一种高效颗粒橡胶打包机的制作方法
1.本实用新型涉及打包设备技术领域,特别涉及一种高效颗粒橡胶打包机。
背景技术:
2.目前销售颗粒状橡胶的电商多采用人工称量、装袋的方式,步骤繁杂,且橡胶颗粒易撒落,造成极大浪费,且在市场上很多橡胶颗粒称重主要由人工进行,在称重精度要求比较高的情况下,称重效率明显下降,比较费时费力,并且在称重过程中造成撒落,因而造成不必要的浪费。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有技术的缺陷,提供一种高效颗粒橡胶打包机,首先接通电源将电子秤输入到指定的称重数值,紧接着将准备好的塑料颗粒放入到盛料斗内,在气泵的强大气压下,塑料颗粒通过输料导管被输入到输料口,而后进入料斗开始下料,当压力感应器中的塑料颗粒物的重量即将达到设定的值时,电动阀门关闭,料斗停止下料,紧接着转轴开始转动使压力感应器上的塑料颗粒被翻动下来,当翻落下来的塑料颗粒触碰到感应器时,电动出料门迅速被打开,紧接着包装接收器接收到来自信号发生源的信号,同时一侧的真空泵启动,真空吸盘从放袋槽中取出一个包装袋,并移动至电动出料门的下方,紧接着滑块顺着导轨将袋子进行固定,而后塑料颗粒被装入到袋子中,且当放袋槽下方的称重感应器感应到设定的值时,最终被封口感应器感应到,紧接着热流板与夹棒从两侧压合包装袋,加热封合袋口,这时定量封装完成,最后热流板与夹棒、真空吸盘依次复位,从而完成输送料、称重和打包的整个过程,且只需将物料和包装袋分别放入盛料斗和放袋槽中即可自动地称重、包装,大大减少了使用者的工作量,且通过输料导管进行输送塑料颗粒有效避免了颗粒撒落浪费。
4.为了解决上述技术问题,本实用新型提供了如下的技术方案:
5.本实用新型一种高效颗粒橡胶打包机,包括固定底座,所述固定底座的上端设置有连接法兰,所述连接法兰的一侧设置有气泵,所述气泵的一侧设置有固定架,所述固定架的上端连接有盛料斗,所述盛料斗的一侧设置有输料导管,所述输料导管的上端设置有端盖,所述端盖的下端连接有出料口,所述出料口的下端连接有料斗,所述料斗的下端连接有接口,所述接口的下端设置有电机阀门,所述电机阀门的一侧设置有打包体,所述打包体的一侧设置有电子承重台,所述电子承重台的下端设置有压力感应器,所述压力感应器的下端设置有转轴,所述转轴的下端设置有感应器,所述感应器的一侧设置有导轨,所述导轨的一侧设置有滑块,所述滑块的一侧设置有信号接收器,所述信号接收器的一侧设置有电动出料门,所述电动出料门的下端设置有放袋槽,所述放袋槽的一侧设置有热流板,所述热流板的下端设置有封口感应器,所述封口感应器的下端设置有真空泵,所述真空泵的下端设置有包装接收器,所述包装接收器的一侧连接有伸缩杆,所述伸缩杆的一侧设置有真空吸盘,所述真空吸盘的一侧设置有夹棒,所述夹棒的一侧设置有称重感应器,所述称重感应器
的一侧设置有吸风机,所述吸风机的一侧设置有数据传导线,所述数据传导线的一侧设置有底座,所述底座的上端连接有支撑柱,所述支撑柱的上端连接有电子秤。
6.作为本实用新型的一种优选技术方案,所述气泵通过螺旋的方式与连接法兰相互连接,所述连接法兰通过焊接的方式与输料导管相互连接,所述输料导管呈中空圆柱体结构,所述输料导管的长度为1.5m
‑
2m,所述输料导管的直径为0.20m
‑
0.25m,所述输料导管采用铝合金材料制作而成。
7.作为本实用新型的一种优选技术方案,所述出料口通过焊接的方式与料斗相互连接,所述料斗呈圆锥体中空结构,所述料斗采用不锈钢材料制作而成。
