吸力制动器、具有这种吸力制动器的片材输送机以及向移动的片材施加减速力的方法与流程
1.本发明涉及一种用于片材输送机的吸力制动器、具有这种吸力制动器的片材输送机以及使用该吸力制动器向移动的片材施加减速力的方法。
2.本发明在纸或轻纸板制成的包装的制造领域中具有特别有利的、但非排他性的应用。
背景技术:
3.在包装制造业中,包装通常是由一张纸板分几个步骤制成的。这就是为什么现有技术的已知加工机器传统上由几个连续的工作台组成,每张片材顺序地移动通过这些工作台。在实践中,每张片材单独从一个工作台传送到另一个工作台,方法是通过从它的前边缘拉动它,通常使用所谓的夹持杆,而不以任何特定方式保持片材的其余部分。
4.为了使片材在到达工作台时从最大供给速度减速时仍保持一定的平整度,已知的做法是在片材引入阶段使用吸床将其后部制动,所述吸床被称为吸力制动装置或吸力制动器。这种制动装置横向紧邻工作台入口而安装,通过使用吸力限制片材的后部来执行其功能,同时随着片材前部被向前拉动,允许片材逐渐滑动。特别是,当片材到达工作台进行加工时,拉动片材前边缘的夹持杆停止,使片材得以加工。吸力制动器用于在片材与静止表面之间产生摩擦,从而对片材的后部提供制动效果,使片材的惯性不会导致片材弯曲、起皱或起折痕。任何或所有工作台都可以包括吸力制动器。
5.可以通过以下方式为吸力制动器提供吸力:使用一个或多个吸力泵,以排出制动装置的内部空气/气体,从而在装置的吸孔处产生吸力。另一种选择是伯努利装置,其中使用文丘里效应通过迫使制动装置内的气体在压力下加速通过限制部来提供吸力。制动装置的吸孔与该装置的一个或多个空腔连通,文丘里效应在所述空腔内起作用。因为文丘里效应能够局部产生吸力,在能量上非常有效,并且因为很容易提供加压气体(例如压缩空气)的供应,并将其输送到任何需要的地方,因此在实践中通常首选使用伯努利装置,而不是依赖外部吸力源的装置。
6.在操作中,吸力制动器首先将片材与制动装置的操作面之间的空气吸出,然后通过靠着装置的操作面拉动片材,对片材施加约束力作为制动力。理想情况下,尽可能快地完成将片材与制动装置的操作面之间的空气吸出的第一次操作,以避免由于片材惯性导致的片材变形。这需要最大的吸力。对于伯努利装置,这意味着使用大量高压压缩气体。
7.在操作的第二阶段,片材被吸到制动装置的操作面,堵塞所述吸孔,同时通过吸孔的气流降为零。在此阶段,片材仍在减速,施加的制动力必须足够大才能有效地制动片材,避免在片材中形成波痕,并保持片材平整。为了最佳性能以及特别是避免片材变形,需要根据片材类型(例如片材的材料类型及其重量)以及片材的切割形状来调整第二阶段的吸力的量。这意味着供给到伯努利装置的气体的压力和/或体积需要根据第二操作阶段的要求进行调整——即使这可能与第一阶段的要求相冲突。在此操作阶段施加过高的制动力可能
会导致机器中断、包装坯件损坏等。
8.对第二操作阶段所需的气体压力/体积的限制可能意味着第一操作阶段进行得太慢,因此需要降低运输系统的速度和/或加工机器的节奏,以减轻制动系统的负担(通过减少必须去除的速度量和/或通过为要执行的第一操作阶段提供更长的间隔——这样吸入的空气的流速可以更低)。此外,在较低的节奏下,需要较少的片材减速,因此所需的约束力大小也降低。但这样做的缺点是产量相应减少,从而降低了生产率。
9.期望的是,制动操作的第一阶段和第二阶段的冲突需求能够得到调节,同时不降低操作速度和产量,同时避免坯件损坏和机器/生产线停工。
技术实现要素:
10.根据第一方面,本发明提供一种吸力制动器,其与片材输送机一起使用,该片材输送机被配置为沿着第一位置和第二位置之间的输送路径输送一系列片状扁平元件,该吸力制动器包括:
11.中空主体,具有内腔和限定与内腔连通的多个吸孔的表面;
