惰性气体保护粉末真空包装机的制作方法
1.本实用新型属于真空包装技术领域,具体涉及一种惰性气体保护粉末真空包装机。
背景技术:
2.3d打印通常是采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。金属3d打印最常见的形式是粉末床熔融。这类工艺使用热源逐点将粉末颗粒熔融在一起,逐层加工至物件完成。粉末床熔融系统有热源和粉末分布控制机制。3d打印所使用的金属粉末的粒径、球形度、纯度会影响金属粉末的流动性,而流动性是3d打印用金属粉末好坏的重要指标,它会直接影响3d打印工件成型质量。3d打印用金属粉末不能直接暴漏在空气中,因为空气中含有水蒸汽、氧气、氮气、氢气等气体,金属粉末容易与这些气体发生化学反应,从而影响金属粉末的纯度,同时水蒸气会使金属粉末吸附粘结成团,从而影响金属粉末的流动性,最终会直接影响3d打印工件成型质量,所以3d打印用金属粉末的存储、运输环境很重要。
3.为了控制3d打印用金属粉末存储环境中的水蒸汽、氧气、氮气、氢气等气体的含量,我们开发了一款惰性气体保护粉末真空包装机。
技术实现要素:
4.本实用新型的目的是针对上述问题,提供一种设计合理,可有效保护3d打印金属粉末的惰性气体保护粉末真空包装机。
5.为达到上述目的,本实用新型采用了下列技术方案:本惰性气体保护粉末真空包装机,包括具有工作舱的包装箱体,包装箱体一侧设置有与内部工作舱连通且可开闭的粉料进出口,工作舱连通有将工作舱内部气体抽出的抽真空管路系统,工作舱连通有朝向工作舱内输入惰性气体或空气的供气管路系统,包装箱体上设置有与工作舱内部相对的透明观察窗口,包装箱体另一侧设置有至少一个可开闭的操作口,操作口与工作舱连通且操作口内侧连接有将操作口内外隔断的防静电手套。装好3d打印金属粉末的粉罐送入工作舱内,在抽真空管路系统作用下抽成真空后又通过供气管路系统充入惰性气体,然后在外部通过防静电手套手动对装有3d打印金属粉末的粉罐进行封装操作,从而保证粉罐内充满惰性气体保护,在惰性气体的保护下,3d打印用金属粉末不会被氧化,3d打印金属粉末可以长时间存储,可以很好地保证3d打印成型质量。
6.在上述的惰性气体保护粉末真空包装机中,包装箱体内设置有用于安装抽真空管路系统和供气管路系统的安装腔体,安装腔体设置在工作舱下方且安装腔体前方设置有可开闭的对开门,包装箱体下方设置有万向轮组件以及支座。安装腔体用于安装抽真空管路系统和供气管路系统,同时提供一定的操作平台。
7.在上述的惰性气体保护粉末真空包装机中,抽真空管路系统包括安装在安装腔体
内的真空泵,真空泵通过真空管与工作舱连通,真空泵与安装在安装腔体内的通断阀连通。真空管上安装有通断阀,通断阀用于接通和隔断真空泵与工作舱的连通状态,通断阀打开和关闭受电磁阀的控制。抽真空管路系统负责将工作舱内的空气或惰性气体抽出,用于形成真空环境或回收惰性气体,防止工作舱打开后惰性气体浓度过高对人体造成影响。
8.在上述的惰性气体保护粉末真空包装机中,供气管路系统包括惰性气体供气组件以及空气供气组件。供气管路系统中的惰性气体供气组件以及空气供气组件独立工作,分别完成空气和惰性气体的填充。
9.在上述的惰性气体保护粉末真空包装机中,惰性气体供气组件包括惰性气体进气管,惰性气体进气管与工作舱连通且惰性气体进气管上配备有电磁阀。抽真空管路系统将工作舱抽到负压后,冲入惰性气体,循环抽气以及充入惰性气体,直到粉罐内外压力平衡并且氧气浓度下降到一定范围后封装粉罐,保证冲完惰性气体后工作舱内压力与外界大气压一致,避免粉罐因压差容易漏气或者无法打开。在惰性气体保护粉末真空包装机密闭的工作舱内进行粉末包装操作时会产生粉尘云,若粉末的燃点较低,粉尘浓度达一定值,工作舱内又存在空气时,这样就形成了爆炸性粉尘环境,极易发生燃烧爆炸事故,惰性气体替换工作舱内的空气,可有效的避免粉尘爆炸风险。
10.在上述的惰性气体保护粉末真空包装机中,空气供气组件包括空气进气管,空气进气管与工作舱连通且空气进气管上配备有电磁阀和过滤器。当封装完成后需要打开粉料进出口时,抽真空管路系统抽气,然后空气供气组件朝向工作舱充入空气,循环多次后检测到氧含量和压力达到设定标准值,手动打开粉料进出口,取出封装好的粉罐。
