西林瓶包装输送系统的制作方法
1.本实用新型涉及西林瓶包装设备技术领域,更具体地说,特别涉及一种西林瓶包装输送系统。
背景技术:
2.西林瓶是一种硼硅玻璃或钠钙玻璃管制(模制)的注射剂瓶,通常情况下是一种胶塞和铝塑组合盖封口的小瓶子。
3.在现有技术中,在西林瓶的包装过程中,对于西林瓶在包装上的摆放通常是采用吸盘夹具实现的,即通过吸盘夹具一次性“吸住”多个西林瓶,然后通过机械手将吸盘夹具转移至包装上,再将西林瓶放下,从而完成西林瓶的转移与摆放。然后,装有西林瓶的包装(塑料托)再通过输送系统输送至下一个工位进行纸盒包装。在西林瓶装入到塑料托上时,一般是要求西林瓶上的标签朝上设置,然而,在现有技术中,经常会出现西林瓶标签朝向的情况,造成西林瓶包装不符合要求的问题。
技术实现要素:
4.(一)技术问题
5.综上所述,如何提供一种能够对不同直径的西林瓶进行有效夹取,同时还具有西林瓶标签检测功能的西林瓶输送系统,成为了本领域技术人员亟待解决的问题。
6.(二)技术方案
7.本实用新型提供了一种西林瓶包装输送系统,该西林瓶包装输送系统包括:
8.用于对西林瓶进行输送的前置输送带;
9.按包装输送工艺顺序设置于所述前置输送带后方的西林瓶标签检测组件,用于对西林瓶进行输送并可在输送过程中对西林瓶上的标签位置进行检测;
10.按包装输送工艺顺序设置于所述西林瓶标签检测组件后方的西林瓶包装组件,用于将通过标签检测的西林瓶分装到包装内;
11.以及,按包装输送工艺顺序设置于所述西林瓶包装组件后方的西林瓶输出组件,用于将西林瓶成品包装有序输出。
12.优选地,在本实用新型所提供的西林瓶包装输送系统中,所述前置输送带为皮带式输送带,于所述前置输送带上设置有用于放置西林瓶的卡槽单元,所述卡槽单元具有用于容纳一个西林瓶的卡槽;所述西林瓶标签检测组件包括:支撑组件,所述支撑组件包括有支撑板,所述支撑板竖直设置于所述前置输送带的一侧,于所述支撑板上可旋转地设置有支撑转台;旋转组件,所述旋转组件包括有安装板、伸缩轴以及旋转轴,所述伸缩轴可沿垂直于所述前置输送带的输送方向做伸缩运动,所述旋转轴与所述伸缩轴同轴设置,所述旋转轴通过联轴装置可旋转地装配于所述伸缩轴的轴端,所述旋转轴通过所述联轴装置可随所述伸缩轴做伸缩运动,于所述旋转轴上套设有旋转套,所述旋转套与所述旋转轴键连接,所述旋转套可带动所述旋转轴旋转并可相对于所述旋转轴滑动,所述安装板设置于所述前
置输送带的另一侧并与所述支撑板相对设置,所述旋转轴可旋转地设置于所述支撑板上并与所述支撑转台相对设置,所述旋转轴与所述支撑转台之间形成有用于夹装西林瓶的转动调整间隙,与所述旋转套动力连接有旋转驱动装置,与所述伸缩轴连接有伸缩驱动装置;控制系统,所述控制系统包括有控制器以及与所述控制器信号连接的检测装置,所述检测装置用于检测所述前置输送带上西林瓶上标签的位置,所述控制器与所述前置输送带、所述旋转驱动装置以及所述伸缩驱动装置控制连接。
13.优选地,在本实用新型所提供的西林瓶包装输送系统中,一个所述支撑转台与一组所述旋转组件形成有一套用于旋转西林瓶的调整组,所述调整组设置有多个,全部的所述调整组沿所述前置输送带的输送方向等间隔设置。
14.优选地,在本实用新型所提供的西林瓶包装输送系统中,所述伸缩驱动装置包括有气缸以及与所述气缸连接的气源,所述伸缩轴为所述气缸的气缸轴;或,所述伸缩驱动装置包括有液压缸以及与所述液压缸连接的液压源,所述伸缩轴为液压缸的液压缸轴;所述旋转驱动装置为步进电机,所述旋转套的外侧面设置有皮带槽,于所述步进电机的电机轴上设置有皮带轮,所述旋转套与所述皮带轮之间通过皮带动力连接;所述联轴装置包括有安装管,所述安装管的一端设置有环形的卡槽,于所述卡槽内可转动地设置有卡盘,于所述卡盘的中点上是设置有与所述卡盘垂直的连杆;所述安装管的另一端与所述旋转轴或所述伸缩轴的轴端连接,所述连杆与所述伸缩轴或所述旋转轴的轴端连接。
