包装封闭件和用于制造包装封闭件的方法与流程
1.本发明涉及包装封闭件和用于制造包装封闭件的方法。一种类型的这种包装封闭件包括颈部(也称作排出口)、用于封闭颈部的开口的盖以及连接颈部和盖的折叠部,其中,颈部具有中心轴线并形成有轴向延伸的管状部和向内突出的密封凸缘,盖形成有径向延伸的顶部以及轴向延伸的密封环,顶部用于覆盖颈部的开口,密封环与密封凸缘相互作用以在密封环与密封凸缘之间形成密封,并且颈部、盖和折叠部形成为单个整体件。这种类型的包装封闭件配置在塑料材料中并具有固有的柔性性能,塑料材料诸如是热塑性材料或具有类似性能的其它塑料材料。这种类型的包装封闭件通常用于液体食品的包装,液体食品诸如是牛奶、果汁、水、酸奶和类似物,但也可用于其它类型的包装。这种类型的包装通常用于纸板或纸板与塑料材料或其它材料的组合的包装,例如可以从坯料折叠的诸如平顶纸板包装或山墙顶纸板包装,其中包装封闭件被紧固到包装上。
2.另一种类型的这种包装封闭件被配置用于封闭诸如瓶颈的颈部的开口,其中包装封闭件是包括中心轴线、径向延伸的顶部、轴向延伸的壁和折叠部的盖,其中包装封闭件形成为单个整体件。这种类型的包装封闭件也配置在塑料材料中并具有固有的柔性性能,所述塑料材料诸如是热塑性材料或具有类似性能的其它塑料材料。这种类型的包装封闭件通常用于液体食品的包装,液体食品诸如是牛奶、果汁、水、酸奶和类似物,但也可用于其它类型的包装。这种类型的包装通常是瓶的形式,诸如塑料瓶。
背景技术:
3.现有技术中公开了多种不同类型的包装封闭件和盖。在wo2012/033451中公开了一种类型的这种现有技术包装封闭件。该文献公开了一种具有颈部、用于封闭颈部的盖以及在颈部和盖之间的折叠部的包装封闭件,其中,盖通过可断裂的凹口连接到颈部,并且包装封闭件可以由塑料材料的一个整体件形成。
4.然而,需要改进这样的包装封闭件,并提供可靠和用户友好的塑料材料的包装封闭件,其易于制造并且可以在减少材料消耗的情况下取代当今使用的许多其它包装封闭件。
技术实现要素:
5.本发明的一个目的是解决或至少缓解上述问题,并提供一种更优方案。
6.本发明涉及一种用于封闭颈部的开口的包装封闭件,所述包装封闭件包括中心轴线、径向延伸的顶部和轴向延伸的壁,其中,所述包装封闭件形成为单个整体件,所述包装封闭件形成有沿径向配置在壁的内侧的轴向延伸的密封环,并且盖的顶部通过可断裂的凹口和铰接部连接到壁,顶部可通过沿着凹口撕开并且沿着铰接部折叠而打开。
7.根据第一方面,包装封闭件可形成有盖和颈部,其中颈部通过折叠部连接到盖。因此,根据第一方面的本发明涉及一种包装封闭件,所述包装封闭件包括颈部、用于封闭所述颈部的开口的盖以及将所述颈部和所述盖连接的折叠部,其中,所述颈部具有中心轴线并
形成有轴向延伸的管状部和向内突出的密封凸缘,所述盖形成有径向延伸的顶部和轴向延伸的密封环,所述顶部用于覆盖所述颈部的开口,所述密封环与所述密封凸缘相互作用以在所述密封环与所述密封凸缘之间形成密封,并且所述颈部、所述盖和所述折叠部形成为单个整体件,其特征在于,所述盖还形成有配置在所述颈部的管状部的径向外侧的轴向延伸的壁,其中,所述折叠部将所述盖的壁与所述颈部连接,并且所述盖的顶部通过可断裂的凹口和铰接部连接到所述壁,所述顶部能够通过沿着所述凹口撕开并且沿着所述铰接部折叠而打开。所述包装封闭件的构造使得能够提供可靠且用户友好的塑料材料的包装封闭件,所述包装封闭件能够以有效的方式制造。例如,所述包装封闭件的盖具有由顶部形成的卡锁罩。可以以常规方式配置用于在打开后将顶部可脱离地紧固在封闭位置的卡锁功能,诸如通过突起和由于所述包装封闭件的材料的固有的柔性性能而彼此相互作用的突起和凹槽。盖可设置有拉环,以方便打开盖。
