卷取滚筒、带式供料器及元件安装机的制作方法
1.本公开涉及卷取带的卷取滚筒、具备该卷取滚筒的带式供料器及能够安装带式供料器的元件安装机的技术。
背景技术:
2.以往,提出了各种卷取带的卷取滚筒。例如,下述专利文献1的卷取带盘卷取在电子元件供给装置中使用的元件供给带的盖带。元件供给带具有:载带,以预定的间隔收纳电子元件;及盖带,粘贴于载带的表面,堵住电子元件的收纳部。卷取带盘安装于从元件供给带逐个地供给电子元件的带卷取装置。带卷取装置从载带剥离盖带,并将剥离后的盖带卷取于卷取带盘。
3.现有技术文献
4.专利文献1:日本特开平9-2743号公报
技术实现要素:
5.发明所要解决的课题
6.卷取带盘在从载带剥离并卷取盖带时,将一边一定的张力施加于盖带而将盖带从载带剥下一边进行卷取。因此,盖带有可能卷紧绕于卷取带盘。在废弃盖带时,若要将卷取带盘从带卷取装置拆下,则会因盖带被卷紧而难以拆下,这一情况成为问题。
7.本公开鉴于这样的实际情况而作出,其课题在于提供即使在所卷取的带被卷紧的状态下也易于拆下的卷取滚筒、具备该卷取滚筒的带式供料器及能够安装带式供料器的元件安装机。
8.为了解决上述课题,本公开公开了一种卷取滚筒,具备:带保持部件,具有供旋转装置的支撑轴插入的插入孔,保持所卷取的带;及被卷绕部件,安装于上述带保持部件,在被安装了上述支撑轴的状态下利用上述旋转装置使上述支撑轴旋转来卷取上述带,且具有在以卷取有上述带的状态被从上述支撑轴拆下时与上述支撑轴接触并旋转的旋转部件。
9.另外,本公开的内容不仅作为卷取滚筒来实施,作为能够安装卷取滚筒的带式供料器、能够安装带式供料器的元件安装机来实施也极其有效。
10.发明效果
11.根据本公开的卷取滚筒及带式供料器,通过利用旋转装置使支撑轴旋转而将带卷取于被卷绕部件。在被卷绕部件设有与支撑轴接触的旋转部件。在以卷取有带的状态将卷取滚筒从支撑轴拆下时,旋转部件与支撑轴接触并旋转。由此,即使带卷紧于被卷绕部件而导致被卷绕部件被带紧固于支撑轴,通过使旋转部件旋转,也易于使卷取滚筒相对于支撑轴顺畅地运动。因此,能够容易地将卷取滚筒从支撑轴拆下。
附图说明
12.图1是表示本实施方式的元件安装系统的概略结构的俯视图。
13.图2是表示元件安装机及装载机的概略结构的立体图。
14.图3是表示带式供料器的立体图。
15.图4是带式供料器的前端部的俯视图。
16.图5是表示将卷取滚筒从支撑部件拆下后的状态的立体图。
17.图6是表示卷取滚筒的内侧的俯视图。
18.图7是表示卷取滚筒的内侧的立体图。
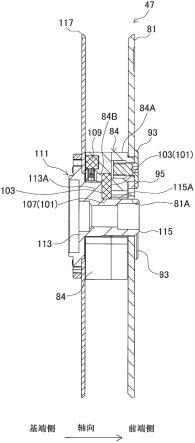
19.图8是以沿着轴向的面切断支撑部件及卷取滚筒而得到的剖视图。
20.图9是以沿着轴向的面切断支撑部件及卷取滚筒而得到的截面,是表示拆下卷取滚筒的状态的图。
21.图10是表示其他例的卷取滚筒的内侧的俯视图。
具体实施方式
22.以下,参照附图对本公开的一实施方式进行说明。图1是表示本实施方式的元件安装系统10的概略结构的俯视图。图2是表示元件安装机20及装载机13的概略结构的立体图。另外,在以下的说明中,将图1的左右方向称为x方向,将前后方向称为y方向,将与x方向及y方向垂直的方向称为z方向(上下方向)来进行说明。
23.如图1所示,元件安装系统10具备:生产线11、装载机13及管理计算机15。生产线11具有在x方向上并排的多个元件安装机20,进行电子元件对于基板17的安装等。基板17例如被从图1所示的左侧的元件安装机20向右侧的元件安装机20搬出,在输送期间被执行电子元件的安装等。
24.如图2所示,元件安装机20具备基座21和模块22。基座21呈在y方向上较长的大致长方形的箱型,载置于设置元件安装机20的工厂的地面等。基座21例如以使相邻的模块22的基板输送装置23的位置相匹配的方式调整上下方向上的位置,并与相邻的元件安装机20的基座21相互固定。模块22是进行电子元件对于基板17的安装等的装置,载置于基座21上。模块22能够相对于基座21向前后方向上的近前侧拉出,能够与其他模块22进行更换。