15.优选地,在本实用新型所提供的西林瓶包装输送系统中,所述西林瓶包装组件包括多轴机械臂以及设置于所述多轴机械臂上的西林瓶夹取装置,所述多轴机械臂设置于所述前置输送带的一侧,用于带动所述西林瓶夹取装置安装既定轨迹进行运动;所述西林瓶夹取装置包括:夹具主体,所述夹具主体包括有安装架,于所述安装架上设置有滑杆,所述安装架设置于所述多轴机械臂上;夹具单元,所述夹具单元设置有多个,所述夹具单元可滑动地设置于所述滑杆上,于所述夹具单元上设置有用于吸住西林瓶的负压吸头,于所述夹具单元上设置有用于通过负压管与负压源连接的负压管接头,于所述夹具单元内设置有负压气路,所述负压气路与所述负压吸头以及负压管接头连接、用于实现所述负压吸头与所述负压管接头的连接;间距调节组件,所述间距调节组件包括连杆伸缩架以及动力装置,所述动力装置包括有可伸缩的伸缩轴,所述连杆伸缩架包括有连杆,两个所述连杆的中部铰接并形成x形结构的铰接单元,所述铰接单元设置有多个,多个所述铰接单元沿直线依次排列设置,相邻的两个所述铰接单元中、所述连杆的端部铰接,在所述连杆伸缩架中、第一个所述铰接单元的铰接点为固定铰接点、其他所述铰接单元的铰接点为可动铰接点,所述固定铰接点设置于所述安装架上,所述动力装置固定设置于所述安装架上并靠近第一个所述铰接单元,所述伸缩轴与所述可动铰接点连接,用于驱动所述可动铰接点沿所述滑杆的轴线方向移动,所述滑动铰接点与所述夹具单元连接,用于驱动所述夹具单元在所述滑杆上滑动实现相邻两个所述夹具单元之间间距的调节。
16.优选地,在本实用新型所提供的西林瓶包装输送系统中,于所述夹具单元上开设有装配孔,于所述装配孔中设置有直线轴承,所述夹具单元通过所述直线轴承可滑动地装配于所述滑杆上;所述滑杆设置有至少两个,全部的所述滑杆平行设置,所述夹具单元同时与至少两个所述滑杆滑动配合;所述夹具单元上设置有至少两个所述负压吸头,在同一个所述夹具单元上设置的全部所述负压吸头沿垂直于所述滑杆的轴线的方向排列设置;在同
一个所述夹具单元上设置的所述负压吸头之间等间隔设置。
17.优选地,在本实用新型所提供的西林瓶包装输送系统中,于所述铰接单元上设置有用于对可动铰接点的滑动进行限位的限位块。
18.优选地,在本实用新型所提供的西林瓶包装输送系统中,所述西林瓶输出组件包括:用于对西林瓶包装盒进行输送的包装盒输送带,所述包装盒输送带的起始端与所述前置输送带的结束端部分重叠,在所述包装盒输送带与所述前置输送带的重叠部位设置有所述西林瓶包装组件,通过所述西林瓶包装组件将所述前置输送带上的西林瓶转移至所述包装盒输送带上的包装盒内,所述包装盒输送带的上侧面为用于放置西林瓶包装盒的输送面,所述输送面为平面;设置于所述包装盒输送带侧边上的栏板,所述栏板相对于所述输送面竖直设置,所述栏板设置有至少两个,两个所述栏板可活动地设置于所述输送面上,所述栏板与所述输送面之间的间隙小于西林瓶包装盒的厚度,两个所述栏板之间间隔设置并形成有仅用于一个西林瓶包装盒通过的调整间隙。
19.优选地,在本实用新型所提供的西林瓶包装输送系统中,所述栏板包括有后段以及前段,沿所述包装盒输送带对西林瓶包装盒的输送方向,所述前段相对于所述包装盒输送带的输送方向倾斜设置,所述后段与所述包装盒输送带的输送方向平行设置;在两个所述栏板中,两个所述栏板所具有的所述前段相对设置并形成有调整间隙逐渐缩小的喇叭口结构;于所述前段上设置有用于与西林瓶包装盒的外侧面滚动接触的导向滚轮。