8.折叠部可以将颈部的顶端和盖的壁的底端连接,其中,在整个包装封闭件以有效方式形成为一个整体件的情况下提供了有效的密封和窃启密封。
9.可断裂的凹口可以形成有起始区域,以便于打开包装封闭件。在起始区域的一侧或两侧可以配置有加强部,以在打开期间提供短暂停止,使得在可断裂的凹口的剩余部分断裂之前,只有起始区域首先被打开,以平衡包装内外之间的任何压力差。已经发现,这提供了容纳碳酸化液体的包装的有效打开,因为在使整个凹口断裂之前,以平滑的方式释放了由于碳酸化液体引起的任何升高的压力。
10.颈部可以形成有附接部并且盖可以形成有固定部,以当包装封闭件固定到包装上时,固定部与包装和附接部一起被熔化。因此,在折叠部处于折叠位置的情况下盖固定到颈部,以提供可靠且易于操作的包装封闭件,并通过熔接、熔化或类似的常规紧固方法提供包装封闭件到包装的改进的紧固。
11.包装封闭件可以形成有连接到密封环的杠杆环,其中,杠杆环和密封环通过径向延伸部连接到壁,以在密封环和杠杆环之间形成杠杆作用线(leverage line)。因此,当包装内的压力升高时,顶部会向外弯曲,其中,对杠杆环绕杠杆作用线向内施力,从而使密封环绕杠杆作用线向外转动,进一步改进了密封效果。
12.本发明还涉及一种用于制造包装封闭件的方法,所述包装封闭件具有轴线、颈部、盖以及将所述颈部和所述盖连接的折叠部,所述方法包括以下步骤:
13.a)借助于可动钳口和工具芯将所述颈部、所述盖以及将所述颈部和所述盖连接的可折叠部形成为单个整体件,其中,通过外部第一工具芯部形成所述颈部的内部、所述颈部的向内突出的密封凸缘、所述可折叠部的内部和所述盖的壁的内部,通过内部第二工具芯部形成所述盖的顶部的内部和所述盖的密封环的内部,并且通过所述可动钳口和所述外部工具芯在所述盖的顶部和壁之间形成可断裂的凹口和铰接部,
14.b)从形成的包装封闭件移除所述钳口,
15.c)使所述第一工具芯部相对于所述第二工具芯部沿轴向移位,从而在保持所述第二工具芯部与所述盖接合的状态下使所述盖与所述第二工具芯部解除接合,
16.d)在通过所述包装封闭件的固有柔性将所述可折叠部折叠为所述折叠部的状态下,使所述颈部相对于所述盖沿轴向移位,其中,使所述壁包围所述颈部的管状部并且所述密封环接合所述密封凸缘,
17.e)使所述包装封闭件相对于所述第二工具芯部移位,以使所述包装封闭件与所述工具芯解除接合。
18.根据本发明的第二方面,包装封闭件可以形成为安装在诸如瓶的包装的颈部上。于是,包装封闭件仅形成为盖,即没有颈部。于是,包装封闭件可以形成有折叠部,当折叠部被推动越过包装颈部的外凸缘时从壁向内被折叠以形成锁定。于是,密封环可以形成有径向向外延伸以接合包装颈部的内部的密封凸缘。根据第二方面的包装封闭件可以形成有如上所述的拉环、可断裂的凹口、起始区域、加强部和/或杠杆环。
19.包装封闭件可以配置成以不会无意脱落的方式附接到包装。而且,包装封闭件可以配置成在使用后也保持为一个整体件。例如,可以形成顶部的铰接部,也可以形成到拉环的铰接部,使得顶部和拉环不容易断裂,从而避免拉环和/或顶部的无意移除。因此,包装封闭件被配置成固定到包装,并在其整个使用寿命内保持为一体。
20.根据以下实施方式的说明、附图和从属权利要求,本发明的其它特征和优点将变得显而易见。
附图说明
21.现在将借助于实施方式示例并参考附图更详细地说明本发明,其中
22.图1是从根据一个实施方式的包装封闭件的上方看的示意性立体图,