25.模块22具备:基板输送装置23、托盘24、头部25及头移动机构27。基板输送装置23设于模块22内,沿着x方向输送基板17。基板输送装置23具备输送基板17的输送带和作为使该输送带旋转的驱动源的电磁马达等。
26.托盘24设于模块22的前表面,是侧视时呈l字状的台。托盘24具备在x方向上排列有多个的插槽(省略图示)。在托盘24的各插槽安装供给电子元件的带式供料器29。带式供料器29例如从以预定的间距收纳电子元件的元件供给带供给电子元件。关于带式供料器29的详细情况见后述。另外,如图1所示,在模块22的上部罩上设有对元件安装机20进行操作输入的触摸面板26。图2表示拆下了上部罩和触摸面板26的状态。
27.头部25具备吸附从带式供料器29供给的电子元件的吸嘴28,将由吸嘴28吸附的电子元件向基板17安装。作为变更多个吸嘴28的位置和各个吸嘴28的位置的驱动源,头部25例如具有电磁马达(省略图示)。头移动机构27使头部25在模块22的上部部分向x方向及y方向上的任意位置移动。详细而言,头移动机构27具备使头部25沿着x方向移动的x轴滑动机构27a和使头部25沿着y方向移动的y轴滑动机构27b。x轴滑动机构27a安装于y轴滑动机构27b。
28.作为驱动源,y轴滑动机构27b具有线性马达(省略图示)。x轴滑动机构27a基于y轴滑动机构27b的线性马达的驱动而向y方向上的任意位置移动。另外,作为驱动源,x轴滑动机构27a具有线性马达(省略图示)。头部25安装于x轴滑动机构27a,基于x轴滑动机构27a的线性马达的驱动而向x方向上的任意位置移动。因此,头部25伴随着x轴滑动机构27a及y轴滑动机构27b的驱动而在模块22的上部部分向任意位置移动。
29.另外,在头部25设有用于拍摄基板17的标记相机(省略图示)。另外,在模块22中,在前后方向上的托盘24与基板输送装置23之间设有零件相机30(参照图2)。零件相机30以朝向上方的状态设置,对吸附保持于吸嘴28的电子元件进行拍摄。
30.另外,如图2所示,在基座21的前表面设有上部导轨31、下部导轨33、齿条35及非接触供电线圈37。上部导轨31是沿着x方向延伸的截面u字状的导轨,开口部朝向下方。下部导轨33是沿着x方向延伸的截面l字状的导轨,垂直面安装于基座21的前表面,水平面向前方伸出。齿条35设于下部导轨33的下部,沿着x方向延伸,是在前表面刻有多个纵槽的齿轮。基座21的上部导轨31、下部导轨33及齿条35能够与相邻接的基座21的上部导轨31、下部导轨33及齿条35以可拆装的方式连结。因此,元件安装机20能够增减在生产线11上并排的元件安装机20的数量。非接触供电线圈37设于上部导轨31的上部,是沿着x方向配置的线圈,进行电力向装载机13的供给。
31.装载机13是自动地进行带式供料器29相对于元件安装机20的补充及回收的装置,具备夹紧带式供料器29的把持部(省略图示)。在装载机13设有插入于上部导轨31的上部辊(省略图示)和插入于下部导轨33的下部辊(省略图示)。另外,作为驱动源,在装载机13设有马达。在马达的输出轴安装有与齿条35啮合的齿轮。装载机13具备从元件安装机20的非接触供电线圈37接受电力的供给的受电线圈。装载机13将从非接触供电线圈37接受的电力向马达供给。由此,装载机13通过利用马达使齿轮旋转而能够在x方向(左右方向)上移动。另外,装载机13能够使辊在上部导轨31及下部导轨33内旋转,一边保持上下方向、前后方向上的位置一边在x方向上移动。