20.优选地,在本实用新型所提供的西林瓶包装输送系统中,位于所述包装盒输送带的上方并相对于所述调整间隙设置有包装压紧组件;所述包装压紧组件包括有压紧头,所述压紧头可朝向所述输送面方向做上下运动,所述压紧头用于对通过所述调整间隙的西林瓶包装盒进行下压;所述包装压紧组件还包括有驱动装置,所述驱动装置与所述压紧头连接,用于驱动所述压紧头进行上下运动;于所述压紧头的下侧面设置有柔性垫,所述柔性垫为橡胶垫或海绵垫。
21.(三)有益效果
22.本实用新型提供了一种西林瓶包装输送系统,该西林瓶包装输送系统包括:用于对西林瓶进行输送的前置输送带;按包装输送工艺顺序设置于前置输送带后方的西林瓶标签检测组件,用于对西林瓶进行输送并可在输送过程中对西林瓶上的标签位置进行检测;按包装输送工艺顺序设置于西林瓶标签检测组件后方的西林瓶包装组件,用于将通过标签检测的西林瓶分装到包装内;以及,按包装输送工艺顺序设置于西林瓶包装组件后方的西林瓶输出组件,用于将西林瓶成品包装有序输出。前置输送带用于将散装的西林瓶进行有序整齐地输送,西林瓶在前置输送带上进行输送时,首先由西林瓶标签检测组件进行标签检测与标签位置调整,从而使得前置输送带上西林瓶其标签位置全部符合包装要求,之后,西林瓶由西林瓶包装组件装入到塑料托上,这样多个西林瓶以及塑料托可以同时装入到纸盒中完成西林瓶的入托与打包,最后,再由西林瓶输出组件将包装好的西林瓶有序整齐地输出。本实用新型不仅集成程度高,系统占地面积小,更重要地是本实用新型能够机械化同时完成西林瓶的输送与包装,提高西林瓶的包装效率,节约了人力资源。
附图说明
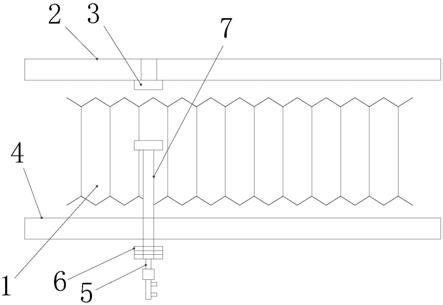
23.图1为本实用新型实施例中西林瓶包装输送系统的结构示意图。
24.在图1中,部件名称与附图编号的对应关系为:
25.输送带1、支撑板2、支撑转台3、安装板4、伸缩轴5、旋转轴6、旋转套7。
具体实施方式
26.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
27.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
28.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
29.请参考图1,图1为本实用新型实施例中西林瓶标签检测输送装置的局部结构示意图。
30.本实用新型提供了一种西林瓶包装输送系统,可以实现对西林瓶的输送与包装。
31.在本实用新型中,该西林瓶包装输送系统包括:用于对西林瓶进行输送的前置输送带;按包装输送工艺顺序设置于前置输送带后方的西林瓶标签检测组件,用于对西林瓶进行输送并可在输送过程中对西林瓶上的标签位置进行检测;按包装输送工艺顺序设置于西林瓶标签检测组件后方的西林瓶包装组件,用于将通过标签检测的西林瓶分装到包装内;以及,按包装输送工艺顺序设置于西林瓶包装组件后方的西林瓶输出组件,用于将西林瓶成品包装有序输出。
32.其中,前置输送带为皮带式输送带,于前置输送带上设置有用于放置西林瓶的卡槽单元,卡槽单元具有用于容纳一个西林瓶的卡槽。
33.前置输送带是实现西林瓶有序输送的输送装置,只有对西林瓶进行有序输送,才能够实现对每一个西林瓶上标签位置的检测与调整,同时,还能够实现下游工序中西林瓶在包装盒中整齐的码放。
34.西林瓶一般都是圆柱体结构的玻璃瓶,因此,基于西林瓶的结构特点,本实用新型中前置输送带采用了皮带式输送带的结构方案。在采用皮带式输送带时,于前置输送带上设置有用于放置西林瓶的卡槽单元,卡槽单元由塑料材料制成或者由橡胶材料制成,尤其是在采用橡胶材料作为卡槽单元的制造材料时,卡槽单元的整体具有一定的单行,可以在接收西林瓶时对西林瓶提供缓冲作用,降低西林瓶发生碰撞破损的几率。