23.图2是图1的包装封闭件的示意性侧视图,
24.图3a是根据一个实施方式的包装封闭件的示意性剖视图,
25.图3b是图3a的包装封闭件的一部分的视图,
26.图3c是根据另一实施方式的包装封闭件的一部分的视图,
27.图4是图3的包装封闭件的示意性立体图,
28.图5是从根据一个实施方式的包装封闭件的上方看的示意性立体图,其中包装封闭件是打开的,
29.图6是图5的包装封闭件的示意性剖视图,
30.图7是根据一个实施方式的打开的包装封闭件的示意性侧视图,
31.图8是图7的包装封闭件的示意性剖视图,
32.图9是根据一个实施方式的打开的包装封闭件的示意性立体图,
33.图10是图9的包装封闭件的示意性剖视图,
34.图11是根据一个实施方式的半成品包装封闭件的示意性剖视图,
35.图12是根据一个实施方式的用于制造包装封闭件的装置的一部分的示意性剖视图,示出了处于形成包装封闭件的第一位置的装置以及在装置内部的半成品包装封闭件,
36.图13是处于第二位置的图12的装置的示意性剖视图,
37.图14是处于第三位置的图12的装置的示意性剖视图,其中完成了包装封闭件,
38.图15是处于第四位置的图12的装置的示意性剖视图,其中成品包装封闭件从装置中弹出,
39.图16是根据另一个实施方式的包装封闭件的示意性立体图,
40.图17是图16的包装封闭件的示意性剖视图,
41.图18是图16的包装封闭件的另一示意性剖视图,
42.图19是安装在瓶颈上的包装封闭件的示意性立体剖视图,
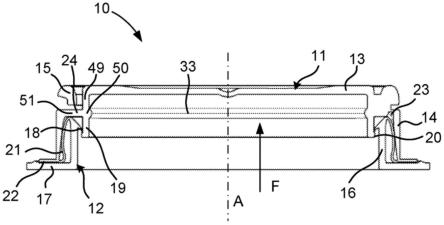
43.图20是安装在瓶颈上的包装封闭件的示意性剖视图,
44.图21是安装在瓶颈上的包装封闭件的示意性剖视图,示出了处于来自瓶的内容物的压力下的包装封闭件,
45.图22是从下方看的示意性剖视图,示出了根据一个实施方式的具有起始区域和加强部的可断裂的凹口,
46.图23是图22的一部分的详细示意图,
47.图24是根据另一个实施方式的半成品包装封闭件的示意性剖视图,
48.图25是图24的成品包装封闭件的示意性剖视图,
49.图26是根据又一个实施方式的半成品包装封闭件的示意性剖视图,和
50.图27是图26的成品包装封闭件的示意性剖视图。
具体实施方式
51.参照图1-4,示出了根据一个实施方式的包装封闭件10。包装封闭件10被配置成装配到包装,诸如用于液体食品的包装,液体食品诸如是牛奶、果汁、水、酸奶等或其它物质。例如,包装封闭件10被配置成附接到由塑料材料、纸板和塑料材料的组合、纸板或类似物制成的包装,诸如平顶纸板包装或山墙顶纸板包装(其通常包含纸板和塑料材料的组合以防液体)。包装被配置在塑料材料中并具有固有的柔性特性。例如,包装封闭件由热塑性材料或具有类似性能的其它塑料材料制成。包装封闭件被制成塑料材料的单个整体件,塑料材料诸如是热塑性材料。例如,包装封闭件10通过模制制成单个整体件,模制诸如是注射成型。根据一个示例,包装封闭件10的重量为1.2-2g,诸如1.4-1.8、1.4-1.6或1.4-1.5g。包装封闭件10的高度例如为6-10mm,诸如7-9mm或8mm。
52.包装封闭件10包括纵向中心轴线a、盖11和颈部12(也称作排出口),颈部12形成用于倒出包装的内容物的开口,其中盖11被配置成当包装封闭件10处于如图1-4所示的封闭位置时用于封闭颈部12的开口。盖11形成有径向延伸的顶部13,顶部13用于当包装封闭件10处于封闭位置时覆盖颈部12的开口。盖11还包括连接到顶部13的轴向延伸的壁14。盖11形成有用于打开包装封闭件10的拉环15,这将在下面更详细地说明。例如,包装封闭件10形成为使得壁14的直径为25-40mm,诸如30-35mm或32mm。