32.图1所示的管理计算机15是统一管理元件安装系统10的装置。例如,管理计算机15通过有线lan或无线lan与生产线11的各元件安装机20连接。元件安装机20基于管理计算机15的管理,开始电子元件的安装作业。元件安装机20输送基板17并通过头部25进行电子元件的安装作业。另外,管理计算机15监视带式供料器29的剩余的电子元件的数量。管理计算机15例如在判断为需要带式供料器29的补给时,在画面上显示将收纳有补给所需的元件种类的带式供料器29向装载机13安设的指示。使用者确认画面,将带式供料器29向装载机13安设。管理计算机15在检测到所期望的带式供料器29被安设于装载机13时,对装载机13指示补给作业的开始。装载机13移动至接收到指示的元件安装机20的前方,利用把持部夹持由使用者安设的带式供料器29并向托盘24的插槽安装。由此,新的带式供料器29被补给到元件安装机20。另外,装载机13利用把持部夹持元件用尽的带式供料器29而从托盘24拉出并回收。这样,能够通过装载机13自动地进行新的带式供料器29的补给及元件用尽的带式供料器29的回收。
33.接下来,说明带式供料器29的详细内容。图3表示带式供料器29的立体图。如图3所示,带式供料器29具有:带盘41、送出装置43、剥离装置45及卷取滚筒47。带式供料器29在上表面的端部供给电子元件。详细而言,在带盘41上卷绕有元件供给带51。元件供给带51被从
带盘41沿着输送方向53向带引导件54上拉出。
34.图4表示带式供料器29的输送方向53上的前端部。如图4所示,元件供给带51具有载带59和粘贴于载带59的盖带63。在载带59上,沿着输送方向53以预定的间隔形成有元件收纳部55,在元件收纳部55中收纳有电子元件61。在载带59的上表面粘贴有盖带63。元件收纳部55由上部开口的凹部形成,通过盖带63关闭上部的开口。因此,元件供给带51是将电子元件编带而成的带。
35.在载带59上,沿输送方向53每隔预定的间隔(等间距)地形成有进给孔57。如图3所示,送出装置43具有大致圆板形状的链轮65和作为驱动源的电磁马达67。在链轮65的外周部分,在周向上每隔预定的间隔地形成有突起65a。链轮65的突起65a与元件供给带51的进给孔57卡合。电磁马达67的输出轴通过齿轮等与链轮65连结。因此,链轮65基于电磁马达67的驱动而旋转,送出在载带59上粘贴有盖带63的状态下的元件供给带51。链轮65在带式供料器29的上端面沿着输送方向53送出元件供给带51。
36.如图3及图4所示,剥离装置45具有框架69和齿轮机构71。框架69设于带式供料器29的上表面的前端部分。框架69与元件供给带51的形状相匹配地形成为沿着输送方向53延伸的薄板状。框架69在输送方向53的前端的上部与电子元件61的供给位置相对应地形成有开口69a。
37.卷取滚筒47配置于带盘41的上方的、在输送方向53上比链轮65靠后方(上游侧)的位置。卷取滚筒47通过旋转来卷取盖带63,详细内容见后述。卷取滚筒47安装于设在带式供料器29的支撑部件111(参照图5)。另外,作为使支撑部件111旋转的驱动源,在带式供料器29设有电磁马达112。电磁马达112的输出轴通过齿轮等而与支撑部件111连结。支撑部件111基于电磁马达112的驱动而旋转。由此,卷取滚筒47伴随着支撑部件111的旋转而旋转,来卷取盖带63。另外,在带式供料器29形成有与卷取滚筒47的安装位置对应地能够开闭的门部29a。使用者通过开闭门部29a,能够进行卷取滚筒47向支撑部件111的安装和卷取了盖带63后的卷取滚筒47的拆下。另外,使支撑部件111(卷取滚筒47)旋转的电磁马达112和使链轮65旋转的电磁马达67也可以是同一(共用地使用的)电磁马达。即,也可以通过使链轮65旋转的电磁马达67来使卷取滚筒47旋转。在该情况下,带式供料器29也可以不具备使支撑部件111旋转的专用的驱动源(电磁马达112)。另外,使卷取滚筒47旋转的方法不限于通过电磁马达112使支撑部件111旋转的方法。例如,也可以通过弹簧等对卷取滚筒47赋予旋转方向(卷取方向)上的力而使卷取滚筒47旋转。另外,也可以通过使后述的齿轮机构71旋转来使卷取滚筒47从动旋转。
