纤维卷取装置的制作方法
1.本发明涉及一种纤维卷取装置。
背景技术:
2.以往,以下述专利文献1为首,开发有卷取玻璃纤维或玄武岩纤维等纤维的装置。专利文献1公开有一边引导纤维一边卷取的装置。在专利文献1中,对以纤维朝接线方向前进的方式对纤维的卷取部分进行引导的结构进行了说明。
3.[现有技术文献]
[0004]
[专利文献]
[0005]
[专利文献1]日本专利特表2017
‑
536313号公报
技术实现要素:
[0006]
[发明所要解决的问题]
[0007]
经卷取的纤维在利用时被解开。若纤维的卷紧度强,则存在纤维的剖面变形而对纤维的品质带来影响的担忧。必须以不对纤维的品质造成影响的方式卷取纤维。
[0008]
因此,本发明的目的在于提供一种能够以不对纤维的品质造成影响的方式卷取纤维的纤维卷取装置。
[0009]
[解决问题的技术手段]
[0010]
为了解决以上的课题,本发明的纤维卷取装置具有如下所述的结构。
[0011]
本发明的纤维卷取装置包括:夹头(collet),卷取线材;第一马达,使所述夹头旋转;横动装置(traverse device),使线材在所述夹头的旋转轴的长度方向上横动;以及控制装置,通过控制所述第一马达与横动装置来控制卷取在夹头时的线材的导程角(lead angle)。
[0012]
[发明的效果]
[0013]
根据本发明,可通过控制卷取线材时的导程角来控制纤维的卷紧度。以卷紧度不变强的导程角卷取线材,由此不会对线材的品质造成影响。通过控制导程角,可保持纤维的品质。
附图说明
[0014]
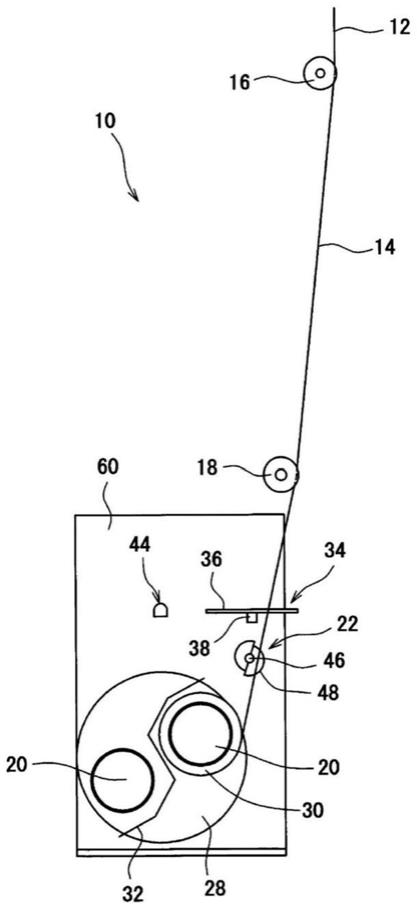
图1是表示纤维卷取装置的结构的图。
[0015]
图2是表示正在卷取线材的途中的状态的图。
[0016]
图3是表示已完成丝饼(cake)时的状态的图。
[0017]
图4是表示螺旋线的图。
[0018]
图5是表示线材的轨迹的图。
[0019]
图6是将丝饼的表面展开的图。
[0020]
图7是表示另一横动装置的结构的图。
[0021]
[符号的说明]
[0022]
10:纤维卷取装置
[0023]
12:纤丝
[0024]
14:线材
[0025]
16:集束器
[0026]
18:引导件
[0027]
20:夹头
[0028]
22、70:横动装置
[0029]
24:第一马达
[0030]
26:管
[0031]
28:转盘
[0032]
30:丝饼
[0033]
46:旋转轴
[0034]
48:螺旋线
[0035]
50:第二马达
[0036]
52:控制装置
[0037]
56:计时装置
[0038]
58:输入装置
[0039]
72:移动装置
[0040]
74:槽
具体实施方式
[0041]
参照附图对本发明的纤维卷取装置进行说明。虽然对多个实施方式进行说明,但存在即便是不同的实施方式,也对相同的部件附加相同的符号并省略说明的情况。
[0042]
[实施方式1]
[0043]
图1中所示的本技术的纤维卷取装置10包括:使多根纤丝12集束来形成线材14的集束器(gathering shoe)16、对线材14赋予规定的张力的引导件18、卷取线材14的夹头20、当将线材14卷取在所述夹头20时改变线材14的位置的横动装置22。
[0044]
纤丝12是单纤维,例如为玻璃纤维、玄武岩纤维、天然纤维、合成纤维、碳等无机纤维等。集束器16是包括槽的辊(图2)。多根纤丝12通过一个槽来集束。通过将多根纤丝12集束来形成线材14。
[0045]
引导件18配置在集束器16与夹头20之间。线材14与引导件18相接,对线材14赋予张力。引导件18是包括槽的辊或梳齿状的板体。图2中所示的引导件18是包括槽的辊。
[0046]
夹头20呈圆筒状或圆柱状。包括使夹头20旋转的第一马达24(图2)。在夹头20的外周卷绕线材14。也可以在夹头20的外周安装圆筒状的管26,在所述管26上卷绕线材14。管26包含纸或树脂。
[0047]