53.特别地参照图3a、图3b和图4,颈部12形成有轴向延伸的管状部16。颈部12的中心轴线与包装封闭件10的中心轴线a相同。在所示实施方式中,包装封闭件10大致形成为圆筒,其中颈部12的管状部16和盖11的壁14形成有圆形截面。或者,包装封闭件10形成有椭圆形、大致矩形、三角形或其它适当形状(例如具有圆角)的截面。颈部12形成有用于附接到包装的附接部17,诸如通过将附接部17的一部分熔化或熔接到包装。附接部17从管状部16径向向外延伸,诸如从管状部16垂直延伸或从管状部16以倾斜角度向外并向下延伸。例如,附接部17连接到管状部16的一端,即下端。
54.颈部12形成有向内突出的密封凸缘18。例如,密封凸缘18配置在管状部16的一端,诸如上端,并且例如配置在附接部17的相反端。在所示实施方式中,密封凸缘18从管状部16径向向内并向下延伸。密封凸缘18围绕管状部16的整个内周连续地配置,并形成有自由端。由于材料的固有柔性特性,密封凸缘18是可弹性弯曲的。盖11形成有轴向延伸的密封环19,
以与密封凸缘18相互作用,从而在密封环19和密封凸缘18之间形成密封。密封环19从顶部13的内侧突出并形成连续且封闭的环。例如,由于包装封闭件10的材料的固有柔性特性,密封环19是可弹性弯曲的。例如,密封环19为圆筒状。密封环19形成有自由端。在所示实施方式中,密封环19的外表面形成有可选的径向向外延伸的用于与密封凸缘18相互作用的突起20。例如,当盖11封闭时,突起20配置为超出密封凸缘,其中突起20配置在密封凸缘18的自由端的下方。
55.颈部12通过折叠部21连接到盖11。折叠部21将颈部12的管状部16与盖11的壁14连接。例如,折叠部21具有连接到管状部16(诸如管状部16的顶端)的第一端,其中折叠部21的相反的第二端连接到壁14,诸如壁14的底端。折叠部21形成得比壁14和管状部16薄。折叠部21向外折叠并配置在管状部16和壁14之间。因此,壁14配置在管状部16的径向外侧。在所示实施方式中,壁14配置在折叠部21的径向外侧,其中,壁14包围折叠部21使得折叠部21配置在壁14和管状部16之间。例如,折叠部21配置在壁14和管状部16之间的间隙中。例如,壁14和管状部16同轴配置。在所示实施方式中,壁14包围管状部16。例如,壁14配置为具有比管状部16大的直径。盖11、颈部12和折叠部21一体化并且形成为单件。例如,折叠部21是连续的并且在颈部12和盖11的壁14之间形成密封。
56.在所示实施方式中,盖11形成有可选的固定部22,固定部22用于通过熔化或熔接附接到包装。例如,固定部22从壁14向外延伸,诸如从壁14的底端向外延伸,并且例如径向向外延伸,诸如垂直地向外延伸或倾斜地向外延伸。固定部22配置用于将盖11的壁14固定到颈部12和包装。例如,固定部22与附接部17接合,以在包装封闭件10附接到包装上时与附接部17和包装一起熔化。因此,盖11的壁14借助于固定部22固定到颈部12和包装。