12.与中空主体相连并相对于吸孔可移动的闭孔装置;
13.闭孔装置可在打开位置和限制位置之间移动,在打开位置闭孔装置最大程度地暴露吸孔,在限制位置闭孔装置最大程度地闭塞吸孔,
14.其中中空主体包括伯努利装置,并且吸入口由伯努利装置提供。
15.本发明的该方面使得在制动过程的第二阶段期间片材所经历的吸力能够独立地被调节,而不用管初始阶段期间施加的压力。因此,初始阶段期间的吸入气体流速可以最大化,而第二阶段期间提供的吸力和由此制动力的程度可以根据被处理片材的尺寸、性质和构造来调节和设置到最佳水平。
16.根据第二方面,本发明提供了一种片材输送系统,该系统被配置为沿着第一位置和第二位置之间的输送路径输送一系列片状扁平元件,具有如上定义的吸力制动器,该吸力制动器设置为对系统输送的扁平元件的后边缘施加约束力。
17.本发明的该方面还使得相对于在例如冲压操作期间的初始阶段期间施加的吸力,在制动过程的第二阶段期间片材所经历的吸力能够独立地被调节。因此,初始阶段期间的吸入气体流速可以最大化,而第二阶段期间提供的吸力程度可以根据被处理的片材的尺寸、性质和构造来调节和设置到最佳水平。
18.根据第三方面,本发明提供一种使用具有吸入口的吸力制动器向移动的片材施加制动力的方法,该方法包括:
19.使用吸入口从片材和吸力制动器的表面之间抽出空气;随后
20.节流吸入口以减少吸入口的自由面积;以及
21.随后使用减小的自由面积的吸入口继续在片材和吸力制动器的表面之间抽吸,使片材粘附在表面上。
22.本发明的该方面使得相对于在初始阶段期间施加的吸力,在制动过程的第二阶段期间,片材所经历的吸力能够独立地被调节。因此,初始阶段期间的吸入气体流速可以最大化,而第二阶段期间提供的吸力程度可以根据被处理的片材的尺寸、性质和构造来调节和设置到最佳水平。
23.根据另一方面,本发明提供一种与片材输送机一起使用的吸力制动装置,该片材输送机被配置为沿第一位置和第二位置之间的输送路径输送一系列片状的扁平元件,该吸力制动装置包括:
24.中空主体,具有内腔和限定与内腔连通的多个吸孔的表面;
25.与中空主体相连并可相对于吸孔移动的节流装置;
26.节流装置可在打开位置和限制位置之间移动,在打开位置节流装置最大程度地暴露吸孔,在限制位置节流装置最大程度地限制吸孔。
附图说明
27.现在将参考附图仅示例地描述本发明的实施方式,其中:
[0028]-图1示出了一种烫金机,其中根据本发明的一个实施方式的吸力制动器被合并为片材加工机的一部分;
[0029]-图2详细显示了图1所示的烫金机所配备的片材加工机。
[0030]-图3是根据本发明的一个实施方式的吸力制动器的横截面图。
[0031]-图4示意性地示出了根据本发明的一个实施方式的吸力制动器的操作;以及
[0032]-图5是根据本发明的另一个实施方式的吸力制动器的一部分的示意性平面图。
[0033]
在以下描述中,相同的元件由相同的附图标记表示。仅描述了理解本发明所必需的那些元件,并且那些元件仅是示意性的而不是按比例的。
具体实施方式
[0034]
为了提供描述本发明的实施方式的上下文,首先描述传统的片材加工机,可为该传统的片材加工机配备根据本发明的实施方式的吸力制动器。因此,图1示出了片材加工机100,其使用冲压来定制用于奢侈品行业的纸板包装。这种加工机通常称为烫金机,在现有技术中是已知的。因此,无论是在其结构方面还是在其操作方面,这里都不会对其进行详细描述。此外,为了便于描述和理解,仅将片材加工机的一个台描述为包括吸力制动器,但是技术人员将理解,不止一个台可以包括吸力制动器。此外,当然,虽然描述为具有吸力制动器的台是冲压台,但根据本发明的实施方式的吸力制动器可用于片材加工机的其他台,例如用于接收区或排出区,并且绝不限于与冲压台一起使用。
