可拉伸的运输/托盘包裹件及其使用方法与流程
可拉伸的运输/托盘包裹件及其使用方法
1.本技术要求2019年6月26日提交的、标题为“可拉伸的运输/托盘包裹件及其使用方法(stretchable shipping/pallet wrap and method for use)”的美国临时专利申请no.62/866,932的权益,其全部内容通过引用结合于此,用于所有目的。
技术领域
2.本发明涉及将包装件组组合成托盘装载物的方法,更具体地说,涉及皱纹纸作为塑料拉伸包裹材料的替代物用于组合这些装载物的新用途。
背景技术:
3.通过用机器或手工用塑料膜(通常称为拉伸的包裹件或拉伸膜)紧密包裹包装件组而将多个包装件组组合成托盘装载物或更小的单元。这种包裹稳定了装载物且有利于包括托盘的一般运动,一般运动包括将托盘装载到运输车辆中和从运输车辆中卸载。托盘能够在单个设施内运输,也能够在多个设施之间长距离运输。类似地,单个包装件在储存或运输过程中被包裹起来进行保护。
4.最常见的拉伸包裹材料是线性低密度聚乙烯(lldpe),线性低密度聚乙烯由乙烯与α-烯烃共聚产生,最常见的α-烯烃是丁烯、己烯和辛烯。较高的α-烯烃(己烯或辛烯)的使用提高了拉伸膜的特性,特别是在断裂伸长率和耐穿刺性方面。也能够使用其他类型的聚乙烯和聚氯乙烯。许多膜在破裂前能被拉伸约500%。然而,这些膜在使用中通常仅被拉伸到大约100%至300%。一旦被拉伸,就利用弹性回复来保持装载物紧密。相比之下,收缩包裹膜松散地施加在一件或一组物品上,然后受热紧密收缩。
5.常规做法包括将拉伸包裹膜围绕托盘底部包裹几圈、在装载物的上部包裹几圈、围绕装载物的顶部包裹几圈以及沿装载物向下包裹几圈。在过去,一个普通托盘需要大约135线性英尺(41米)、或者大约1磅(0.5千克)的塑料来包裹。据估计,在2011年,仅美国市场就消耗了超过19亿磅(862,000,000千克)的石油基树脂来制造拉伸膜。最近,拉伸包裹件制造商已经减少了其拉伸包裹件的厚度,从而减少了单个托盘所需的拉伸包裹件的重量。然而,拉伸包裹件仍然被认为是仓库和配送中心最大的废物来源之一。虽然有些拉伸包裹材料是回收的,但大部分不是。因此,许多用户会更喜欢一种更可持续、更环保的方法来将包装件组合成一个装载物。
技术实现要素:
6.本发明的实施例提供了一种用于将多个单独的包装件组合成单个运输单元的方法。该方法包括将单独的包装件水平地和/或竖直地彼此相邻放置,以形成紧密包装的包装件组。提供了皱纹纸的供应源。起皱前,皱纹纸的基重约为15至50gsm。皱纹纸能够拉伸至少约10%而不撕裂。皱纹纸从皱纹纸供应源中分配,同时纵向张紧皱纹纸,以便纵向拉伸皱纹纸至少约10%,从而产生拉伸的皱纹纸。当在拉伸的皱纹纸上保持纵向张力的同时,用拉伸的皱纹纸周向包裹紧密包装的包装件组总共至少约一圈。每一圈与另一圈的至少一部分重
叠至少约10%,从而形成单个运输单元。
7.在任何实施例中,设置单独的包装件可以包括将至少一些单独的包装件直接设置在托盘上。可以在保持拉伸的皱纹纸上的纵向张力的同时用拉伸的皱纹纸围绕托盘周向包裹托盘的至少一部分总共至少约一圈。
8.在任何实施例中,皱纹纸可以包括设置在其至少一部分上的粘合剂。至少在拉伸的皱纹纸的重叠区域,拉伸的皱纹纸可以通过粘合剂粘附到自身。
9.在任何实施例中,粘合剂可以包括蜡。
10.在任何实施例中,在周向包裹紧密包装的包装件组之后,粘合剂可以施加到拉伸的皱纹纸的至少一部分上。
11.在任何实施例中,皱纹纸可以包括阻燃剂。
12.在任何实施例中,皱纹纸可以包括防水剂。
13.在任何实施例中,皱纹纸可以包括施胶剂。
14.在任何实施例中,皱纹纸的供应源可以包括皱纹纸的辊,该皱纹纸至少约10英寸(25.4厘米)宽,至少约300英尺(91米)长。
附图说明
15.通过参考以下结合附图对具体实施方式的详细描述,将更全面地理解本发明,其中:
16.图1是根据现有技术的用于生产皱纹纸的机器的侧视图。
17.图2是根据现有技术的图1的机器的一部分的近视图,包括皱纹纸生产中的几个阶段的图示。