57.盖11的顶部13通过可断裂的凹口23和铰接部24连接到壁14,其中顶部13可通过沿着凹口23撕开并且沿着铰接部24折叠而打开。例如,可断裂的凹口23在顶部13和壁14之间围绕圆周的大部分延伸,并且以比壁14和顶部13薄的材料厚度形成,其中,可断裂的凹口23被铰接部24中断,铰接部24围绕所述圆周的小部分延伸并且以比可断裂的凹口23大的材料厚度形成。例如,可断裂的凹口23形成有可选的起始区域25,起始区域25由甚至更薄的材料形成或者通过另一种类型的弱化而形成,使得沿着凹口23的撕开在起始区域25处开始。在图3b和图3c中更详细地示出了起始区域25。例如,起始区域25配置为与铰接部24相对。根据一个实施方式,凹口23被配置成使得它需要至少20n(牛顿)才能断裂,诸如至少30n或30-60n或40-60n。将顶部13连接到壁14的铰接部24被配置为使得需要比使凹口23断裂所需的力大的力来使铰接部24弯曲或断裂。例如,所述铰接部24被配置成使得至少需要50n来使其弯曲或断裂,诸如50-100n或50-80n。
58.特别地参照图3c,可断裂的凹口23在起始区域25的两侧形成有可断裂的加强部r,以在使可断裂的凹口23连续断裂之前形成自然的短停或暂停。因此,当人通过拉动拉环15开始撕开凹口23时,起始区域25断裂直到加强部r,其中,加强部r使撕开暂时停止并且需要更大的力来继续撕开可断裂的凹口23。以这种方式,例如,在撕开可断裂的凹口23的剩余部分之前,包装内的较高压力可以被释放。
59.拉环15通过铰接部26连接到盖11的顶部13,这在图5-8中更清楚地示出。在图5和图6中,通过拉动拉环15并由此使顶部13和壁14之间的可断裂的凹口23断裂而至少部分地打开了包装封闭件10。因此,顶部13形成可打开的罩,在通过使凹口23断裂而打开包装封闭
件10后,该罩可以再次封闭以封闭和密封包装封闭件10。例如,顶部13形成没有螺纹的罩,该罩有时被称作翻罩。在使凹口23断裂之后,包装封闭件10借助于密封凸缘18和密封环19密封。例如,可断裂的凹口23形成防窃启功能,其中可以检测到包装封闭件10的初次打开或未经授权的打开。根据一个实施方式,可断裂的凹口23在其断裂之前在壁14和顶部13之间形成防液密封或者还形成防气密封。拉环15的铰接部26例如配置成与将顶部13连接到壁14的铰接部24相对。在所示实施方式中,拉环15是闭环。图9和图10示出了根据一个实施方式的完全打开的包装封闭件10的示例,其中顶部13通过绕着将顶部13和壁14连接的铰接部24弯曲而被拉开。
60.参照图11,为了清楚起见,包装封闭件10单独在半成品状态下示出,并且在图12-15中示意性地示出了根据一个实施方式的借助于用于制造包装封闭件的装置进行的包装封闭件10的制造。如图12示意性所示,用于制造包装封闭件10的装置包括可动的第一钳口27、可动的第二钳口28、配对件29以及具有外部第一工具芯部30和内部第二工具芯部31的工具芯,外部第一工具芯部30和内部第二工具芯部31与钳口和配对件相互作用以形成模具,该模具用于接纳用于形成包装封闭件10的一定量的塑性材料。该装置还包括可动的起模器32,用于将所制造的包装封闭件10起模并且可选地也用于形成包装封闭件。该装置被配置为用于模制塑料材料的模制工具。例如,可以以常规方式加热和冷却该装置或其部分。
61.外部第一工具芯部30被配置为用于形成颈部12的管状部16的内侧。外部第一工具芯部30还被配置成用于形成密封凸缘18、可折叠部(待成为折叠部)21的一侧和盖11的壁14的内侧。因此,外部第一工具芯部30被配置为用于形成具有比颈部12的管状部16的内径大的内径的壁14。外部第一工具芯部30被配置为用于形成位于壁14和管状部16之间并且例如具有向外并向上的倾斜角度的可折叠部21。例如,外部第一工具芯部30被配置为用于形成连接顶部13和壁14的可断裂的凹口23以及铰接部24。在所示实施方式中,外部第一工具芯部30还被配置为用于形成密封环19的外侧。第二内部工具芯部31被配置为用于形成顶部13的内侧和密封环19的内侧。