[0035]
该片材加工机100以常规方式由多个工作台110,120,130,140,150构成,所述多个工作台并列形成一个单元组件,能够处理一系列片状的扁平元件。因此,机器的入口包括片材进给器110,其执行从堆叠的片材中逐张片材地供给机器的功能,接着是供给台120,在精确地重新定位一张又一张片材之前,片材在其上以流的形式布置。
[0036]
接下来是冲压台130,其使用平板压机131将来自烫金箔141的热箔冲压、金属化涂层施加到每个片材上。实际的冲压操作本身发生在静止的上压板132和下压板133之间,下压板133安装成能够垂直地上下移动。如下文所述,根据本发明的一个实施方式的吸力制动器134特别适用于为了为被冲压而减速的片材提供制动和约束效果。
[0037]
机器100中的下一个模块包括箔片供给和回收台140。该台的目的是输送缠绕在供给卷盘142上存储的箔141,然后在通过平板压机131并且被使用后,通过绕回收卷盘143缠绕而进行回收。在存储点和回收点之间,箔141由驱动系统144驱动。该系统主要由一系列转
向杆145以及供给轴146和压辊147的组合组成,一系列转向杆145沿着所遵循的路径安装以引导箔141的运动,供给轴146和压辊147的组合位于所述路径下游,以便它们可以拉动箔141。
[0038]
片材加工机100以配送台150结束,在该配送台150中,一个接一个到达的片材被重排为一个堆叠151。为此,任务是将片材从供给台120的出口单独拉至配送台150的输送装置160进一步设置,从而,一旦片材与配送台150中正在形成的堆叠151对齐,输送装置160自动释放每个片材。常规地,这些输送装置160使用一系列夹持杆161,其设置成能够通过两组横向布置在片材加工机100的每一侧上的链条162进行横向平移。
[0039]
图2示出了与图1中以130和140更示意性地示出的烫金机类似的烫金机200。在该烫金机200中,箔供给和回收台140中的箔以与被冲压片材的通过相反的方向穿过机器(与图1不同)——任一方向都同样可用。烫金机200同样配备有平板压机131。在仅作为示例选择的该特定实施方式中,在固定的加热上压板垫211和下压板垫212之间进行冲压,该下压板垫212安装为使得其可以做往复垂直运动。加热上压板垫211支撑框架213,在此不可见的冲压块固定在该框架下,而下压板垫212承载冲压板214,同样不可见的冲压对应件连接到该冲压板214上。
[0040]
烫金机200还配备有退绕装置230,以将带状冲压箔141供给到平板压机131。按照惯例,这些退绕装置230包括:卷盘支架231(冲压箔的卷盘210相对于该卷盘支架安装,以使其可以旋转),与压辊232a相关联的供给轴232,标记检测器233,一系列返回轴234a、234b、234c,带断裂监视器235,与压辊236a相关联的张紧轴236,带返回器237和回收辊238。
[0041]
为了补充这些退绕装置230,还提供引入装置250以定位冲压箔141,并且特别是使其通过平板压机131。为此,引入装置250具有装载杆251,装载杆251横向可平移移动地安装在两个压板垫211、212之间,更一般地,围绕加热上压板垫211。就像带退绕装置230一样,片材引入装置250是常规的。
[0042]
最后,片材加工机100包括传输装置240,其允许每张片材10单独地从供给台120的出口移动到配送台150,包括进入平板压机131。片材在片材加工机中的位置有效地限定了片材通过片材加工机的输送路径,其在图2中由附图标记10*表示。可以看出,片材10*位于上下压板垫211和212之间。
[0043]