38.齿轮机构71配置在卷取滚筒47与框架69之间,将盖带63从框架69向卷取滚筒47送出(拉入)。盖带63通过被卷取滚筒47拉拽前端侧而与框架69的开口69a的一部分卡合,从而被从载带59剥掉。换言之,卷取滚筒47在从载带59卷取盖带63时,对盖带63施加一定的张力而进行卷取。收纳于元件收纳部55的电子元件61与元件供给带51的送出对应地在开口69a露出(上表面开放)。通过这样的构造,元件供给带51在开口69a处供给电子元件61。头部25利用吸嘴28(参照图2)从在开口69a处开放的元件收纳部55吸附电子元件61。也就是说,使开口69a露出的位置成为带式供料器29的供给电子元件的位置。
39.另外,如图4所示,框架69在开口69a的前端侧具备配置于剥离了盖带63后的载带59的上部的多个爪部69b。多个爪部69b配置于载带59的进给孔57侧的上方,在载带59向上
方移动的情况下卡合,来限制载带59向上方的移动。另外,如图3所示,在带式供料器29的输送方向53上的下游(前端)侧的侧面,以朝向下方的方式形成有带导向通路73。吸附了电子元件61后的载带59通过该带导向通路73被排出,例如被设于托盘24内的刀具切断而回收到集尘箱。
40.接下来,对卷取滚筒47的详细内容进行说明。如图5~图8所示,卷取滚筒47具有带保持部件81和芯部83。另外,在带式供料器29中的卷取滚筒47的安装位置设有安装并支撑卷取滚筒47的支撑部件111。在以下的说明中,如图8所示,使用支撑部件111的轴向进行说明。
41.卷取滚筒47的带保持部件81形成为薄板的圆板状。在带保持部件81的中央形成有用于插入支撑部件111的插入孔81a。插入孔81a的截面形成为圆形,以在轴向上贯通板状的带保持部件81的方式形成。在带保持部件81的中央部以包围插入孔81a的方式设有芯部83。另外,带保持部件81的形状只要是能够保持卷取于芯部83的盖带63的形状即可,不作特别限定。例如,带保持部件81可以是椭圆或多边形的板形状,也可以由从旋转中心沿半径方向延伸的多个板或棒构成(除了板状以外的形状)。
42.芯部83供盖带63卷绕。在俯视观察卷取滚筒47的情况下,芯部83形成为包围插入孔81a的大致圆筒(开设有孔的圆柱)形状。芯部83具备多个(在本实施方式中为三个)被卷绕部件84。换言之,芯部83被分割为三个被卷绕部件84。三个芯部83为相同的形状及构造。另外,三个被卷绕部件84也可以是相互不同的构造(没有后述的旋转部件101的构造等)。
43.在俯视卷取滚筒47时被卷绕部件84呈大致扇形状,在轴向上具有预定的厚度。三个被卷绕部件84在将盖带63卷取于卷取滚筒47的方向、即卷取滚筒47的旋转方向即周向85上在之间设置间隔86而等间隔地配置。图6中箭头所示的径向87上的外侧的外周面84a(参照图7)由沿着周向85弯曲的面形成。径向87例如是圆板形状的带保持部件81的半径方向。盖带63卷绕于被卷绕部件84的外周面84a,并在径向87上层叠。卷取滚筒47在从载带59卷取盖带63时,对盖带63施加一定的张力地进行卷取。因此,被卷取的盖带63对被卷绕部件84(芯部83)赋予朝向径向87的内侧紧固的力。
44.在三个被卷绕部件84中的一个被卷绕部件84安装有延长部件89(参照图7)。延长部件89是用于将盖带63的前端安装于卷取滚筒47的部件。被卷绕部件84在轴向上被分割为两个部件,通过螺钉91将被分割的两个部件相互固定。被卷绕部件84通过拆下螺钉91而能够在两个部件的内部安装延长部件89的前端部。被卷绕部件84通过支撑部件111而旋转,从而将安装于延长部件89的盖带63卷取于外周面84a。