18.图3是根据现有技术的自动塑料拉伸包裹机的透视图。
19.图4至图10是根据本发明的一个实施例的图3的机器的相应透视图,该机器将多个单独的包装件组合为单个运输单元。
20.图11是根据本发明的实施例的、人使用手动分配器将多个单独的包装件组合成单个运输单元的透视图。
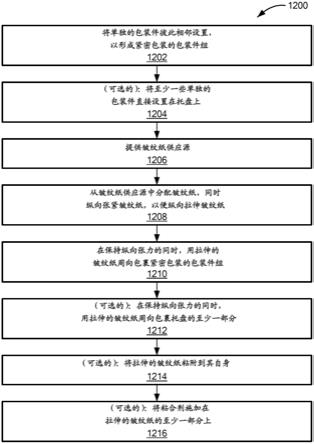
21.图12是示意性地示出根据本发明实施例的方法步骤的流程图,该方法能够由图3至图10的机器或图11的人执行,以将多个单独的包装件组合成单个运输单元。
具体实施方式
22.本发明的实施例提供了方法和设备,用于在不使用塑料包裹材料的情况下包裹单独包装件并将多组单独包装件组合成托盘装载物、稳定装载物并有利于包装件的单独或成组地保护以及托盘的一般运动,一般运动包括将托盘装载到运输车辆中和从运输车辆卸载。这些方法包括用可拉伸的皱纹纸包裹装载物,这种皱纹纸的生产和回收对环境的影响比塑料包裹件小。这些方法涉及皱纹纸的新用途。
23.薄片纸通常由其物理性质来定义,尤其是柔软性或手感、(低)密度、体积、测径(caliper)或厚度、柔韧性或悬垂性及其吸水能力。薄片纸与平级纸的区别在于,薄片纸中的纤维处于松散结合的基质中,其间有空隙,而不是像平级纸中那样紧密堆积和紧密结合。薄片纸具有较高的厚度,因此密度低于相同基重的一般等级的纸。
[0024]“起皱”是一种产生低密度和增加厚度的纸(“皱纹纸”)的机械过程。图1示出了用于执行起皱过程的机器的主要部件,如本领域中众所周知的。起皱涉及快速旋转的加热滚筒(“扬克缸”或“扬克干燥器”)102,其干燥新压制的纸片材并提供起皱发生的平台。通过诸如木质素和半纤维素的天然存在的纸浆产品以及在扬克缸102上形成薄的粘性层(“扬克涂层”)的施加的化学物质的混合物,片材被牢固地保持在扬克缸102的表面上约扬克缸102圆周的2/3至3/4处。扬克涂层能够通过涂层喷涂器104喷涂在片材或扬克缸上。如下面更详细描述的,固定的刮刀(“起皱刮刀”)106在扬克缸102的宽度上延伸、从扬克缸102移除片材并形成皱纹纸。形成的皱纹纸然后被卷绕在母辊108上。
[0025]
图2是扬克缸102靠近起皱刮刀106的一部分的近视图。图2示出了四个阶段,在此期间在纸片材200中形成褶皱。在撞击起皱刮刀106之前,纸片材在大约7至9根纤维的层内具有大约2%至6%(按重量计)的含水量。纤维通过氢键相互附接。纸片材200对起皱刮刀106的撞击在纸片材200内产生很大的力,部分破坏纤维间的氢键,使扬克涂层-纤维界面破裂,从而使纤维变形并在纸基底中形成微褶皱和大褶皱。因此,纸片材沿z方向膨胀。如图2所示,一些纤维变形和弯曲。根据粘合强度,膨胀和弯曲的片材从扬克缸102表面释放一小段距离,如阶段1所示。粘合强度越大,这个距离越短。因此,在被保持的片材重新撞击起皱刮刀106之前,形成薄片纸或皱纹纸的小的褶皱,并且重复该过程。每个褶皱都能够被称为“皱条”。皱条的线密度(“皱条数”)可以在每英寸约50至102个皱条(每厘米20至40个皱条)的范围内。
[0026]
随着片材200被卷到母辊108上,完成的皱纹纸不断地远离起皱袋。起皱过程在增加了片材的厚度的同时缩短了片材200的长度,因此卷绕母辊108的辊以比扬克缸102慢约15%至25%的比率运行。片材厚度首先通过x方向的氢键断裂而膨胀,其次通过起皱作用膨胀。然而,皱纹纸本身并不均匀,由大褶皱(如第4阶段所示的大褶皱)和穿插的许多较小褶皱(如第3阶段所示的微褶皱)组成。皱纹纸在历史上曾被用于电绝缘、工艺品和各种胶带的背衬。关于皱纹纸的更多信息可从ian padley 2016年出版的《薄片纸制作过程中的起皱基础(the basics of creping in the tissuemaking process)》中获得(htps://tissuestorv.com/ts%20pdfs/tissue%20storv%20crepe%20final%20from%20ian.pdf)。