可以看出,传输装置240使用一系列夹持杆241,夹持杆241设置成能够通过两组链条242进行横向平移移动,两组链条242横向定位在烫金机的每一侧上。每组链条242在回路中运行,这允许夹持杆241沿着依次通过平板压机131、供给和回收台140和配送台150的路径。
[0044]
具体而言,每个夹持杆241在驱动链轮243和返回链轮244之间的水平通道平面中执行出站路径,然后执行由在烫金机的上部中的辊(不可见)引导的返回路径。一旦它返回到驱动链轮243附近,每个夹持杆241则能够抓住新的片材10,如图2所示。
[0045]
图2还示出了每个夹持杆241由横向杆245组成,多个夹持器246安装在横向杆245上,夹持器被设计成能够同时抓住同一片材10的前边缘。还应注意,每个夹持杆241通过其横向杆245的两个相应端部连接到两组链条242上。
[0046]
片材加工机100还包括根据本发明的一个实施方式的吸力制动器134,其能够通过后部部分地限制每个片材10,并且在将片材10引入平板压机131的阶段中这样做。在将所述
片材10引入平板压机131的阶段中,吸力制动器134能够将每个片材10的后部大致保持在其前边缘的行进平面中。
[0047]
吸力制动器134包括吸力构件261,其位于平板压机131的上游,并且能够通过滑动接触与被引入所述平板压机131的每个片材10的后部协作。与吸力制动器134的表面相关联的是闭孔装置262,其与片材10接触并且是可操作的,以向吸力构件中的吸入口(未示出)提供节流作用。将参考图3和图4更详细地描述闭孔装置262的功能和操作。
[0048]
根据本发明的一个优选实施方式,吸力构件261是固定的,并且被定位为尽可能靠近在片材10实际被引入平板压机131之前每个片材10的前边缘所跟随的路径。这样的布局具体地允许吸力构件261与被引入平板压机131的任何片材10系统地接触。它还具有保证片材定位成大致平行于压板垫211、212的内表面的优点。
[0049]
在该示例性实施方式中,每个片材10在其被引入到平板压机131中时被夹持杆241拉动。具体而言,这意味着当接近平板压机131时,吸力制动器134位于所述夹持杆241所遵循的路径附近。
[0050]
然而,根据一个未描绘的实施方式的替代形式,吸力制动器134也可以安装成使得其能够在主动位置和被动位置之间移动。然后以这样的方式布置该组件,即,在主动位置,在片材被引入平板压机131之前,吸力制动器134被定位为尽可能靠近每个片材10的前边缘所跟随的路径,因此,在被动位置,它定位成远离所述路径一定距离。当然,片材加工机100则将包括这样的装置,其能够在片材10准备好被引入平板压机时将吸力构件134从被动位置移动到主动位置,并且相反地在所述片材10从平板压机中取出时能够将所述吸力制动器134从主动位置移动到被动位置。
[0051]
根据该实施方式的替代形式的一个特定特征,由于平板压机能够在固定压板和移动压板之间冲压每个片材10,吸力制动器134固定到移动压板;所述移动压板则形成移动装置。
[0052]
根据一个实施方式,由于在给定的表面(称为施加面)上执行每个片材10的热冲压,吸力制动器134定位在所述施加面的相对侧上;所述片材10在接近平板压机131时被考虑。然而必须理解的是,吸力制动器134仍然完全有可能安装在与施加面相同的一侧上。
[0053]
根据一个优选实施方式,吸力制动器134连续操作。尽管如此,完全可以设想不连续地操作吸力制动器134。在这种情况下,片材加工机100将以这样的方式布置,即一旦片材10的前边缘与其垂直,吸力制动器134就被激活,并且一旦所述片材10的后部不再与所述吸力制动器134接触,则吸力制动器134被停用。
[0054]
以特别有利的方式,吸力制动器134在被引入平板压机131的每个片材10的大致整个宽度上起作用。