45.另外,被卷绕部件84通过配件93而安装于带保持部件81。配件93插入到形成于带保持部件81的滑动槽95(参照图8),将被卷绕部件84保持为能够在滑动槽95内滑动移动。另外,被卷绕部件84形成有限制突部97(参照图5)。限制突部97沿着轴向突出,并插入到形成于带保持部件81的滑动槽99内。由此,三个被卷绕部件84各自被配件93及限制突部97保持于带保持部件81,能够沿着径向87滑动移动。
46.另外,在三个被卷绕部件84各自安装有旋转部件101。旋转部件101例如是金属制的部件,收纳于被卷绕部件84的收纳部84b内,能够以沿着与轴向正交的方向(与图8的纸面正交的方向)的旋转轴为中心旋转。旋转部件101例如在周向85上设于呈扇形状的被卷绕部件84的中央部的、径向87的内侧端部的收纳部84b内。
47.旋转部件101例如在图8所示的安装状态下形成为在支撑部件111的轴向上具有预定的厚度的板状,具有在厚度方向上相向的一对平坦面103。另外,支撑部件111具有在与平坦面103所相向的厚度方向正交的方向上相向的一对弯曲面107。弯曲面107的弯曲的两端各自与一对平坦面103各自连接。如图8所示,在将卷取滚筒47安装于支撑部件111的状态下,以沿着轴向的平面切断旋转部件101而得到的截面成为在轴向上使一对平坦面103相向、在与轴向正交的方向(图8的上下方向)上使一对弯曲面107相向的形状。换言之,在假定为沿着弯曲面107以预定的曲率形成的球的情况下,旋转部件101的截面形状呈在沿着与轴向正交的方向(图8中的上下方向)的平坦面103切开该球而成的形状。另外,图5~图8所示的旋转部件101的形状是一个例子。
48.另一方面,支撑部件111具有:台座部件113、支撑轴115及金属板117。另外,图5省略了金属板117的图示。台座部件113形成于轴向上的支撑轴115的基端部,在预定的位置对支撑轴115的基端部进行支撑。台座部件113基于从带式供料器29的电磁马达112(参照图3)传递的驱动力而旋转,与支撑轴115及金属板117一体地旋转。
49.支撑轴115是沿着轴向延伸的柱状的部件,基端部固定于台座部件113。支撑轴115呈被由平面形成的三个外周面115a包围而成的大致三棱柱(参照图5及图6)。在将卷取滚筒47安装于支撑部件111的状态下,成为支撑轴115插入于带保持部件81的插入孔81a的状态。
50.另外,在三个被卷绕部件84中的各被卷绕部件84在轴向上的内侧(基端侧)设有磁铁109。磁铁109例如在周向85上设于呈扇形状的被卷绕部件84的中央部的、径向87的外侧。因此,磁铁109设于从旋转部件101向径向87上的外侧移动了的位置。另外,金属板117例如是包围台座部件113的圆板形状的金属(铁等)的板。金属板117例如是半径与带保持部件81的半径相同的圆板。如图8所示,在将卷取滚筒47安装于支撑轴115的状态下,磁铁109通过磁吸引力而吸附于金属板117。由此,维持卷取滚筒47相对于支撑部件111在周向85上的旋转位置。
51.另外,在台座部件113的外周面115a的基端部形成有突部113a。突部113a从台座部件113向轴向上的前端侧突出,在安装有卷取滚筒47时与旋转部件101接触。换言之,突部113a形成于在安装有卷取滚筒47时在周向85上与旋转部件101接触的位置。突部113a在轴向上与旋转部件101的平坦面103(基端部侧的平坦面103)以面进行接触,使旋转部件101旋转至图8所示的状态。因此,突部113a使旋转部件101旋转,使旋转部件101旋转至预定的安装位置(图8的状态)。
52.接下来,对将卷取滚筒47向支撑部件111安装时的动作进行说明。首先,在卷取滚筒47被从支撑部件111拆下,未卷绕盖带63的状态下,被卷绕部件84能够在径向87上自由地移动。被卷绕部件84根据旋转位置、自重、延长部件89的重量等而向任意的位置移动。