35.进一步地,卡槽单元为一体式结构,并且,卡槽单元具有用于容纳一个西林瓶的卡槽,也就是说,在本实用新型中,一个卡槽单元仅能够容纳一个西林瓶,这样才能够保证西林瓶的有序输送。
36.具体地,卡槽单元是通过螺栓连接的方式固定设置在前置输送带 (皮带式输送
带)上,其便于卡槽单元的安装,也便于卡槽单元的更换,也能够使得前置输送带的整体结构较为精简。
37.前置输送带优先为直线型输送带,在直线型输送带的起始端设置了工位,由人工将一个个的散装西林瓶有序整齐地码放到前置输送带上,西林瓶在前置输送带上进行输送,从而实现标签的检测与调整以及西林瓶的打包与输出。
38.本实用新型所提供的西林瓶包装输送系统主要包括有四个部分:第一部分为前置输送带,用于实现西林瓶的输送;第二部分为西林瓶标签检测组件,用于对前置输送带上的西林瓶进行标签检测与调整;第三部分为西林瓶包装组件,用于实现西林瓶的入托(入托,是指将西林瓶整齐码放到塑料托内)与打包(是指将入托后的西林瓶连带塑料托一起装入到纸盒包装中);第四部分为西林瓶输出组件,用于将西林瓶成品包装有序输出。
39.西林瓶标签检测组件的具体结构如下,包括:
40.1、支撑组件
41.支撑组件是在对西林瓶进行旋转时对西林瓶一端进行固定的组件。
42.具体地,支撑组件包括有支撑板,支撑板采用硬质材料制成,例如尼龙塑料或者铝型材板,支撑板竖直设置于前置输送带的一侧,于支撑板上可旋转地设置有支撑转台,支撑转台是一个圆台形结构,支撑转台可转动地设置在支撑板,支撑转台的转动向量与前置输送带的输送方向垂直。
43.需要说明的是:在本实用新型中,支撑转台可以采用现有技术中任何的可旋转连接结构安装到支撑板上,例如,提供一个轴承,轴承的内圈与外圈可相对转动,轴承的内圈通过螺栓或者螺钉固定安装到支撑板,相对于外圈固定设置了一个圆板结构或者圆台结构作为支撑转台,这样支撑转台就能够哦通过上述的轴承安装到支撑板行。
44.2、旋转组件
45.旋转组件是本实用新型中与支撑组件配合实现西林瓶转动来达到调整标签位置目的的组件。
46.旋转组件包括有安装板、伸缩轴以及旋转轴,安装板采用硬质材料制成,例如硬质塑料,或则是铝型材板。安装板通过螺栓固定设置在前置输送带的一侧,安装板用于安装旋转轴。
47.在本实用新型中,伸缩轴与旋转轴为一套组件,其目的在于:通过伸缩轴来带动旋转轴进行伸缩运动,旋转轴自身则能够进行旋转运动。
48.伸缩轴可沿垂直于前置输送带的输送方向做伸缩运动,旋转轴与伸缩轴同轴设置,旋转轴通过联轴装置可旋转地装配于伸缩轴的轴端,旋转轴通过联轴装置可随伸缩轴做伸缩运动,于旋转轴上套设有旋转套,旋转套与旋转轴键连接,旋转套可带动旋转轴旋转并可相对于旋转轴滑动,安装板设置于前置输送带的另一侧并与支撑板相对设置,旋转轴可旋转地设置于支撑板上并与支撑转台相对设置,旋转轴与支撑转台之间形成有用于夹装西林瓶的转动调整间隙,与旋转套动力连接有旋转驱动装置,与伸缩轴连接有伸缩驱动装置。
49.在上述结构设计中,旋转轴通过轴承设置于安装板上。
50.具体地,伸缩驱动装置包括有气缸以及与气缸连接的气源,伸缩轴为气缸的气缸轴。
51.或者,伸缩驱动装置包括有液压缸以及与液压缸连接的液压源,伸缩轴为液压缸的液压缸轴。
52.具体地,旋转驱动装置为步进电机,旋转套的外侧面设置有皮带槽,于步进电机的电机轴上设置有皮带轮,旋转套与皮带轮之间通过皮带动力连接。
53.联轴装置包括有安装管,安装管的一端设置有环形的卡槽,于卡槽内可转动地设置有卡盘,于卡盘的中点上是设置有与卡盘垂直的连杆,安装管的另一端与旋转轴或伸缩轴的轴端连接,连杆与伸缩轴或旋转轴的轴端连接。