62.参照图13,钳口27、28和配对件29已经从模制的半成品包装封闭件10移除,并且外部第一工具芯部30已经相对于内部第二工具芯部31沿轴向移位,以与包装封闭件10解除接合。因此,外部第一工具芯部30相对于内部第二工具芯部30可以移动。用于形成壁14的内部的外部第一工具芯部30的端部已经被迫经过较窄的管状部16和密封凸缘18,其中管状部16和密封凸缘18暂时扩张。当外部第一工具芯部30已经经过较窄的管状部16和密封凸缘18时,由于材料的固有的可弹性弯曲特性以及例如来自模制过程的仍然柔软和温热的材料,管状部16和密封凸缘18恢复了它们的原始形状。在所示实施方式中,外部第一工具芯部30还被配置成用于形成附接部17的一部分。或者,管状部16朝向附接部17向外倾斜。或者,附接部17由另一个工具部形成,诸如钳口27、28。当外部第一工具芯部30相对于内部第二工具芯部31移位时,内部第二工具芯部31接合包装封闭件10。然后,如图14所示,内部第二工具芯部31相对于起模器32沿轴向移位,其中,在将可折叠部21折叠到其折叠位置时,盖11相对于颈部12沿轴向移位。例如,可折叠部21被折叠而不断裂,使得折叠部21是完好的并且提供了成品包装封闭件10的密封功能。盖11形成有突起33,诸如凸缘或类似物,用于在盖11相对于颈部12移位期间接合内部第二工具芯部31。例如,突起33形成为在盖11相对于颈部12移位期间提供比将折叠部21折叠所需的力大的保持力,使得在所述移位期间,内部第二工具
芯部31被保持与顶部13和密封环19的内侧接合。例如,突起33被配置在密封环19上,诸如配置在密封环19的内侧。在所示实施方式中,突起33沿径向向内突出。盖11相对于颈部12移位以提供完成并封闭的包装封闭件10,例如如上面参考图1-4所述的包装封闭件。例如,盖11相对于颈部12移位直到盖11接合颈部12,诸如直到顶部13接合颈部12和/或可选的固定部22接合附接部17。然后,如图15所示,成品包装封闭件10借助于起模器32与内部第二工具芯部31解除接合,其中包装封闭件10和起模器32相对于内部第二工具芯部31沿轴向移位,使得突起33通过材料的固有的可弹性弯曲特性与内部第二工具芯部31解除接合。
63.参照图16-21,示出了根据另一个实施方式的包装封闭件40。图16-18示出了包装封闭件40并且图19-21示出了安装在具有颈部42的包装41上的包装封闭件40。例如,包装封闭件40被配置成装配在呈瓶的形式(诸如塑料瓶)的包装41上,用于封闭包装41的颈部42的开口。例如,包装封闭件40例如通过模制形成为呈塑料材料单个整体件的盖,所述塑料材料诸如是热塑性材料。
64.包装封闭件40包括中心轴线x、径向延伸的顶部43、轴向延伸的壁44和折叠部45。例如,包装封闭件40形成为大致具有圆形截面。或者,包装封闭件40形成有椭圆形、矩形或三角形的截面,例如具有圆角(如果适用)。包装封闭件40形成有密封环46,密封环46从顶部43的内侧沿轴向延伸并设置有径向向外突出的密封凸缘47,用于在包装封闭件处于其封闭位置时接合和密封颈部42的内侧。在所示实施方式中,密封凸缘47配置在密封环46的端部(诸如下端)。密封环46和密封凸缘47是连续的并且形成为闭环。密封环46配置在壁44内,其中,壁44包围密封环46。例如,密封环46大致平行于壁44地延伸。