如图1所示,在转盘28安装有两个夹头20。两个夹头20配置在相对于转盘28的中心对称的位置。在两个夹头20之间包括间隔板32。包括用于使转盘28旋转的马达(省略图示)。一侧的夹头20的位置是线材14的卷取位置,另一侧的夹头20的位置是已完成的丝饼30的取
出位置。位于卷取位置的夹头20通过第一马达24来旋转。若在一侧的夹头20形成丝饼30,则使转盘28旋转来调换夹头20的位置。
[0048]
纤维卷取装置10包括使在引导件18与夹头20之间移动的线材14的位置移动的推出装置34。推出装置34包括推出线材14的推出棒36、及使所述推出棒36前进后退的气缸或液压缸等动力装置。例如,在气缸的活塞杆38安装有推出棒36。在夹头20完成丝饼30后,在转盘28进行旋转之前,使推出棒36前进,而将线材14朝丝饼30的外侧推出(图3)。线材14不卷绕在丝饼30,而卷绕在夹头20的端部40的附近的槽42。若转盘28进行旋转,则从一侧的夹头20的端部40的附近朝另一侧的夹头20的端部40的附近的槽42重新卷绕线材14。其后,使推出棒36回到原来的位置,由此在另一侧的夹头20卷取线材14。
[0049]
纤维卷取装置10也可以包括喷出水等液体的喷雾装置44。若转盘28进行旋转,则从一侧的夹头20朝另一侧的夹头20重新卷绕线材14。此时,一侧的夹头20停止旋转,另一侧的夹头20开始旋转,由此线材14被拉扯,在卷绕时线材14弯折,并被切断。当线材14被切断时,存在已变得微细的纤丝12飞散的担忧。喷雾装置44朝线材14吹附液体,防止纤丝12的飞散。
[0050]
在引导件18与夹头20之间包括横动装置22。如图2所示,横动装置22包括旋转轴46、螺旋线48及第二马达50。如图4所示,螺旋线48是在至少一部分包含曲线状的部分的线状体。在旋转轴46安装有两根螺旋线48。若第二马达50使旋转轴46旋转,则螺旋线48也配合旋转轴46的旋转而进行旋转。线材14被螺旋线48推撞。通过旋转轴46进行旋转,线材14沿着螺旋线48的形状移动。线材14在夹头20的旋转轴的长度方向上往返。当将线材14卷绕在夹头20时,线材14一边在夹头20的旋转轴的长度方向上往返,一边卷绕。形成规定形状的丝饼30。只要线材14可进行往返运动,则螺旋线48的形状与根数并无限定。
[0051]
包括控制第一马达24的转速、第二马达50的转速或所述两者的转速的控制装置52。控制装置52包含中央处理器(central processing unit,cpu)或可编程逻辑控制器(programmable logic controller,plc)等运算装置。通过控制第一马达24的转速,而控制夹头20的转速。通过控制第二马达50的转速,而控制螺旋线48的转速。通过控制夹头20的转速、螺旋线48的转速或所述两者的转速,而控制将线材14卷取在夹头20时的导程角。控制装置52以通过控制第一马达24的转速、第二马达50的转速或所述两者的转速,而使线材14的导程角成为经输入的值的方式进行控制。
[0052]
导程角是相对于夹头20的旋转轴的垂直方向的线材14的角度。例如,如由图5的虚线54所示,在夹头20旋转两次的期间内线材14单程横断,在丝饼30的表面绕两圈。若将所述丝饼30的表面展开,则如图6那样,导程角为α
n
。
[0053]
例如,将第一马达24的转速与第二马达50的转速设为固定。在此情况下,随着形成丝饼30,丝饼30的直径变大,因此导程角变小。在线材14的卷绕开始的导程角为α0,线材14的卷绕结束(丝饼30的完成时)的导程角为α
f
的情况下,成为α0>α
f
。若导程角变小,则线材14的方向相对于夹头20的旋转轴接近垂直方向。当使线材14相对于夹头20的旋转轴成为垂直方向来卷取时,与使线材14斜向来卷取时相比,可对线材14施加更强的力。因此,随着导程角变小,线材14的卷紧度变强。
[0054]
另一方面,本技术利用控制装置52来控制第一马达24的转速、第二马达50的转速或所述两者的转速,而可控制导程角。随着卷绕线材14,而使第一马达24的转速变慢、或使