54.在伸缩轴的轴端通过螺纹连接方式(在伸缩轴的轴端开设于内螺纹孔)设置有一个卡盘,在旋转轴与伸缩轴对接的一端设置有安装管,在安装管的一端并位于安装管的内部设置了环形的卡槽,卡盘能够卡装于卡槽内,这样既能够实现伸缩轴带动旋转轴进行伸缩运动,又能够使得旋转轴相对于伸缩轴进行旋转运动。
55.当然,在本实用新型的另一个实施方式中,联轴装置还可以为轴承,轴承的内圈与伸缩轴固定连接,轴承的外圈与旋转轴固定连接,这样伸缩轴也能够带动旋转轴进行伸缩运动,又能够使得旋转轴相对于伸缩轴进行旋转运动。
56.当然,在本实用新型的其他实施方式中,任何可以实现伸缩轴与旋转轴连接并使得旋转轴相对于伸缩轴进行旋转连接的结构都可以应用于本实用新型中。
57.而在本实用新型中,本实用新型还可以在旋转轴上设置有轴承座用于支撑旋转轴。
58.进一步地,在本实用新型中,一个支撑转台与一组旋转组件形成有一套用于旋转西林瓶的调整组,调整组设置有多个,全部的调整组沿前置输送带的输送方向等间隔设置。
59.为了提高标签检测效率,本实用新型将前置输送带设置为至少两条,全部的前置输送带平行设置,全部的前置输送带沿垂直于前置输送带的输送方向排列设置。每一条都能够对其输送的西林瓶进行标签检测,当前置输送带设置多条时,其检测效率将会成倍提高。
60.具体地,于支撑转台上设置有用于与西林瓶接触的第一胶垫;
61.于旋转轴上设置有用于与西林瓶接触的第二胶垫。第一胶垫以及第二胶垫都可以为橡胶胶垫,其能够实现支撑转台以及旋转轴与西林瓶之间为柔性接触。
62.3、控制系统
63.控制系统包括有控制器以及与控制器信号连接的检测装置,控制器为工业级单片机,具有接收信号、处理信号、发出控制信号的功能。
64.检测装置用于检测前置输送带上西林瓶上标签的位置,检测装置具有两种结构形式:1、采用反射检测方式,即设置有一个激光探头或者红外探头,由探头向西林瓶瓶身的上侧面部分发出检测光束,如果西林瓶上标签位置正确,则检测光束照射到标签上将不会发生反射,那么接收探头将不会接收到反射光束,这就可以判定西林瓶上标签位置正确,如果检测光束照射到瓶身上,而瓶身上没有标签,检测光束将会由瓶身反射,接收探头将会接收到光束,这就可以判定西林瓶上标签位置错误;2、采用视频检测方式,即设置摄像头获取一个西林瓶的图像信息,该图像信息由处理器进行分析处理,通过对西林瓶图像信息的分析,可以判断出西林瓶上标签的位置是否正确。
65.具体地,控制器与前置输送带、旋转驱动装置以及伸缩驱动装置控制连接,当西林
瓶上标签位置错误,则由控制器进行系统的统一控制,从而精准地对标签位置错误的西林瓶进行旋转运动,使得西林瓶上的标签位置正确。
66.西林瓶包装组件的具体结构如下,包括:
67.1、夹具主体
68.夹具主体为本实用新型的主体结构,其用于安装构成本实用新型的其他元件,以及实现本实用新型在机械手上的安装。
69.具体地,夹具主体包括有安装架,于安装架上设置有滑杆。安装架采用u形结构设计,为了保证安装架的结构强度,安装架优先采用金属材料制成,例如不锈钢或者铝型材。安装架可以为一体式结构,也可以通过多块板材通过螺栓连接的方式组装到一起。在本实用新型中,安装架优选采用由多块铝型材板通过螺栓组装的结构形式,其即便于其他部分的组装,又能够降低安装架的整体质量。
70.滑杆固定设置在安装架,具体地,在滑杆的端部设置了具有内螺纹的螺纹孔,滑杆的两端顶在安装架上,然后通过螺栓固定在安装架上。优选地,滑杆采用金属光轴结构设计。
71.2、夹具单元
72.夹具单元是安装到夹具主体上、用于对西林瓶进行负压吸附夹取的部件。
73.为了能够同时夹取多个西林瓶,本实用新型在夹具主体上同时设置了多个夹具单元。
74.夹具单元可滑动地设置于滑杆上,具体地,夹具单元采用硬质材料制成,例如金属材料或者硬质塑料。夹具单元上设置有装配孔,在装配孔的两端安装了直线轴承,夹具单元通过直线轴承装配到滑杆上。