53.接下来,在向支撑部件111安装卷取滚筒47时,将支撑轴115插入于插入孔81a,并使卷取滚筒47沿着轴向从前端侧朝向基端侧移动。此时,以支撑轴115的各外周面115a配置(调整)于在周向85上与旋转部件101相向的位置的状态,将支撑轴115插入于卷取滚筒47(参照图6)。在本实施方式中,以使在使被卷绕部件84滑动移动至径向87上的最外侧的情况下,在径向87上的旋转部件101与外周面115a之间形成有间隙119(参照图6)的方式设定被卷绕部件84的滑动范围。即,以使在安装卷取滚筒47时在旋转部件101与支撑轴115之间形成有间隙119的方式设定滑动槽95、滑动槽99的位置、长度。由此,在将卷取滚筒47安装于支
撑部件111时,能够在被卷绕部件84与外周面115a之间设置间隙119,能够容易地将卷取滚筒47安装于支撑轴115。另外,也可以以在外周面115a与被卷绕部件84之间不形成间隙119的方式调整被卷绕部件84的滑动范围。
54.当将支撑轴115插入于插入孔81a并使卷取滚筒47沿着轴向移动时,旋转部件101与突部113a接触。旋转部件101从向任意的旋转位置倾斜的状态旋转至使基端侧的平坦面103与突部113a面接触的状态(使图8所示的平坦面103沿着上下方向的旋转位置)。
55.因此,在将卷取滚筒47安装于支撑轴115时,本实施方式的台座部件113与旋转部件101接触而使旋转部件101旋转至预定的安装位置。由此,能够抑制每次安装时旋转部件101的安装位置(旋转位置)发生偏移,能够在预定的安装位置高精度地配置旋转部件101。
56.另外,如图8所示,例如,旋转部件101使径向87上的外侧的弯曲面107与收纳部84b的内壁(径向87上的内侧的内壁)接触。被卷绕部件84通过被弯曲面107按压内壁而伴随着旋转部件101的旋转而向径向87上的外侧移动。如上所述,在安装卷取滚筒47时,通过在旋转部件101与外周面115a之间形成间隙119而使安装变得容易。并且,如后所述,该间隙119不是因被卷绕部件84被所卷取的盖带63向径向87上的内侧按压而形成的。因此,由于在未卷取盖带63的安装的初始状态下形成有间隙119,因此支撑部件111的旋转力有可能不会高效地传递至卷取滚筒47。
57.在本实施方式的三个被卷绕部件84各自设有磁铁109。卷取滚筒47通过磁铁109和金属板117的磁吸引力来维持相对于支撑部件111在周向85上的旋转位置(相对位置)。由此,即使在能够形成间隙119的卷紧程度较弱的状态下,也能够通过磁铁109及金属板117将支撑部件111的旋转力高效地传递至卷取滚筒47。
58.因此,本实施方式的支撑部件111具有金属板117。卷取滚筒47具有在将卷取滚筒47安装于支撑轴115时在与金属板117之间产生磁吸引力而维持卷取滚筒47相对于支撑轴115的旋转位置的磁铁109。由此,即使在没有卷取盖带63、没有盖带63对于被卷绕部件84的紧固的状态下,也能够通过磁铁109来抑制卷取滚筒47相对于支撑轴115的旋转位置的位置偏移。因此,在将卷取滚筒47安装于支撑轴115时,即使在被卷绕部件84与支撑轴115之间设置间隙119,也能够通过磁铁109来维持旋转位置。换言之,能够在被卷绕部件84与支撑轴115之间设置间隙119,能够容易地将卷取滚筒47安装于支撑轴115。
59.当开始通过带式供料器29的电子元件61(参照图4)进行供给作业时,卷取滚筒47伴随着支撑部件111的旋转而旋转,从载带59卷取盖带63。对盖带63施加一定的张力地进行卷取,由此被卷绕部件84被所卷取的载带59赋予向径向87上的内侧紧固的力。成为不形成间隙119,旋转部件101使弯曲面107接触(按压)于支撑轴115的外周面115a的状态。被卷绕部件84被盖带63从径向87的外侧紧固,在径向87上的内侧使旋转部件101与支撑轴115接触,从而在径向87上固定于预定的滑动位置。