第二马达50的转速变快、或进行所述两者。通过使导程角成为经设定的值,可从开始卷绕线材14至完成丝饼30为止控制卷绕线材14时的力。可防止线材14的卷紧度如所述那样逐渐地变强。
[0055]
本技术包括计时装置56。当开始将线材14卷绕在夹头20时,计时装置56开始计时。计时装置56已测定的时间被输入控制装置52中。对从开始卷绕线材14起的时间进行计时,由此控制装置52可对应于时间来控制马达24、马达50的转速。例如,当推出装置34的推出棒36从向前伸出的状态(图3)成为被收纳在内部的状态(图2)时,从控制装置52朝计时装置56输入信号,计时装置56开始计时。另外,控制装置52以控制推出装置34的动力装置的方式构成,由此可在从图3的状态成为图2的状态时,从控制装置52朝计时装置56发送信号。
[0056]
本技术包括导程角的输入装置58。输入装置58包含纤维卷取装置10中包括的触摸屏、按钮或所述两者。纤维卷取装置10的操作者利用输入装置58来输入导程角α
n
。经输入的导程角α
n
被输入控制装置52中,而设定导程角α
n
。控制装置52以成为经设定的导程角α
n
的方式控制第一马达24的转速、第二马达50的转速或所述两者的转速。
[0057]
另外,第一马达24、第二马达40、控制装置52及计时装置56被收纳在框体60中。输入装置58安装在框体60的任意的位置。
[0058]
继而,对第一马达24的转速与第二马达50的转速的决定方法的一例进行说明。若将线材14的卷绕开始的导程角α0与已完成丝饼30时的导程角α
f
的差设为δα,则δα成为下述的数学式1。若将开始卷绕线材14时的夹头20的转速设为v0,将已完成丝饼30时的夹头20的转速设为v
f
,将这些夹头20的转速的差设为δv,则δv成为下述的数学式2。
[0059]
[数学式1]
[0060]
δα=α
f
‑
α0[0061]
[数学式2]
[0062]
δv=v
f
‑
v0[0063]
在将已被输入控制装置52中的导程角设为α
n
,将从开始卷绕线材14至完成丝饼30为止的卷取时间设为t,将从开始卷绕线材14起的经过时间设为t
n
,将导程角变化指数设为b的情况下,导程角α
n
成为下述的数学式3。
[0064]
[数学式3]
[0065][0066]
在将控制装置52控制第一马达24的转速时的夹头20的转速设为v
n
,将旋转选定指数设为a的情况下,v
n
成为下述的数学式4。
[0067]
[数学式4]
[0068][0069]
若将夹头20或管26的直径设为d0,将形成丝饼30时的平均卷径设为d
n
,则d
n
成为下述的数学式5。
[0070]
[数学式5]
[0071][0072]
若将第二马达50的转速,即旋转轴46的转速设为y,则y成为下述的数学式6。
[0073]
[数学式6]
[0074][0075]
控制装置52若从输入装置58输入导程角α
n
,则以所述导程角α
n
成为与经输入的值一样的值的方式,控制夹头20的转速v
n
与第二马达的转速y。所述转速v
n
、转速y的控制是以直线变化的方式进行控制。
[0076]
如上所述,本技术的控制装置52控制第一马达24、第二马达50或所述两者,将导程角控制成经设定的值,可防止随着卷绕线材14,线材14被强力地卷紧。第一马达24的转速与第二马达50的转速以直线变化的方式得到控制,可控制将线材14卷绕在夹头20时的力。
[0077]
[实施方式2]
[0078]
也可以是图7中所示的横动装置70。所述横动装置70包括移动构件72、及形成在所述移动构件72的槽74。移动构件72在夹头20的旋转轴的长度方向上进行往返运动。将移动构件72安装在朝向夹头20的旋转轴的长度方向的导轨(省略图示)等,利用马达等驱动装置来使移动构件72移动。线材14在槽74中通过。通过移动构件72进行往返运动,而使线材14在夹头20的旋转轴的长度方向上横动。控制装置52控制使夹头20旋转的第一马达24、及使移动构件72进行往返运动的驱动装置。以通过控制所述第一马达24与驱动装置,而使将线材14卷取在夹头20时的导程角成为经设定的值的方式进行控制。