[0055]
根据本发明的一个当前优选实施方式,吸力制动器134是伯努利型,也就是说是一种设置有至少一个吸入孔(吸入口)的装置,其中通过文丘里效应、通过在压力下驱动空气通过排放管(图3中的箭头f2)而产生真空(图3中的箭头f1),该排放管与吸入孔横向连通并且在所述吸入孔的上游设置有限制。
[0056]
图3示出了吸力制动器134的横截面图。如图3所示,吸力制动器134由平板362组成,主加压空气供应通道363通过平板362纵向形成并与至少一个辅助通道364连通,该辅助通道364横向运行并经由单独的排放孔365(箭头f3)通向平板362的后部。辅助通道364形成
在提供空气供应通道363的平板主体的上表面(如图所示)和辅助元件368之间,辅助元件368在此以板的形式显示,其覆盖并附接到主体上。此外,一方面,每个辅助通道364还与吸入口366连通,该吸入口通向平板362的表面,如果不存在闭孔装置262,平板362的所述表面将与被引入平板压机131的每个片材10接触。该表面由辅助元件368的上表面(如图所示)提供。最后,每个辅助通道364具有正好位于吸入口366上游的限制部367。此处应理解,术语“纵向”和“横向”是指相对于平板362的主体,而术语“后部”应相对于片材10的行进方向(箭头4)来理解,而“上”应理解为朝向片材的行进路径。
[0057]
优选地,如图所示,在接近平板压机131时,每个排放孔365相对于平板压机131和相对于每个片材10的行进平面相反地定向。这里的目的是使每个排出气流(箭头f3)被引导的方向不干扰片材10被引入平板压机131时的姿态。
[0058]
还优选地,如图所示,每个吸入口366具有向外打开的圆锥形状,特别是在其最靠近平板压机131的部分371的区域中。这里的目的是防止片材10的前边缘的任何角落在片材10接近平板压机131时进入平板362的吸入口366。
[0059]
图3还示出了此处以板的形式提供的闭孔体262,其能够对吸入口366进行选择性节流。如图所示,闭孔装置以板的形式位于辅助元件368的上表面(其可以被认为是工作面)和片材10的移动路径之间,该路径由标记为f4的箭头示意性地示出。
[0060]
闭孔体可相对于吸入口366在打开位置和限制位置之间移位。在打开位置,闭孔体262中的孔369与吸入口366对准。如图所示,闭孔体中的孔369与吸入口366的圆锥形状相匹配。这种配置是可选的,但如果使用,它可以在闭孔装置完全打开时有助于避免吸力损失,这是可取的。
[0061]
为了避免浪费可用的吸力,优选在闭孔元件的匹配表面和吸力制动器的配合表面之间提供密封,例如通过在闭孔体中的孔369的后部周围提供由370表示的o形环。
[0062]
为了实现节流效果,闭孔体可相对于吸入口366移动,使得孔369移动而不与吸入口对准,这意味着与孔369相邻的闭孔体部分开始堵塞吸入口366。这种位置被称为限制位置。闭孔体与限定吸入口的吸力制动器的部分之间的相对运动越大,节流程度越大,因此吸力的减少越大,因此在制动操作的第二阶段中片材所经历的制动力越大。因此,可能在打开位置和限制位置之间有一个中间位置,其中节流效果最大。
[0063]
尽管图3仅示出了闭孔体中的一个吸入口366和一个孔369,但是本领域技术人员将理解,实际上,根据本发明的实施方式的吸力制动器可以具有多个吸入口,并且闭孔装置可以配置为能够对提供的所有或大部分吸入口进行节流。
[0064]
已经介绍了根据本发明的实施方式的吸力制动器的操作背后的原理,现在将参照图4描述本发明的实施方式的其他方面。
[0065]
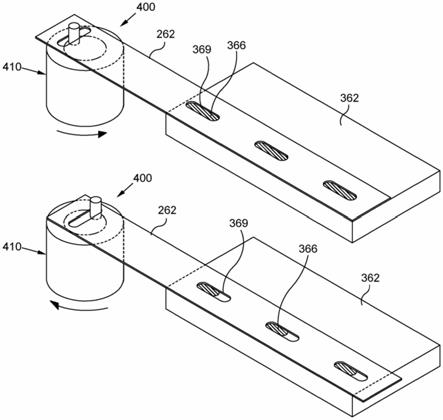