60.如上所述,本实施方式的支撑轴115是形成有以平面与设于多个被卷绕部件84各自的旋转部件101接触的外周面115a的棱柱。由此,能够通过外周面115a将支撑轴115的旋转力高效地传递至卷取滚筒47。
61.接下来,对将卷取滚筒47从支撑部件111拆下时的动作进行说明。卷取滚筒47在图8所示的状态下,成为在被卷绕部件84的外周面84a上沿径向87重叠地卷取有盖带63的状态(参照图9)。当在该状态下使卷取滚筒47向轴向上的前端侧移动时,旋转部件101由于盖带
63的紧固力而使弯曲面107与外周面115a接触,因此一边使弯曲面107与外周面115a接触一边旋转。例如如图9中的箭头所示,旋转部件101以沿着与图9的纸面正交的方向的旋转轴为中心向顺时针方向旋转。由此,即使在所卷取的盖带63被卷紧的状态下,通过一边使弯曲面107与外周面115a接触一边使旋转部件101旋转,也能够使卷取滚筒47相对于支撑轴115顺畅地移动,使得卷取滚筒47的拆下变得容易。
62.旋转部件101通过旋转而成为倾斜的状态,从使弯曲面107与外周面115a接触的状态向使平坦面103朝向外周面115a的状态旋转。如图9所示,旋转部件101成为使两个平坦面103中的一个平坦面103朝向外周面115a(以面向图9中的下方的方式倾斜)的状态。径向87上的外侧的弯曲面107成为从径向87上的被卷绕部件84的内侧的内壁分离的状态。被卷绕部件84伴随着旋转部件101的旋转而向径向87上的内侧移动(参照图9中的箭头)。旋转部件101例如以能够在从图8所示的旋转位置至图9所示的旋转位置的预定的范围内旋转的方式限制旋转范围。另外,旋转部件101也可以是能够360度自由地旋转的构造。另外,图9所示的旋转部件101的旋转位置是一个例子。例如,旋转部件101可以旋转至外周面115a与平坦面103相互平行的状态(隔开间隙地相向的状态)或者也可以旋转至使外周面115a与平坦面103进行面接触的状态。
63.因此,本实施方式的被卷绕部件84伴随着支撑轴115的旋转而在径向87上重叠并卷取盖带63。被卷绕部件84构成为能够向朝向带保持部件81的旋转中心的方向即径向87移动,通过与旋转部件101的旋转位置相应地从盖带63赋予的外力而向径向87的内侧移动。由此,通过使被卷绕部件84向径向87上的内侧移动,能够缩短被卷绕部件84(芯部83)的轴径(半径)。由此,能够缓和盖带63对于被卷绕部件84的卷紧。因此,能够容易地将卷取滚筒47从支撑轴115拆下。
64.另外,被卷绕部件84在卷取盖带63的方向即周向85上在之间设有预定的间隔86(参照图6)地配置有多个(在本实施方式中为三个)。由此,能够使多个被卷绕部件84与旋转部件101的旋转位置相应地向径向87上的内侧连动(同时)地移动。能够使芯部83的轴径均等且大幅地缩短,能够有效地缓和盖带63对于被卷绕部件84的卷紧。特别是本实施方式的三个被卷绕部件84在周向85上每隔相同的旋转角度(每隔120度)地配置。因此,能够更加均等地(抑制周向85上的偏差)缩短芯部83的轴径。
65.另外,旋转部件101具有:弯曲面107,与支撑轴115接触;及平坦面103,与弯曲面107连接地形成,在使弯曲面107与支撑轴115接触的状态下与支撑轴115分离地配置。旋转部件101在被从支撑轴115拆下时一边使弯曲面107与支撑轴115接触一边旋转,成为使平坦面103朝向支撑轴115的状态。
66.由此,旋转部件101使弯曲面107与支撑轴115接触,另一方面,使平坦面103与支撑轴115分离(参照图8)。并且,在从支撑轴115拆下被卷绕部件84时,旋转部件101一边使弯曲面107与支撑轴115接触一边旋转,成为使平坦面103朝向支撑轴115的状态。由此,当旋转部件101旋转至预定的旋转位置时,能够在平坦面103与支撑轴115之间、即旋转部件101与支撑轴115之间形成间隙。能够缓和盖带63对于被卷绕部件84的卷紧,而容易将卷取滚筒47从支撑轴115拆下。