65.如以上参照图1-15的实施方式所述,顶部43通过可断裂的凹口23(可选地具有起始区域25)以及铰接部24连接到壁44。如以上参照图1-15的实施方式所述,包装封闭件40还形成有拉环15。根据图16-21的实施方式的包装封闭件40与根据图1-15的实施方式的包装封闭件10的不同主要在于,没有作为包装封闭件的一部分的颈部并且密封环46形成有密封凸缘47。因此,用于制造包装封闭件40的装置也是类似的,但是由于不必形成颈部而简化。例如,包装封闭件40也由具有类似于上述实施方式的内部工具芯部和外部工具芯部的装置形成,其中,当可折叠部被折叠为折叠部45时,包装封闭件40通过与内部工具芯部接合的突起33保持就位。或者,通过单独的装置在单独的步骤中将可折叠部折叠为可折叠部45。在这种情况下,可以使用单件式工具芯,条件是折叠部21不是如下参照图26和图27所述那样形成。
66.根据图16-21的实施方式,折叠部45连接到壁44的与顶部43相反的一端,并向内和向上折叠,以与在颈部42的外侧的诸如凸缘或类似物的突起48一起形成锁定功能。折叠部45由于材料的固有特性而是可弹性弯曲的,并且可以被推过和超过突起48,然后弹回以形成锁定功能。因此,包装封闭件40在被安装到包装41上之后不能被无意地从包装41上移除。而且,包装封闭件40形成为塑料材料的一个整体件而没有任何松脱或可脱离的部件。根据一个实施方式,顶部43的铰接部24以及可选地拉环15的铰接部26被配置为使得拉环15和/或顶部43不能被无意地移除或容易地断裂,以避免部件从包装封闭件松脱,并实现包装封闭件40在使用后也保持为一个整体件。
67.特别参照图20和21,示出了根据一个实施方式的具有包装封闭件40的包装41。在图20中,示出了包装41内具有中性压力的情况下的包装封闭件40,而在图21中,示出了包装
41内具有升高的压力的情况下的包装封闭件40,其中包装41内的压力大于外界压力。例如,包装41内的压力由于包装41的内容物而增大,诸如由于碳酸化液体或温度变化等,其中,顶部43的内部受到大致轴向定向的力,诸如向上的力,这在图21中借助于箭头f示意性地示出。当包装41内的压力增大时,密封环46沿径向向外压向颈部42的内部,这能够更加提高密封效果。而且,为了进一步提高密封效果,在所示实施方式中,包装封闭件40形成有杠杆环49,杠杆环49通过杠杆作用线50连接到密封环46,以在顶部43由于包装41内的压力增大而受到轴向力f时增大径向向外的力。杠杆环49连接顶部43和密封环46,其中,壁44通过径向延伸部51连接到杠杆作用线50。例如,杠杆环49大致沿轴向延伸,并且例如与密封环46对齐。在所示实施方式中,径向延伸部51配置成大致垂直于密封环46和杠杆环49。例如,如上所述的突起33配置在杠杆作用线50处。因此,杠杆环49、密封环46和通过径向延伸部51到壁44的连接形成杠杆作用线50,使得当顶部43受到力f时,杆杆环49向内倾斜,同时迫使密封环46沿径向向外。杠杆环49和密封环46因此被迫围绕由通向壁44的径向延伸部51形成的杠杆作用线50,以在诸如由于碳酸化液体内容物而导致包装41内的压力高时提供改进的密封。例如,径向延伸部51和可选的突起33以及壁44特别在包装封闭件40安装在包装41上时形成比杠杆环49和密封环46更刚性的结构,使得当包装41内的压力增大并且顶部43受到力f时,杠杆环49和密封环46能够绕连接到径向延伸部51的杠杆作用线50枢转。相信顶部43将由于力f而向外拱起,其中,将迫使位于杠杆作用线50一侧的杠杆环49向内,并且将迫使位于杠杆作用线50另一侧的密封环46向外。如所理解的,根据以上参照图1-15所述的实施方式的包装封闭件10例如形成有杠杆环49和径向延伸部51,从而以类似的方式提供杠杆作用线50和由于包装内的压力增大而围绕杠杆作用线50的杠杆作用。