[0027]
皱纹纸中的皱条使皱纹纸至少在纵向上具有可拉伸性,并且在拉伸后,皱纹纸仍具有一定的弹性。我/我们意识到这种可拉伸性和弹性使皱纹纸成为塑料拉伸包裹件的合适替代品以用于将成组的单独包装件组合成托盘装载物。皱纹纸可以以基本上与塑料拉伸包裹件相同的方式通过机器或手工施加。一旦拉伸并包裹在一组单独的包装件上,皱纹纸的变形和相邻皱纹纸层之间的剪切摩擦将皱纹纸保持包裹在适当的位置,并防止皱纹纸展开。可选地,皱纹纸可添加有可堆肥和可生物降解的压敏涂层,以增加层间的粘合力。可选地或可替代地,可以例如通过刷子或喷涂器将粘合剂施加到部分或完全包裹的托盘的皱纹纸上。粘合剂能够施加在层间或外层上并允许渗透到内层。我们发现皱纹纸在这方面的表现与传统的塑料拉伸包裹件相当。
[0028]
皱纹纸能够被回收、堆肥和/或生物降解。与塑料相比,现有的回收基础设施更适合接收和处理用过的皱纹纸。因此,皱纹纸提供了一种塑料拉伸包裹件的在生态上有吸引力的替代品。
[0029]
图3是根据现有技术的自动塑料拉伸包裹机300的透视图。该包裹机300包括转盘302,在该转盘上可以放置由矩形棱柱304表示的一个或多个单独的包装件,以为包装件304的组合做准备。当包装件304在转盘302上旋转时,塑料拉伸包裹材料306从辊308被分配。随着包装件304旋转(如箭头310所示),塑料拉伸包裹材料306包裹在包装件304周围。辊308附接到托架312上,当转盘302旋转时,托架如箭头314所示向上移动。因此,塑料拉伸包裹材料306的圈重叠。公开号为no.us2013/0300047的美国专利中进一步描述了机器300,出于所有目的,该专利的全部内容在此引入作为参考。这种例如型号为ql400的机器300能够从lantech,11000bluegrass pkwy,jeffersontown,ky 40299获得。
[0030]
根据本发明的实施例,机器300可用于使用皱纹纸而不是塑料拉伸包裹材料306来组合包装件304。根据这些实施例,机器300以与使用塑料拉伸包裹材料306时基本相同的方式操作。
[0031]
图4至图10示出了类似于图3的机器300的机器400的使用,将由包装件402、404和406表示的多个单独的包装件组合成单个运输单元。如图4所示,单独的包装件水平地和/或竖直地彼此相邻布置,以形成紧密包装的包装件组408。紧密包装意味着每个包装件402至406与至少一个其他包装件402至406紧密接触。包装件402至406可以设置在托盘上(不可见)。
[0032]
皱纹纸412的供应源410(例如辊)安装在机器400上,其安装方式与塑料拉伸包裹辊通常安装在机器400上的方式基本相同。起皱之前,皱纹纸412应当具有大约15-50gsm的基重。在一些实施例中,皱纹纸412在起皱之前具有大约16-35gsm的基重。在一些实施例中,皱纹纸412在起皱之前具有大约16gsm的基重。在一些实施例中,皱纹纸412在起皱之前具有约35gsm的基重。皱纹纸412应该能够拉伸至少约10%而不会撕裂。在一些实施例中,皱纹纸412能够拉伸大约50%而不会撕裂。在一些实施例中,皱纹纸412可以具有另外的例如高达约400%以上的可拉伸性。适用于实施本发明实施例的皱纹纸412可从seaman paper company,35wilkins road,gardner,ma 01440获得。
[0033]
当转盘414如箭头416所示旋转包装件402-406时,机器400在纵向张紧皱纹纸412的同时分配皱纹纸412,以便如箭头418所示纵向拉伸皱纹纸至少10%,从而产生拉伸的皱纹纸420。机器400可包括阻止辊410的旋转的制动器,从而保持张力。图4至图11所示的操作开始于在底部处包裹包装件402至406。包裹可以从托盘开始(不可见)。然而,可选地,包裹可以从成组的包装件402至406的顶部或其他地方开始。
[0034]