8.作为本实用新型的一种优选技术方案,所述底座通过焊接的方式与支撑柱相互连接,所述支撑柱通过螺旋的方式与电子秤相互连接。
9.作为本实用新型的一种优选技术方案,所述放袋槽位于打包体下端三分之一处,所述放袋槽采用铝合金制作而成。
10.作为本实用新型的一种优选技术方案,所述封口感应器通过螺旋的方式与伸缩杆相互连接,所述伸缩杆通过螺旋的方式与真空吸盘相互连接,所述真空吸盘采用软质pvc材料制作而成。
11.作为本实用新型的一种优选技术方案,所述导轨与滑块通过卡合的方式连接。
12.作为本实用新型的一种优选技术方案,所述压力感应器的中间位置镶嵌有转轴,所述转轴采用钢材材料制作而成。
13.与现有技术相比,本实用新型的有益效果如下:
14.本实用新型可做到将电子秤输入到指定的称重数值,紧接着将准备好的塑料颗粒放入到盛料斗内,在气泵的强大气压下,塑料颗粒通过输料导管被输入到输料口,而后进入料斗开始下料,当压力感应器中的塑料颗粒物的重量即将达到设定的值时,电动阀门关闭,料斗停止下料,紧接着转轴开始转动使压力感应器上的塑料颗粒被翻动下来,当翻落下来的塑料颗粒触碰到感应器时,电动出料门迅速被打开,紧接着包装接收器接收到来自信号发生源的信号,同时一侧的真空泵启动,真空吸盘从放袋槽中取出一个包装袋,并移动至电动出料门的下方,紧接着滑块顺着导轨将袋子进行固定,而后塑料颗粒被装入到袋子中,且当放袋槽下方的称重感应器感应到设定的值时,最终被封口感应器感应到,紧接着热流板与夹棒从两侧压合包装袋,加热封合袋口,这时定量封装完成,最后热流板与夹棒、真空吸盘依次复位,从而完成输送料、称重和打包的整个过程,且只需将物料和包装袋分别放入盛料斗和放袋槽中即可自动地称重、包装,大大减少了使用者的工作量,且通过输料导管进行输送塑料颗粒有效避免了颗粒撒落浪费。
附图说明
15.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
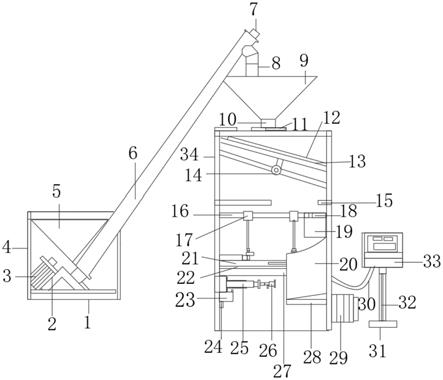
16.图1是本实用新型的整体结构示意图;
17.图中:1、固定底座;2、连接法兰;3、气泵;4、固定架;5、盛料斗;6、输料导管;7、端盖;8、出料口;9、料斗;10、接口;11、电机阀门;12、电子承重台;13、压力感应器;14、转轴;15、感应器;16、导轨;17、滑块;18、信号接收器;19、电动出料门;20、放袋槽;21、热流板;22、
封口感应器;23、真空泵;24、包装接收器;25、伸缩杆;26、真空吸盘;27、夹棒;28、称重感应器;29、吸风机;30、数据传导线;31、底座;32、支撑柱;33、电子秤。
具体实施方式
18.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
19.实施例1
20.如图1所示,本实用新型提供一种高效颗粒橡胶打包机,包括固定底座1,固定底座1的上端设置有连接法兰2,连接法兰2的一侧设置有气泵3,气泵3的一侧设置有固定架4,固定架4的上端连接有盛料斗5,盛料斗5的一侧设置有输料导管6,输料导管6的上端设置有端盖7,端盖7的下端连接有出料口8,出料口8的下端连接有料斗9,料斗9的下端连接有接口10,接口10的下端设置有电机阀门11,电机阀门11的一侧设置有打包体34,打包体34的一侧设置有电子承重台12,电子承重台12的下端设置有压力感应器13,压力感应器13的下端设置有转轴14,转