一种套筒上料设备的制作方法
[0001]
本发明涉及零件加工技术领域,尤其涉及一种套筒上料设备。
背景技术:
[0002]
目前,公知的脚手架立杆盘扣在焊接时,首先是将圆盘进行上料并固定,然后将长管进行上料并穿过固定好的圆盘,再然后将圆盘和长管进行焊接。整个过程中还需要在长管的端口位置套设套筒,且套筒上的孔的位置要准确。因此现有技术的套筒的上料及套设动作均由人工完成。此方法费时、费力,生产效率低、劳动强度大。
技术实现要素:
[0003]
为了解决上述的技术问题,本发明提供一种套筒上料设备,包括旋转找准机构和移载装置;所述旋转找准机构包括用于承载产品的旋转件、驱动件、找准件和夹紧件;所述驱动件连接所述旋转件且驱动件带动旋转件旋转,以使产品旋转,所述旋转件包括支撑座、第一滚筒和第二滚筒,所述支撑座上可旋转的设有第一滚筒和第二滚筒,产品置于第一滚筒和第二滚筒之间,其中所述第一滚筒连接驱动件且驱动件带动第一滚筒旋转;所述产品的一端设有均布于其周向且位于同一直线上的两个通孔,所述找准件包括分别设于产品的径向两侧的第一光电感应元件和第二光电感应元件,在产品旋转到位后,所述第一光电感应元件和第二光电感应元件对准两个所述通孔所在的直线;所述夹紧件包括第二驱动源、连杆组件、压臂和轴承,所述第二驱动源通过所述连杆组件连接压臂,所述压臂远离连杆组件的另一端可旋转的设有轴承;所述移载装置包括第一移载机构,所述第一移载机构包括旋转组件和第一抓取组件,所述旋转组件连接第一抓取组件,在所述第一光电感应元件和第二光电感应元件对准两个所述通孔所在的直线时,第一抓取组件抓取产品;在所述第一光电感应元件和第二光电感应元件未对准两个所述通孔所在的直线时,所述旋转组件带动第一抓取组件旋转,直至第一光电感应元件和第二光电感应元件对准两个所述通孔所在的直线时所对应的状态。
[0004]
采用以上技术方案,所述找准件包括安装架,所述第一光电感应元件和第二光电感应元件设于安装架上,所述第一光电感应元件和第二光电感应元件为光电传感器。
[0005]
采用以上技术方案,所述驱动件包括第一驱动源、主动轮和从动轮,所述第一驱动源连接主动轮,所述主动轮连接从动轮,所述从动轮连接第一滚筒。
[0006]
采用以上技术方案,所述第一移载机构包括第一伺服搬运模组,所述旋转组件和第一抓取组件构成的整体结构设于所述第一伺服搬运模组上。
[0007]
采用以上技术方案,所述第一抓取组件包括第一抓取部和孔定位件,所述产品在具有两个通孔的一端设有定位孔,所述第一抓取部上设有孔定位件,所述孔定位件在第一抓取部抓取产品时自动插入产品的定位孔内。
[0008]
采用以上技术方案,所述移载装置包括第二移载机构,所述第二移载机构包括第
二伺服搬运模组和第二抓取组件,所述第二伺服搬运模组连接第二抓取组件且第二伺服搬运模组带动第二抓取组件运动。
[0009]
采用以上技术方案,还包括上料机构,所述上料机构包括输送通道、导向板和落料箱,所述导向板设于所述输送通道上,所述输送通道在导向板的一侧设有落料箱。
[0010]
采用以上技术方案,所述导向板在对应落料箱的一侧设有避让部。
[0011]
本发明的有益效果:本发明产品在旋转的过程中,第一光电感应元件和第二光电感应元件用于找准产品上孔的位置,从而判断产品的方向是否准确,在产品方向不准确时,通过第一移载机构调整产品的方向并实现产品的自动上料,保证产品套设在长管上的方向准确,大大提高了工作效率和加工精度。
附图说明
[0012]
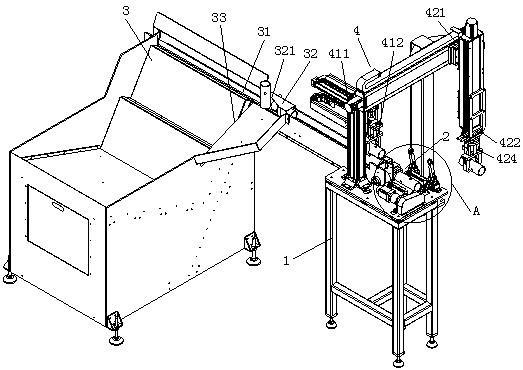
图1是本发明的一结构示意图。
[0013]
图2是图1上a部的局部放大示意图。
[0014]
图3是本发明的另一结构示意图。
[0015]
图4是图3上b部的局部放大示意图。
[0016]
图中标号说明:1、机架;2、旋转找准机构;211、支撑座;212、第一滚筒;213、第二滚筒;221、第一驱动源;222、从动轮;231、安装架;232、第一光电感应元件;233、第二光电感应元件;241、第二驱动源;242、连杆组件;243、压臂;244、轴承;3、上料机构;31、输送通道;32、导向板;321、避让部;33、落料箱;4、移载装置;411、第二伺服搬运模组;412、第二抓取组件;421、第一伺服搬运模组;422、旋转组件;423、孔定位件;424、第一抓取组件。
具体实施方式
[0017]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0018]
所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
[0019]
参照图1至图4所示,本发明实施例提供一种套筒上料设备,包括机架1、上料机构3、旋转找准机构2和移载装置4,机架1上设有旋转找准机构2和移载装置4,其中移载装置4包括第一移载机构和第二移载机构。产品由上料机构3送料后,通过第二移载机构将来料搬运至旋转找准机构2,通过旋转找准机构2来判断产品的方向是否准确,在产品方向不准确时,通过第一移载机构调整产品的方向并实现产品的自动上料。