在保持拉伸的皱纹纸420上的纵向张力418的同时,转盘414的旋转416使紧密包装的包装件组408被已拉伸的皱纹纸420周向包裹。在转盘414旋转了至少一整圈并且可选地旋转了两到三圈之后,机器400开始提升皱纹纸412的辊410,因此继续向上包裹包装件402至406。包装件402至406的圈数取决于几个因素,包括包装件402至406的总高度、皱纹纸412的宽度、皱纹纸412的基重和最终包裹件的所需强度。
[0035]
图5示出了在转盘414已经将包装件402至406旋转了几圈之后的包装件402至406。在初始一圈(多圈)之后,辊410应该对于转盘414的每一圈都上升,使得拉伸的皱纹纸420的每一圈的至少一部分的至少约10%与拉伸的皱纹纸420的前一圈重叠。在开始提升皱纹纸412的辊410之前,机器400可以将转盘414旋转大约三圈,或者被认为足以稳定装载物的任何数量。
[0036]
图6、图7和图8渐进地示出了包裹的后期阶段。在图8中,机器400包裹包装件402至406的顶层,拉伸的皱纹纸的顶部800延伸超过包装件402至406的顶部。在图9中,机器400开始向下包裹包装件402至406。在图10中,机器400再次包裹托盘(不可见)以结束包裹,然后转盘414的旋转停止,并且皱纹纸412可以在供应源410附近被切割。在切割皱纹纸412之前或之后,粘合剂(未示出)可以被施加在层之间或最外层上,并被允许向内渗透。
[0037]
机器400将总共至少约一圈的拉伸的皱纹纸420施加到包装件402至406上。在许多情况下,机器400总共施加超过一圈。例如,在一些情况下,机器400将至少约三圈的拉伸的皱纹纸420施加到包装件402至406上。如上所述,每一圈与另一圈的至少一部分的至少约10%重叠,从而形成单个运输单元1000。
[0038]
图11是人使用手动分配器1100通过用拉伸的皱纹纸1110包裹包装件1102至1106以将由包装件1102、1104和1106表示的多个单独包装件组合成单个运输单元1108的透视图。除了是人绕包装件1102至1106旋转而不是包装件1102至1106在转盘上旋转之外,人可以遵循与关于图4至图10描述的过程类似的过程。合适的手动分配器1100可以是从uline,pleasant prairie,wi获得的型号为h-88的uline工业用手动包裹器。关于手动分配器1100的附加信息能从授予guard的美国专利no.4,102,513、授予parry的美国专利no.4,179,081、授予lambert等人的美国专利no.4,989,803中获得,出于所有目的,每个专利的全部内容在此引入作为参考。
[0039]
可选地,粘合剂设置在皱纹纸412或1110的一面或两面的全部或一部分上。在一些实施例中,在纸起皱之后,但在起皱的纸被卷绕在母辊108(图1)上之前,通过例如将粘合剂喷到皱纹纸412或1110上来施加粘合剂。在一些实施例中,粘合剂是热熔粘合剂。合适的粘合剂应当通过空气相对快速地干燥和/或凝固,可能需要风扇驱动的空气在喷涂器的下游但在母辊108的上游吹在起皱的纸上。因此,图1中所示的机器能够被修改为包括合适的喷涂器和可选的一个或多个风扇。
[0040]
可选地,皱纹纸包括施胶剂。施胶剂或施胶料是一种施用于或结合到其他材料(尤其是纸和纺织品)中用作保护性填料或釉料的物质。施胶用于造纸和纺织品制造,以改变这些材料的吸收和磨损特性。施胶在造纸过程中使用,以减少纸在干燥时吸收液体的趋势,以例如允许油墨和油漆保留在纸表面并在那里干燥而不是被吸收到纸中。这是通过抑制纸纤维通过毛细作用吸收液体的趋势来实现的。
[0041]
关于施胶,纸片材分为以下两类:未施胶纸(吸液纸)、弱施胶纸(轻施胶纸)或强施胶纸(重施胶纸)。吸液纸具有低耐水性并且包括用于吸墨的吸水纸。轻施胶纸具有一定的吸水性并且包括新闻纸,而重施胶纸具有最高的耐水性,例如高级涂布纸和液体包装纸板。
[0042]
施胶类型包括:内部施胶(有时也称为机内施胶)和表面施胶(槽法施胶)。内部施胶适用于多种纸,特别是那些由机器制造的纸,而表面施胶被添加到最高等级的证券纸、账簿纸和书写纸中。
[0043]