轴14的下端设置有感应器15,感应器15的一侧设置有导轨16,导轨16的一侧设置有滑块17,滑块17的一侧设置有信号接收器18,信号接收器18的一侧设置有电动出料门19,电动出料门19的下端设置有放袋槽20,放袋槽20的一侧设置有热流板21,热流板21的下端设置有封口感应器22,封口感应器22的下端设置有真空泵23,真空泵23的下端设置有包装接收器24,包装接收器24的一侧连接有伸缩杆25,伸缩杆25的一侧设置有真空吸盘26,真空吸盘26的一侧设置有夹棒27,夹棒27的一侧设置有称重感应器28,称重感应器28的一侧设置有吸风机29,吸风机29的一侧设置有数据传导线30,数据传导线30的一侧设置有底座31,底座31的上端连接有支撑柱32,支撑柱32的上端连接有电子秤33。
21.气泵3通过螺旋的方式与连接法兰2相互连接,连接法兰2通过焊接的方式与输料导管6相互连接,输料导管6呈中空圆柱体结构,输料导管6的长度为1.5m
‑
2m,输料导管6的直径为0.20m
‑
0.25m,输料导管6采用铝合金材料制作而成。
22.出料口8通过焊接的方式与料斗9相互连接,料斗9呈圆锥体中空结构,料斗9采用不锈钢材料制作而成,且料斗9不易生锈,提高塑料颗粒的质量。
23.底座31通过焊接的方式与支撑柱32相互连接,支撑柱32通过螺旋的方式与电子秤33相互连接,使电子秤33有效地被固定起来。
24.放袋槽20位于打包体34下端三分之一处,放袋槽20采用铝合金制作而成,且放袋槽20不易生锈,保持装塑料颗粒的良好环境,提高塑料颗粒在装取的质量。
25.封口感应器22通过螺旋的方式与伸缩杆25相互连接,伸缩杆25通过螺旋的方式与真空吸盘26相互连接,真空吸盘26采用软质pvc材料制作而成,且真空吸盘26的吸附力比较强,可较好的吸取袋子。
26.导轨16与滑块17通过卡合的方式连接,通过滑块17顺着导轨16将袋子进行固定。
27.压力感应器13的中间位置镶嵌有转轴14,转轴14采用钢板材料制作而成,转轴14转动使压力感应器13上的塑料颗粒被翻动下来。
28.工作原理:首先接通电源将电子秤33输入到指定的称重数值,紧接着将准备好的塑料颗粒放入到盛料斗5内,在气泵3的强大气压下,塑料颗粒通过输料导管6被输入到出料口8,而后进入料斗9开始下料,当压力感应器13中的塑料颗粒物的重量即将达到设定的值
时,电动阀门11关闭,料斗9停止下料;紧接着转轴14开始转动使压力感应器13上的塑料颗粒被翻动下来,当翻落下来的塑料颗粒触碰到感应器15时,电动出料门19迅速被打开,紧接着包装接收器24接收到来自信号发生源18的信号,同时一侧的真空泵23启动,真空吸盘26从放袋槽20中取出一个包装袋,并移动至电动出料门19的下方,紧接着滑块17顺着导轨16将袋子进行固定,而后塑料颗粒被装入到袋子中,且当放袋槽20下方的称重感应器28感应到设定的值时,最终被封口感应器22感应到,紧接着热流板21与夹棒27从两侧压合包装袋,加热封合袋口,这时定量封装完成,最后热流板21与夹棒27、真空吸盘26依次复位,从而完成输送料、称重和打包的整个过程。
29.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序,而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
30.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1