图4a和4b是吸力制动器的一个实施方式的透视图,示出了多个吸入口(吸孔)366和在闭孔体262中的多个孔369。吸力制动器包括闭孔装置262,其能够进行对吸入口进行有选择的节流以减少提供的吸力的量。这使得制动操作的第一阶段和第二阶段的约束解除,从而可以根据所处理片材的要求为第一阶段保持高吸力,并为第二阶段提供适当较低水平的吸力。节流效果是通过闭孔装置和吸入口之间的相对运动来实现的。
[0066]
优选地,闭塞孔具有相同的尺寸,并且它们被规则地间隔开以便在片材上实现均匀的阻滞效果。
[0067]
在图4中,闭孔装置包括滑动装置262形式的闭孔体,滑动装置262具有孔369,所述孔间隔开并且其尺寸被设计成匹配除此以外将是吸力制动器的片材接触面的吸入口366的开口。图4a示出了第一位置,即完全打开位置,在该位置滑动装置中的孔369完全暴露吸入口的开口,从而对于给定的供应气流和压力,由吸力制动器提供的有效吸力不受闭孔装置存在的影响。因此,在制动操作的第一阶段中优选使用该完全打开位置。但是,如果需要较少的吸力,例如对于制动操作的第二阶段,由于被处理的板材性质,则可以调整闭孔装置以减小吸入口的有效尺寸,如图4b所示。利用图4所示的布置,闭孔装置包括有孔的滑动装置,并且该滑动装置可以相对于吸入口横向移动。这会导致闭孔装置的主体堵塞吸入口,因为滑动装置中的孔和吸入口变得(越来越)不对准——产生节流效果。通过调节闭孔器相对于吸入口的运动程度,可以调节节流的程度。
[0068]
应注意的是,在图4中,闭孔装置有效地覆盖了承载吸入口的中空主体,(当然,吸力制动器可以在与所示方向不同的方向上使用,从而,例如中空主体可以被“翻转”以便使闭孔装置定位在中空主体下方)从而闭孔器定位在中空主体和待处理的片材跟随的路径之间。这种布置可以添加到伯努利板的现有设计中,而无需修改通风系统的内部设计。虽然有可能提供内部闭孔装置,其中吸力由内部通风装置提供,但在由外部吸力源(例如真空泵)提供吸力的情况下,添加内部闭孔装置显然具有更大的设计自由度。
[0069]
应当注意,在图4中,闭孔装置中的吸入口和孔是细长的而不是圆形的。这些细长开口的长轴布置为横向于片材的供给方向。这使得每个吸入口的面积能够最大化,而不需要沿着供给方向的相当长的抽吸主体。
[0070]
在图4中,曲柄装置400将来自例如马达410的旋转运动转换为形成闭孔装置的滑动装置262的线性运动(平移)。应当理解,如果闭孔装置被接合,由于被处理的片材的性质,则闭孔装置将在处理一张片材期间从图4a的完全打开位置往复运动到图4b所示的阻塞位置,然后再次回到完全打开的位置,准备处理下一张片材。
[0071]
曲柄装置400的使用,如图4所示,可以简单有效地提供这种往复运动。通过使用可调节或可互换的曲柄,为了实现不同的曲柄“行程”,可以调节闭孔装置相对于吸入口的运动程度,以适应被处理的不同片材的特性。
[0072]
不使用曲柄装置,闭孔装置可以通过一个或多个液压或气动撞锤或电动螺线管相对于吸入口移动,所有这些都直接提供适用于闭孔装置相对于吸入口的平移和往复运动的线性运动。这些运动源还具有潜在的快速作用和易于控制的优点,无论是就运动发生时还是就其冲程长度而言,从而可以轻松调节和控制施加到吸入口的节流的程度。
[0073]
应当理解的是,闭孔装置可以包括单个滑动装置,该滑动装置包括多排孔以向吸力制动器的所有吸孔提供节流效果,但同样可以包括多个滑动装置,每个滑动装置带有一个或多个孔,例如一行或多行。在提供多个滑动装置的情况下,这些滑动装置可以结合起来作为一个单元移动,或者可以设置为单独移动,或分组以作为单独的滑动装置“组”移动。还可以提供一种仅影响一些吸入口的闭孔装置。
[0074]