75.本实用新型在夹具单元上设置有用于吸住西林瓶的负压吸头,于夹具单元上设置有用于通过负压管与负压源连接的负压管接头,于夹具单元内设置有负压气路,负压气路与负压吸头以及负压管接头连接、用于实现负压吸头与负压管接头的连接。
76.需要说明的是:本实用新型中在夹具单元上所设置的负压吸头与负压管接头均采用现有技术中所使用的部件,因此,对于负压吸头、负压管接头的结构本实用新型不再进行赘述。对于在夹具单元所设置的负压气路,其可以采用实体的管路结构,负压气路仅仅是设置在夹具单元内用于实现负压吸头与负压管接头连接的管路。
77.由上述可知:本实用新型在安装架上所设置的滑杆主要是用于安装夹具单元,并使得夹具单元能够在安装架上进行滑动。为了保证夹具单元安装的稳定性(具体是指夹具单元安装到安装架上,在保持可滑动地的基础上,夹具单元整体不会摆动或者侧翻),本实用新型在安装架上设置了至少两个滑杆,全部的滑杆平行设置,夹具单元同时与至少两个滑杆滑动配合,这样既可以实现夹具单元在安装架的滑动式安装,又可以避免夹具单元出现摆动或者侧翻的问题。
78.具体地,夹具单元上设置有至少两个负压吸头,在同一个夹具单元上设置的全部负压吸头沿垂直于滑杆的轴线的方向排列设置。进一步地,在同一个夹具单元上设置的负压吸头之间等间隔设置。在上述结构设计中,设定滑杆的轴线方向为x轴向,垂直于滑杆的轴线方向为y轴向,通过上述结构设计,负压吸头能够在x-y轴系上形成一个规则的矩阵布局结构,并且,负压吸头在x轴向上还具有间距可调的特点。
79.3、间距调节组件
80.间距调节组件是实现安装架上全部夹具单元滑动调节的组件。
81.间距调节组件包括连杆伸缩架以及动力装置,具体地,动力装置可以采用直线电机、液压缸或者气压缸,本实用新型中动力装置优先采用气压缸,这样本实用新型仅需要配置一套气源系统即可。
82.动力装置包括有可伸缩的伸缩轴,伸缩轴可以进行伸缩运动。
83.连杆伸缩架包括有连杆,连杆可以采用金属材料制成,或者采用硬质塑料制成,连杆为长条状的板式结构,连杆以两个为一组,在同一组中的两个连杆的中部(连杆长度方向上的中部)铰接并形成x形结构的铰接单元。
84.铰接单元设置有多个,多个铰接单元沿直线依次排列设置,相邻的两个铰接单元中、连杆的端部铰接并形成“x”形篱笆式结构。
85.在连杆伸缩架中、第一个铰接单元的铰接点为固定铰接点、其他铰接单元的铰接点为可动铰接点,将固定铰接点固定后,只需要移动可动铰接点中的任意一个,全部的可动铰接点就能够一起运动,并且,全部的可动铰接点还具有移动方向相同、移动速度(移动距离)相同的特点。
86.在本实用新型中,固定铰接点设置于安装架上,动力装置固定设置于安装架上并靠近第一个铰接单元,伸缩轴与可动铰接点连接,用于驱动可动铰接点沿滑杆的轴线方向移动,滑动铰接点与夹具单元连接,用于驱动夹具单元在滑杆上滑动实现相邻两个夹具单元之间间距的调节。
87.进一步地,本实用新型于铰接单元上设置了用于对可动铰接点的滑动进行限位的限位块,限位块设置在铰接单元的一侧,在连杆伸缩架收缩时,其中一个铰接单元上所设置的限位块能够对其相邻的另一个铰接单元的靠近进行限位,从而避免两个相邻的可动铰接点过分靠近,这样就相当于对夹具单元的靠近间距进行了限位。
88.本实用新型还提供了一种西林瓶转移系统,包括有机械手以及安装于机械手上的西林瓶夹具,其中,西林瓶夹具为如上述的西林瓶包装输送系统。