67.另外,本实施方式的带式供料器29具备:支撑轴115,供卷取滚筒47安装;及支撑部件111,具有对支撑轴115进行支撑的台座部件113。在该结构中,在通过支撑部件111支撑卷
取滚筒47的带式供料器29中,能够容易地进行卷取滚筒47的拆下。
68.顺便说一下,在上述实施例中,托盘24是供料器安装装置的一个例子。头部25是安装头的一个例子。盖带63是带的一个例子。支撑部件111及电磁马达112是旋转装置的一个例子。
69.以上,根据上述本实施例,起到以下的效果。
70.在本实施例的一个方式中,卷取滚筒47的被卷绕部件84具有旋转部件101,该旋转部件101在以卷取有盖带63的状态被从支撑轴115拆下时使弯曲面107与支撑轴115接触而旋转。卷取滚筒47以将支撑轴115插入于带保持部件81的插入孔81a的状态安装于支撑轴115。卷取滚筒47通过电磁马达112使支撑轴115旋转,从而将盖带63卷取于被卷绕部件84。并且,在从支撑轴115拆下卷取滚筒47时,旋转部件101与外周面115a接触而旋转。由此,即使盖带63卷紧于被卷绕部件84而使得被卷绕部件84被盖带63紧固于支撑轴115,通过使旋转部件101旋转,也易于使卷取滚筒47相对于支撑轴115顺畅地移动。因此,能够容易地将卷取滚筒47从支撑轴115拆下。
71.另外,本公开的内容不限定于上述实施方式,能够以基于本领域技术人员的知识实施了各种变更、改良的各种方式来实施。
72.例如,带式供料器29也可以具备除了电磁马达67、112以外的驱动源(弹簧等)。
73.另外,支撑轴115的形状不限于三棱柱,也可以是四以上的多棱柱。例如图10所示,支撑轴115也可以是具有以面与旋转部件101接触的外周面115a的六棱柱。另外,支撑轴115不限于多棱柱,也可以是圆柱等。
74.另外,具有旋转部件101的被卷绕部件84也可以是一个。
75.另外,被卷绕部件84也可以是无法沿着径向87滑动的结构。在该情况下,通过使旋转部件101旋转,也能够比较容易地将卷取滚筒47从支撑部件111拆下。
76.另外,芯部83也可以是未被分割成多个被卷绕部件84的圆筒形状的一个部件。
77.旋转部件101的形状不作特别限定。例如,旋转部件101可以是单纯的球,也可以是具备曲率不同的多个弯曲面107的构造,也可以是由平坦面103包围的长方体。
78.另外,被卷绕部件84也可以不具备磁铁109。另外,支撑部件111也可以不具备金属板117。
79.另外,具备本公开的卷取滚筒的带式供料器不限于上述实施方式那样的、通过装载机13自动更换的盒式的带式供料器29。例如,在人通过手动作业解除锁定而进行更换那样的带式供料器中,也能够安装本公开的卷取滚筒。
80.另外,本公开的卷取滚筒不限于卷取收纳电子元件61的元件供给带51的盖带63的卷取滚筒47,也能够应用于卷取其他带的卷取滚筒。因此,本公开的卷取滚筒能够用于各种带的卷取。
81.附图标记说明
82.10、元件安装系统;20、元件安装机;24、托板(供料器安装装置);25、头部(安装头);29、带式供料器;47、卷取滚筒;63、盖带(带);112、电磁马达(旋转装置);84、被卷绕部件;86、间隔;87、径向;81、带保持部件;81a、插入孔;86、间隔;101、旋转部件;103、平坦面;107、弯曲面;111、支撑部件(旋转装置);112、电磁马达(旋转装置);113、台座部件;115、支撑轴;115a、外周面;117、金属板。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1