11.在上述的惰性气体保护粉末真空包装机中,安装腔体内设置有控制箱,控制箱与电磁阀、通断阀以及真空泵连接。控制箱用于协调电磁阀、通断阀以及真空泵的工作。控制箱控制真空泵的启停、电磁阀的通断,并进行氧含量及压力的监测,以完成抽真空、充氩气以及进排气等动作。
12.在上述的惰性气体保护粉末真空包装机中,粉料进出口包括相对包装箱体凸出的进出框口,进出框口外部一侧转动连接有将进出框口封闭的舱门,粉料进出口上方设置有可折叠显示屏,显示屏主要用于显示整机的参数、状态以及设备操作按钮。操作口外部一侧转动连接有将操作口封闭的盖体。通过操作口内的防静电手套对工作舱内部的粉罐进行操作。
13.在上述的惰性气体保护粉末真空包装机中,包装箱体上方外部贴合分布有呈网格状的加强条,加强条与工作舱相对,加强条为空心方筒。由于工作舱处于真空状态时,包装箱体受到外部大气压施加的压力,加强条防止其箱体发生变形。
14.在上述的惰性气体保护粉末真空包装机中,包装箱体上端设置有与内部工作舱连通的压力传感器、氧传感器及湿度传感器。压力传感器、氧传感器及湿度传感用于检测工作舱内部气压、氧气含量以及环境湿度,从而判断是否开闭工作舱门以及进行粉末封装。
15.与现有的技术相比,本实用新型的优点在于:可快速抽掉工作舱、粉罐内及金属粉末间充斥的空气,并快速的往工作舱、粉罐内及金属粉末间填充惰性气体,防止金属粉末被氧化、吸收空气中的水分,可有效保证金属粉末的纯度;惰性气体不与粉末包装时形成的粉尘云发生反应,同时采用防静电操作手套,可有效预防工作舱进行粉末封装时发生粉尘爆炸的风险;配备压力传感器、氧气传感器和湿度传感器进行压力、氧含量和湿度监测,并自
动完成抽真空、充惰性气体等动作,保证工作舱内压力、氧含量和湿度在整个包装过程中处于设定范围内,设备更安全、更可靠;包装完成后,工作舱内的惰性气体可以通过抽真空管路系统回收,从而减少惰性气体的浪费以及开门时对人体的呼吸影响;配备透视观察窗,人可实时观察舱内情况,方便进行粉末的包装操作。
附图说明
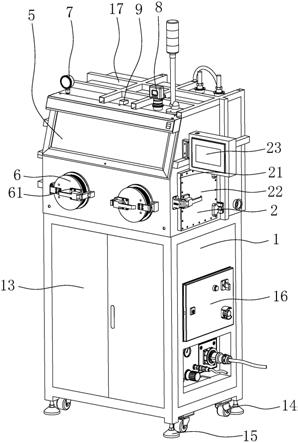
16.图1是本实用新型的结构示意图;
17.图2是本实用新型的另一个视角的结构示意图;
18.图3是本实用新型的另一个视角的结构示意图;
19.图中,包装箱体1、工作舱11、安装腔体12、对开门13、万向轮组件14、支座15、控制箱16、加强条17、粉料进出口2、进出框口21、舱门22、可折叠显示屏23、抽真空管路系统3、真空泵31、真空管32、通断阀33、电磁阀34、供气管路系统4、惰性气体供气组件41、空气供气组件42、惰性气体进气管43、空气进气管44、过滤器45、透明观察窗口5、操作口6、盖体61、压力传感器7、氧传感器8、湿度传感器9。
具体实施方式
20.下面结合附图和具体实施方式对本实用新型做进一步详细的说明。
21.如图1
‑
3所示,本惰性气体保护粉末真空包装机,包括具有工作舱11的包装箱体1,包装箱体1一侧设置有与内部工作舱11 连通且可开闭的粉料进出口2,工作舱11连通有将工作舱11内部气体抽出的抽真空管路系统3,工作舱11连通有朝向工作舱11 内输入惰性气体或空气的供气管路系统4,包装箱体1上设置有与工作舱11内部相对的透明观察窗口5,包装箱体1另一侧设置有两个操作口6,操作口6与工作舱11连通且操作口6内侧连接有将操作口6内外隔断的防静电手套。打开粉料进出口2后,将装有3d打印粉末的粉罐放入工作舱11内进行封装。抽真空管路系统3启动将工作舱11抽成真空,供气管路系统4朝向工作舱 11冲入惰性气体,当工作舱11内压力与外界大气压一致,并且氧气浓度、环境湿度下降到设定范围后开始进行粉罐的包装,此时打开操作口6,操作者的手伸入防静电手套内手动完成粉罐包装。之后抽真空管路系统3启动将惰性气体抽出并由供气管路系统4冲入空气,待内外气压平衡并且氧含量上升至设定值时,打开粉料进出口2取出封装完成后的金属粉末。