89.在上述结构设计中,西林瓶包装组件包括:夹具主体,夹具主体包括有安装架以及设置在安装架上的滑杆,在滑杆上可滑动地设置了夹具单元,在夹具单元上设置了负压吸头,通过负压吸头可以实现对西林瓶的负压吸附从而将西林瓶夹取起来进行转移。夹具单元在滑杆上采用可滑动地结构设计,同时在一个安装架上同时设置了多个夹具单元,这样就能够实现夹具单元之间间距的调节。本实用新型还设置有间距调节组件,间距调节组件包括连杆伸缩架以及动力装置,动力装置可以驱动连杆伸缩架进行伸缩或者展开,连杆伸缩架与夹具单元连接,在连杆伸缩架伸缩或者展开的过程中,就能够使得全部的夹具单元一起靠拢或者分散,这样也就实现了负压吸头的间距调节。通过上述结构设计,本实用新型所提供的西林瓶包装输送系统能够针对不同直径大小的西林瓶对夹具单元的间距进行调节,从而使得本实用新型能够对不同直径的西林瓶进行有效夹取,提高了西林瓶夹具的适用性。
90.西林瓶输出组件的具体结构如下,包括:
91.1、用于对西林瓶包装盒进行输送的包装盒输送带
92.包装盒输送带的起始端与前置输送带的结束端部分重叠,在包装盒输送带与前置
输送带的重叠部位设置有西林瓶包装组件,通过西林瓶包装组件将前置输送带上的西林瓶转移至包装盒输送带上的包装盒内,包装盒输送带的上侧面为用于放置西林瓶包装盒的输送面,输送面为平面。上述的重叠是指:包装盒输送带与前置输送带为两条独立运行的输送带,重叠是指包装盒输送带与前置输送带设置在同一个水平面内,同时,在垂直面内包装盒输送带与前置输送带的投影具有部分重叠。
93.在本实用新型中,包装盒输送带可以采用皮带式输送带,也可以采用滚轴式包装盒输送带,在采用滚轴式包装盒输送带结构设计时,滚轴的直径应当小于1cm,滚轴的间隙应当小于1cm,在采用皮带式输送带结构设计时,在包装盒输送带的表面应当设置有阻尼层,例如在输送皮带的表面设置一层橡胶层,橡胶层的表面应当设置防滑波纹。
94.包装盒输送带用于输送西林瓶包装盒。
95.本实用新型所提供的西林瓶包装输送系统不仅具有西林瓶包装盒的输送功能,同时还具有对西林瓶包装盒进行位置调整的功能。因此,本实用新型中包装盒输送带优选为直线型包装盒输送带。为了便于结构描述,在此限定:包装盒输送带的上侧面为用于放置西林瓶包装盒的输送面,输送面为平面。
96.2、设置于包装盒输送带侧边上的栏板
97.栏板是设置于包装盒输送带上方,用于对西林瓶包装盒进行位置调整(摆正)的部件。
98.在本实用新型中,栏板相对于输送面竖直设置,并且,栏板设置有至少两个(优选为两个),两个栏板可活动地设置于输送面上(所谓的可活动是指栏板能够在包装盒输送带上进行位置调整,例如栏板设置的高低以及两个栏板之间的间距),栏板与输送面之间的间隙小于西林瓶包装盒的厚度(这样才不会是的西林瓶包装盒从该间隙中溜出),两个栏板之间间隔设置并形成有仅用于一个西林瓶包装盒通过的调整间隙,该调整间隙的间距距离可调,西林瓶包装盒在包装盒输送带上输送过程中,在通过调整间隙时,会受到栏板的限位,从而实现位置调整(摆正)。
99.对于栏板而言,其具体结构如下:栏板包括有后段以及前段,沿包装盒输送带对西林瓶包装盒的输送方向,前段相对于包装盒输送带的输送方向倾斜设置,后段与包装盒输送带的输送方向平行设置。在两个栏板中,两个栏板所具有的前段相对设置并形成有调整间隙逐渐缩小的喇叭口结构,西林瓶包装盒在包装盒输送带上进行输送时,会先从喇叭口结构的大口端进入,在喇叭口结构逐渐缩小的过程中实现西林瓶包装盒的位置调整,最后再从后段保持统一姿态(所谓的统一姿态具体是指包装盒经过位置调整后姿态一致)有序输出。
100.进一步地,于前段上设置有用于与西林瓶包装盒的外侧面滚动接触的导向滚轮,在一个栏板(前段)上设置有多个导向滚轮,这样能够使得西林瓶包装盒与前段之间的接触为滚动式接触,提高西林瓶包装盒位置调整的顺畅程度。
101.在本实用新型中,栏板为硬质材料栏板,栏板为一体式结构。具体地,栏板为金属板,例如不锈钢板或者铝型材板,栏板也可以为塑料板。