作为图4的布置的变型,与其将带孔的主体作为闭孔装置或其元件,不如将与吸入口相邻的闭孔装置的一部分固定,而另一部分相对于固定部分可移动。在这样的闭孔装置中,通过将闭孔器的固定部分和可移动部分间隔开,并且通过将可移动部分移动以部分覆盖吸入口来节流吸入口,由此有效地形成孔。根据本发明的这种实施方式的用于吸力制动
器的闭孔装置可包括多个固定和可移动部分,以向吸力制动器的多个吸入口提供节流效果。
[0075]
应当理解,参考图4描述的闭孔装置可以改装到现有的吸力制动器,无论它们的吸力是使用伯努利效应——例如伯努利板产生的,还是通过吸力泵产生的。但同样,这些原理也可以应用于新创建或新设计的吸力制动器。
[0076]
图5是根据本发明的一个替代实施方式的吸力制动器的表面的平面示意图,在使用中该表面面向被制动的片材。在闭孔装置的该替代配置中,闭孔器和吸入口之间不是简单线性平移,而是发生相对旋转。如前所述,吸力制动器包括限定一个腔体的中空主体,并且中空主体的表面限定与内部腔体连通的多个吸孔(366)。在图中所示的示例中,限定多个吸孔的表面相对于周围表面凹进,并且凹部接收闭孔元件,使得闭孔元件的暴露表面有效地与中空主体的周围表面齐平。
[0077]
在图中,当从片材供给路径正交观察时,闭孔元件562是圆形的,并且包括一对孔564,它们间隔开且尺寸设置成匹配一对吸入口366的开口。实际上通常会有多个闭孔元件,并且每个都包括一个或多个孔,以便为相似数量的吸入口提供节流控制。如图所示,圆形闭孔元件安装在提供吸入口的主体中的相应圆形凹部中,闭孔元件的暴露表面与主体的周围表面齐平。以这种方式,闭孔元件和主体的组装提供了有效平坦的面向片材的表面,从而降低了在加工过程中吸力制动器的表面损坏片材的风险。
[0078]
图5示出了相对于吸入口旋转的闭孔元件562,使得吸入口相对于它们的完全打开位置被部分节流。被闭孔元件562隐藏的吸入口的周边部分以虚线示出,而吸入口的可用开口以阴影示出。
[0079]
闭孔元件可以通过“齿条和小齿轮”装置相对于吸孔移位(旋转),每个闭孔元件的一部分在主体内具有带齿的“小齿轮”装置(优选整体地设置在闭孔元件的材料中,例如通过机加工或通过模制/铸造)。通过这些齿,“齿条”协同工作——带齿的线性元件。或者,“蜗杆传动”类型的装置可用于公共蜗杆传动轴和每个闭孔元件上的协作构造之间。另一种替代的驱动装置将使用公共线性驱动轴,其相对于每个闭孔元件成切线地平移,每个闭孔元件包括曲柄装置,该曲柄装置将驱动轴的线性运动转换为闭孔元件的旋转。
[0080]
通过合适的设计,这些驱动元件中的任何一个都可以提供紧凑且有效的机构,以产生所需的闭孔元件相对于吸入口的往复弧形运动。与先前描述的滑动闭孔装置一样,这些“圆形”闭孔装置可由马达(电动、气动、液压)或线性致动器(电磁、液压、气动)驱动。
[0081]
应当理解,将参照图5描述的闭孔装置改装到现有的吸力制动器可能比改装参照图4描述的那些更困难。
[0082]
为了避免浪费可用的吸力,最好在(多个)闭孔元件和闭孔元件相对于其移动的协作表面之间的间隙之间提供密封——如图3中的370示意性所示。
[0083]
无论使用哪种闭孔装置,其操作都与在与吸力制动器相关联的加工台进行的加工操作同步——例如与片材加工机同步,其中吸力制动器为每张被处理的片材提供减速效果。在制动操作的第一阶段,闭孔装置优选地在完全打开位置操作,并且闭孔器在操作的第二阶段开始时被触发到节流(部分阻塞)位置。在使用已知的吸力制动器时,应通过已知的工作设置来通知用于阻塞的起点的时间和施加的阻塞(节流)程度的调整。在将闭孔装置改装到现有吸力制动器的情况下,已知的吸力设置应为初始设置提供很好的指导。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1