[0079]
[实施方式3]
[0080]
只要当将线材14卷取在夹头20时可使线材14横动,则横动装置22、横动装置70的结构并无限定。控制装置52以通过控制第一马达24,横动装置22、横动装置70或所述两者,而使线材14的导程角成为经设定的值的方式进行控制。另外,只要以卷取线材14时的导程角成为经设定的值的方式进行控制,则也可以仅控制第一马达24或横动装置22、横动装置70的任一者。
[0081]
[实施方式4]
[0082]
形成在一根夹头20的丝饼30并不限定于一个。也可以在一根夹头20同时形成多个丝饼30。
[0083]
[实施方式5]
[0084]
本技术也可以包括检测第一马达24的转速的装置、及检测第二马达50的转速的装置。为了检测第一马达24的转速与第二马达50的转速,而使用利用磁或光的转速计。第一马达24的转速与第二马达50的转速被输入控制装置52中。控制装置52以导程角成为经设定的值的方式控制第一马达24的转速与第二马达50的转速。若经输入的转速未成为所期望的转速,则控制装置52以第一马达24、第二马达50或所述两者的转速成为所期望的转速的方式
进行控制。即,以第一马达24的转速与第二马达50的转速成为所期望的转速的方式进行反馈。
[0085]
(第一项)一实施例的纤维卷取装置包括:夹头,卷取线材;第一马达,使所述夹头旋转;横动装置,使线材在所述夹头的旋转轴的长度方向上横动;以及控制装置,通过控制所述第一马达与横动装置来控制卷取在夹头时的线材的导程角。
[0086]
根据第一项中记载的纤维卷取装置,通过控制将线材卷取在夹头时的导程角,可控制线材的卷紧度。
[0087]
(第二项)所述控制装置以线材的导程角进行线性变化的方式控制第一马达与横动装置。
[0088]
根据第二项中记载的纤维卷取装置,通过使导程角线性地变化,可防止线材的卷紧度阶段性地变化。
[0089]
(第三项)控制装置以所述导程角成为经设定的值的方式控制第一马达与横动装置。
[0090]
根据第三项中记载的纤维卷取装置,通过线材的导程角成为经设定的值,可在卷取线材时控制施加至线材的力。
[0091]
(第四项)所述横动装置包括:旋转轴,相对于所述夹头平行地配置;第二马达,使所述旋转轴旋转;以及螺旋线,是安装在所述旋转轴的线状体,在所述线状体的至少一部分具有曲线部分,且与线材相接。
[0092]
根据第四项中记载的纤维卷取装置,通过螺旋线进行旋转,可使线材横动。
[0093]
(第五项)所述控制装置控制所述第一马达、第二马达或所述两者的转速。
[0094]
根据第五项中记载的纤维卷取装置,通过控制马达的转速,可使线材的导程角成为经输入的值。
[0095]
(第六项)包括检测所述第一马达的转速的装置、检测所述第二马达的转速的装置、以及对从开始卷绕所述线材起的时间进行计时的装置,所述第一马达的转速、第二马达的转速及线材的卷取时间被输入控制装置中,所述控制装置以线材的导程角成为经设定的值的方式控制第一马达、第二马达或所述两者的转速。
[0096]
根据第六项中记载的纤维卷取装置,在第一马达的转速与第二马达的转速被反馈后控制这些马达的转速。通过控制马达的转速,可使导程角成为经设定的值。
[0097]
(第七项)包括将导程角输入所述控制装置中的装置。
[0098]
根据第七项中记载的纤维卷取装置,通过输入导程角,能够以成为经输入的导程角的方式控制第一马达与横动装置。
[0099]
此外,本发明能够以在不脱离其主旨的范围内,根据本领域从业人员的知识施加了各种改良、修正、变更的实施例来实施。已说明的各实施方式并非独立的实施方式,可根据本领域从业人员的知识适宜组合来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1