22.具体地,包装箱体1内设置有用于安装抽真空管路系统3和供气管路系统4的安装腔体12,安装腔体12设置在工作舱11下方且安装腔体12前方设置有可开闭的对开门13,包装箱体1下方设置有万向轮组件14以及支座15。包装箱体1可移动或移动,安装腔体12留有充足的空间安装抽真空管路系统3和供气管路系统4等部件。
23.深入地,抽真空管路系统3包括安装在安装腔体12内的真空泵31,真空泵31通过真空管32与工作舱11连通,真空管32上安装有用于接通和隔断真空泵31与工作舱11的通断阀33,通断阀33打开和关闭由电磁阀34控制。真空泵31将空气或惰性气体从工作舱11内抽出,通过压力传感器7检测工作舱11内真空压力达到设定值后,真空泵31停止工作,供气管路系统4充入惰性气体,循环多次,直到氧含量、工作舱11内湿度下降至设定值时,完成工作舱11内部洗气流程。
24.进一步地,供气管路系统4包括惰性气体供气组件41以及空气供气组件42。当工作
舱11处于真空环境时,供气管路系统4 在负压作用下朝向工作舱11内部充入空气或惰性气体。
25.更进一步地,惰性气体供气组件41包括惰性气体进气管43,惰性气体进气管43与工作舱11连通且惰性气体进气管43上配备有电磁阀34。电磁阀34控制惰性气体进气管43的通断,惰性气体进气管43延伸至包装箱体1外部。
26.除此之外,空气供气组件42包括空气进气管44,空气进气管44与工作舱11连通且空气进气管44上配备有电磁阀34和过滤器45。抽真空管路系统3将工作舱11抽真空,直到内部气压下降至设定值,真空泵31停止工作,空气供气组件42朝向工作舱11内部充入空气,循环多次,直到氧含量和内部气压达到设定值时,完成换气流程。
27.同时,安装腔体12内设置有控制箱16,控制箱16与电磁阀34、通断阀33以及真空泵31连接。控制箱16控制电磁阀34、通断阀33以及真空泵31的工作。控制箱16控制真空泵31的启停、电磁阀34的通断,并进行氧含量及压力的监测,以完成抽真空、充氩气以及进排气等动作。
28.可见地,粉料进出口2包括相对包装箱体1凸出的进出框口 21,进出框口21外部一侧转动连接有将进出框口21封闭的舱门 22,操作口6外部一侧转动连接有将操作口6封闭的盖体61。粉料进出口2和操作口6在抽气和充气时处于关闭状态,待工作舱 11内的粉罐内外压力平衡后开启。
29.很明显,包装箱体1上方外部贴合分布有呈网格状的加强条 17,加强条17与工作舱11相对,加强条17为空心方筒。加强条 17分布在工作舱11外部上方及侧面,提高其抗形变能力。
30.优选地,包装箱体1上端设置有与内部工作舱11连通的压力传感器7、氧传感器8和湿度传感器9。根据压力传感器7以及氧传感器8采集到的气压以及氧浓度数值,相应的控制箱16通过电磁阀34、隔膜阀33以及真空泵31启动洗气或换气流程。
31.综上所述,本实施例的原理在于:装有3d打印粉末的罐体放入工作舱11内后,由抽真空管路系统3抽成真空再由供气管路系统4充入惰性气体,直到内部氧气浓度下及工作舱11内湿度降至设定值,操作者在包装箱体1外通过操作口6以及防静电手套进行粉罐封装,由透明观察窗口5观察操作,封装完成后依次抽出惰性气体并充入空气,待工作舱11内压力与外界大气压压力一致后,打开粉料进出口2的舱门22,并取出封装完成的金属粉末。
32.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
33.尽管本文较多地使用了包装箱体1、工作舱11、安装腔体12、对开门13、万向轮组件14、支座15、控制箱16、加强条17、粉料进出口2、进出框口21、舱门22、可折叠显示屏23、抽真空管路系统3、真空泵31、真空管32、通断阀33、电磁阀34、供气管路系统4、惰性气体供气组件41、空气供气组件42、惰性气体进气管43、空气进气管44、过滤器45、透明观察窗口5、操作口 6、盖体61、压力传感器7、氧传感器8、湿度传感器9等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1