图12是示意性示出根据本发明实施例的方法1200的步骤的流程图,该方法能够由图3至图10的机器300或400、或图11的人执行,以将多个单独的包装件组合成单个运输单元。在步骤1202,单独的包装件水平地和/或竖直地彼此相邻设置,以形成紧密包装的包装件组。可选地,在步骤1204,至少一些单独的包装件被直接放置在托盘上。
[0044]
在步骤1206,提供皱纹纸供应源。皱纹纸在起皱之前的基重应为约15至50gsm,不
过也能使用更高或更低基重的纸。皱纹纸应该能够拉伸至少约10%,在一些实施例中至少约50%。在各个实施例中,皱纹纸能够拉伸至少约75%、至少约100%、至少约150%、至少约200%、至少约300%和至少约400%。供应皱纹纸可以包括在皱纹纸的一个或两个表面上(例如通过喷涂)施加粘合剂,如本文所述。
[0045]
在步骤1208,皱纹纸从皱纹纸供应源中被分配,同时皱纹纸被纵向张紧,以便纵向拉伸皱纹纸至少10%,从而产生拉伸的皱纹纸。在各个实施例中,皱纹纸从皱纹纸供应源分配,同时皱纹纸被纵向张紧,以便纵向拉伸皱纹纸至少20%、至少约30%、至少约40%、至少约50%、至少约60%、至少约70%、至少约80%、至少约90%和至少约100%。在步骤1210,在保持拉伸的皱纹纸上的纵向张力的同时,用拉伸的皱纹纸将紧密包装的包装件组周向包裹总共至少约一圈。每一圈与另一圈的至少一部分重叠至少约10%,从而形成单个运输单元。
[0046]
可选地,在步骤1212,在保持拉伸的皱纹纸上的纵向张力的同时,用拉伸的皱纹纸对托盘的至少一部分围绕托盘周向包裹总共至少约一圈。
[0047]
可选地,皱纹纸包括设置在其至少一部分上的粘合剂。粘合剂可包括蜡或其他合适的粘合剂。在步骤1214,至少在拉伸的皱纹纸的重叠区域以及存在粘合剂的地方,拉伸的皱纹纸通过粘合剂粘附到自身。
[0048]
可选地或可替代地,在步骤1216,在周向包裹紧密包装的包装件组之后,粘合剂被(例如通过涂覆或喷涂粘合剂)施加在拉伸的皱纹纸的至少一部分上。在一些实施例中,如本文所述,在皱纹纸起皱之后,但在皱纹纸被卷绕在母辊108上之前,将热熔粘合剂施加到皱纹纸上。可选地或可替代地,在周向包裹紧密包装的包装件组之后,皱纹纸被(例如用热枪或红外光源)加热,以活化在包裹之前存在于皱纹纸上的、或者在包裹期间或在包裹之后施加的粘合剂。可选地或可替代地,通过用水或另一种活化剂喷涂皱纹纸来活化粘合剂。
[0049]
可选地,皱纹纸包括阻燃剂、防水剂和/或施胶剂。皱纹纸的供应源能够包括皱纹纸的辊。该辊可以是至少约10英寸(25.4厘米)宽,并包含至少约300线性英尺(91米)的皱纹纸。
[0050]
虽然通过上述示例性实施例描述了本发明,但是在不脱离这里公开的发明概念的情况下,能够对所示实施例进行修改和变化。例如,尽管结合公开的实施例可能记载了具体的参数值(例如尺寸、材料、添加剂和涂层),但是在本发明的范围内,所有参数的值能够在很宽的范围内变化,以适应不同的应用。除非上下文中另有说明,或者本领域普通技术人员能够理解的,术语如“大约”是指在
±
20%以内。
[0051]
在本文中使用时,包括在权利要求书中并结合项目列举使用的术语“和/或”表示列举的一个或多个项目,即列举中的至少一个项目,但不一定是列举中的所有项目。在本文中使用时,包括在权利要求书中并结合项目列举使用的术语“或”意味着列举中的一个或多个项目,即列举中的至少一个项目,但不一定是列举中的所有项目。“或”并不意味着“互斥或”。
[0052]
尽管能够参考流程图和/或框图来描述实施例的多个方面,但是每个框的全部或部分或框的组合的功能、操作、决策等可以被组合、分离成单独的操作或在其他指令中被执行。
[0053]
公开的方面或其部分可以以上文未列出和/或未明确要求保护的方式组合。此外,在缺少这里没有具体公开的任何元素的情况下,这里公开的实施例可以被适当地实践。因
此,本发明不应被视为局限于所公开的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1