的压料板44、以及设置于所述真空吸板41两侧的活动压料组件45。在剥离机构5进行剥离的过程中,通过真空吸板41形成负压,将真空吸板41上的带料进行吸附,从而使得带料绷紧于压料平台4与剥离机构5之间,以便于剥离机构5将标签进行剥离。如果采用的带料不便于通过真空吸板41形成负压吸附时,可通过气缸43将压料板44推出并压紧于带料上,从而实现带料的绷紧,便于进行剥离供料。
25.所述气缸安装座42上设置有两个导向轴421,所述导向轴421关于气缸43对称设置于气缸安装座42上,所述导向轴421穿过所述压料板44。通过导向轴421为压料板44的移动提供导向作用,从而保证压料板44的压料效果。
26.所述活动压料组件45包括:设置于所述真空吸板41上的压料组件固定块451、设置于所述压料组件固定块451上的若干活页452、以及与所述活页452连接的压料块453,所述压料组件固定块451上设置有若干条孔454,所述真空吸板41上对应所述条孔454设置有若干螺纹孔411,通过螺丝穿过条孔454并锁紧于螺纹孔411内从而将活动压料组件45固定于真空吸板41上。在安装带料时,将压料块453绕活页452的轴向上翻转,然后将带料穿过真空吸板41的上方,再将压料块453复位,使得压料块453压于带料上方,防止带料在送料机构7进行送料或剥离机构5进行剥离的过程中发生窜动而影响定位效果,保证供料器的正常供料。
27.所述剥离机构5为后撤式剥离机构。后撤式剥离机构可以适用于不同材质、不同规格的带料的送料需求,提高供料器的通用性。
28.综上所述,本实用新型通过将放料机构以及第一收料机构设置于第二架构板上,再将第二架构板与第一架构板进行连接固定,从而根据用户的需要进行自定义配置,在需要更换产线或更换带料时,可直接更换设置有相应放料机构以及第一收料机构的第二架构
板,减少生产成本支出。
29.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1