102.栏板位置可调地设置在包装盒输送带上,具体是指栏板能够相对于包装盒输送带进行高度以及两个栏板之间间隙的调整。因此,在本实用新型中提供了支架,栏板通过支架位置可调地设置于包装盒输送带的一侧。具体地,支架包括有与包装盒输送带的输送方向
平行的x 轴连杆、与输送面垂直的z轴连杆以及与x轴连杆和z轴连杆垂直的 y轴连杆,于x轴连杆上沿直线等间隔开设有多个第一调节孔,于z 轴连杆上沿直线等间隔开设有多个第二调节孔,于y轴连杆上沿直线等间隔开设有多个第三调节孔,x轴连杆与z轴连杆螺栓连接,z轴连杆与y轴连杆螺栓连接,栏板通过万向球头与y轴连接。由x轴连杆、z轴连杆以及y轴连杆形成一个x-y-z连杆结构,栏板设置在y 轴连杆上,能够进行自由调整。并且,栏板通过万向球头与y轴连接,又实现了栏板相对于输送面的角度调整。
103.作为本实用新型的另一个结构改进,在本实施例中,位于包装盒输送带的上方并相对于调整间隙设置有包装压紧组件,包装压紧组件包括有压紧头,压紧头可朝向输送面方向做上下运动,压紧头用于对通过调整间隙的西林瓶包装盒进行下压,从而使得西林瓶包装盒内西林瓶在塑料托上放置的紧密程度。
104.包装压紧组件还包括有驱动装置,驱动装置与压紧头连接,用于驱动压紧头进行上下运动。具体地,驱动装置为液压缸、气缸或者直线电机。
105.压紧头在下压时,可以根据西林瓶包装盒的结构尺寸调整压紧头的下压程度,避免压紧头过度下压造成西林瓶的破损。同时,本实用新型在压紧头的下侧面设置有柔性垫,从而使得压紧头与西林瓶包装盒之间为柔性接触。具体地,柔性垫为橡胶垫或海绵垫。
106.通过上述结构设计,在本实用新型所提供的西林瓶包装输送系统中,该西林瓶包装输送系统既能够对西林瓶包装盒进行输送,又能够对西林瓶包装盒的输送过程中对包装盒进行位置调整。具体地,该西林瓶包装输送系统包括用于对西林瓶包装盒进行输送的包装盒输送带,包装盒输送带的上侧面为用于放置西林瓶包装盒的输送面,输送面为平面,以及设置于包装盒输送带侧边上的栏板,栏板相对于输送面竖直设置,栏板设置有至少两个,两个栏板可活动地设置于输送面上,栏板与输送面之间的间隙小于西林瓶包装盒的厚度,两个栏板之间间隔设置并形成有仅用于一个西林瓶包装盒通过的调整间隙。西林瓶包装盒在通过调整间隙时,会受到栏板的限位,从而实现位置调整 (摆正),本实用新型投入使用后,完全解决了现有技术中所存在的西林瓶包装纸盒在输送时由于摆放位置不正而容易造成停机的问题。
107.本实用新型提供了一种西林瓶包装输送系统,该西林瓶包装输送系统包括:用于对西林瓶进行输送的前置输送带;按包装输送工艺顺序设置于前置输送带后方的西林瓶标签检测组件,用于对西林瓶进行输送并可在输送过程中对西林瓶上的标签位置进行检测;按包装输送工艺顺序设置于西林瓶标签检测组件后方的西林瓶包装组件,用于将通过标签检测的西林瓶分装到包装内;以及,按包装输送工艺顺序设置于西林瓶包装组件后方的西林瓶输出组件,用于将西林瓶成品包装有序输出。前置输送带用于将散装的西林瓶进行有序整齐地输送,西林瓶在前置输送带上进行输送时,首先由西林瓶标签检测组件进行标签检测与标签位置调整,从而使得前置输送带上西林瓶其标签位置全部符合包装要求,之后,西林瓶由西林瓶包装组件装入到塑料托上,这样多个西林瓶以及塑料托可以同时装入到纸盒中完成西林瓶的入托与打包,最后,再由西林瓶输出组件将包装好的西林瓶有序整齐地输出。本实用新型不仅集成程度高,系统占地面积小,更重要地是本实用新型能够机械化同时完成西林瓶的输送与包装,提高西林瓶的包装效率,节约了人力资源。
108.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易
见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1