68.参照图22和23,示出了根据一个实施方式的如参照图3c所述的具有起始区域25和加强部r的凹口23。该视图是在凹口23处并朝向顶部43看到的剖视图。图22和23的实施方式可应用于图1-15所示的实施方式以及图16-21所示的实施方式。凹口23在顶部43和壁44之间延伸,其中,在沿凹口23撕开之后,顶部43借助于铰接部24连接到壁44。因此,顶部43附接到壁,并且在使凹口23断裂之后可以绕着铰接部43转动。在所示的实施方式中,起始区域25形成为切口(诸如尖切口),从而拉动拉环15会导致凹口23首先在起始区域25中断裂。可断裂的加强部r配置在起始区域25的两侧,诸如距起始区域25较短的距离处。例如,加强部r配置在从起始区域25起2-5mm处。加强部r在凹口23中形成为材料的较厚部分,以便暂时停止如上面参照图3c所述由于人通过拉动拉环15撕开凹口而导致的其断裂。
69.参照图24和图25,示出了包装封闭件10的另一个实施方式。图24和图25的包装封闭件10以与以上参照图11-15所述的类似的方式形成,并且与以上所述类似的特征用相同的附图标记表示。因此,图24和图25的包装封闭件包括附接部17,附接部17被配置用于通过如上所述地将附接部17的一部分熔化或熔接到包装而附接到包装,诸如纸板或类似物。除了图3的实施方式之外,图24和图25的包装封闭件形成有第一锁定突起34a和第二锁定突起34b,其中,在如上所述参照图13-15的制造包装封闭件10期间,当盖11相对于颈部12移位时,第一锁定突起34a与第二锁定突起34b接合。因此,折叠部21设置有第一锁定突起34a,其中,颈部12的筒状部16设置有第二锁定突起34b。在模具中形成期间,第一锁定突起34a和第二锁定突起34b沿径向向外突出,如图24所示,其中,第一锁定突起34a配置在顶部13和第二锁定突起34b之间。例如,第一锁定突起34a和第二锁定突起34b由形成模具的工具的钳口
27、28形成。在使颈部12相对于盖11移位之后,折叠部21被折叠,使得第一锁定突起34a沿径向向内突出以接合第二锁定突起34b,并将盖11锁定到处于如图25所示的移位位置的颈部12,其中,第二锁定突起34b位于顶部13和第一锁定突起34a之间。在图24和图25的实施方式中,固定部22是可选的。
70.而且,为了进一步提高密封效果,根据所有实施方式的包装封闭件10可以形成有杠杆环49,杠杆环49通过杠杆作用线50连接到密封环19,以当顶部13由于包装10内的压力增大而受到轴向力f时,增大径向向外的力,如以上参照图21所述。
71.包括根据本文所述的任一实施方式的具有附接部17的包装封闭件10的包装例如通过将附接部17的至少一部分熔接或熔化到包装上而附接到包装封闭件,其中,固定部22被熔接到附接部17上或与附接部17一起熔化,使得盖11的壁14被固定到附接部17。
72.参照图26和图27,示出了包装封闭件10的另一个实施方式。图26和图27的包装封闭件10以与以上参照图11-15所述的相似的方式形成,并且与以上所述类似的特征用相同的附图标记表示。图26和图27的包装封闭件包括折叠部21和可弹性弯曲的折叠部45,用于将包装封闭件10锁定到包装41(诸如瓶或其它类型的包装),并具有如上所述的突起48。而且,图26和图27的包装封闭件10形成有第一锁定突起34a和第二锁定突起34b。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1