[0020]
继续参照图1所示,上料机构3包括输送通道31,输送通道31的末端设置在机架1上。上料机构3包括导向板32和落料箱33,具体的,导向板设置在输送通道上,输送通道在导向板的一侧设有落料箱。输送通道31上的产品在输送时,可能出现倾斜(可以为一端高一端低,也可以为竖直状态)的问题。因此导向板32的一侧设有避让部,避让部对应落料箱。如果产品在输送的过程中出现倾斜的情况,那么倾斜的产品的较高位置就会触碰到导向板32的避让部321,并在输送通道31继续行进的过程中,该倾斜的产品会被推到落料箱33内。因此只有处于水平状态的产品才可以通过导向板继续输送,这时候产品的状态即为后续第二移
载机构抓取需要的状态。
[0021]
第二移载机构包括第二伺服搬运模组411和第二抓取组件412。优选的,第二抓取组件412为第二夹爪。第二夹爪在抓取产品后通过第二伺服搬运模组411将输送通道上的产品搬运至旋转找准机构2上。
[0022]
参照图2所示,旋转找准机构2包括旋转件、驱动件和找准件,驱动件连接旋转件且驱动件带动旋转件旋转,以使产品旋转。具体的,旋转件包括支撑座211、第一滚筒212和第二滚筒213,支撑座211上可旋转的设有第一滚筒212和第二滚筒213,产品置于第一滚筒212和第二滚筒213之间,其中第一滚筒212连接驱动件,驱动件包括第一驱动源221、主动轮和从动轮222,第一驱动源221连接主动轮,主动轮连接从动轮222,从动轮222连接第一滚筒212。优选的,第一驱动源221为电机,电机通过主动轮带动从动轮222旋转,从动轮222带动第一滚筒212旋转,使得置于第一滚筒212和第二滚筒213之间的产品旋转,同时第二滚筒213也会随之旋转,这里第二滚筒213无需动力驱动,有利于简化设备。
[0023]
还有考虑到产品在旋转时的稳定性。旋转找准机构2包括夹紧件,夹紧件包括第二驱动源241、连杆组件242、压臂243和轴承244,第二驱动源241通过连杆组件242连接压臂243,压臂243远离连杆组件242的另一端可旋转的设有轴承244,轴承244在产品旋转时被产品带动旋转。
[0024]
产品(这里指套筒)的一端设有均布于其周向且位于同一直线上的两个通孔。在产品旋转的过程中,通过找准件找准产品上两个孔的位置,从而判断产品的方向是否准确。具体的,找准件包括安装架231、第一光电感应元件232和第二光电感应元件233,第一光电感应元件232和第二光电感应元件233设于安装架231上。优选的,第一光电感应元件232和第二光电感应元件233的数量均为2个,2个第一光电感应元件232和2个第二光电感应元件233均对称的设于旋转件的两侧,两侧的第一光电感应元件232在第一找准位置,两侧的第二光电感应元件233在第二找准位置。第一光电感应元件232和第二光电感应元件233可以是光电传感器。在具体工作时,假设第一找准位置为产品上孔的准确位置,那么在产品找准过程中,如果第一找准位置上的光电传感器没有感应到孔的信息,同时第二找准位置上的光电传感器感应到孔的信息,这时候表示产品的方向是不准确的;同样的道理,如果第二找准位置上的光电传感器没有感应到孔的信息,同时第一找准位置上的光电传感器感应到孔的信息,这时候表示产品的方向是准确的。在判断出产品的方向是否准确后即完成了产品的找准动作,并在找准动作完成后,通过第一移载机构抓取第一滚筒212和第二滚筒213之间的产品并搬运至长管的位置。
[0025]
需要说明的是,本发明光电感应元件的数量可以为单个,例如单个光电感应元件设置在第一找准位置,根据第一找准位置的光电感应元件是否感应到孔的信息来判断套筒的方向。但是本发明设计第一光电感应元件232和第二光电感应元件233除了判别套筒的方向是否准确外,还可以判别套筒上孔的位置是否准确,从而保证后续的加工精度。
[0026]
第一移载机构包括第一伺服搬运模组421、旋转组件422和第一抓取组件424,旋转组件422连接第一抓取组件424,旋转组件422和第一抓取组件424构成的整体结构设于第一伺服搬运模组421上。具体的,第一抓取组件424包括第一抓取部和孔定位件423,产品在具有两个通孔的一端设有定位孔,第一抓取部上设有孔定位件423。优选的,第一抓取部为第一夹爪,孔定位件423为定位销,旋转组件为旋转气缸。在第一光电感应元件232和第二光电
感应元件233找准产品上孔的位置时,第一夹爪抓取产品,定位销在第一夹爪抓取产品时自动插入产品的定位孔内;在第一光电感应元件232和第二光电感应元件233未找准产品上孔的位置时,旋转气缸带动第一夹爪旋转180
°
之后抓取产品,定位销在第一夹爪抓取产品时自动插入产品的定位孔内。
[0027]
在具体工作时,第一夹爪的初始状态设置为产品方向准确时的抓取状态,如果前面的找准过程判断产品的方向准确,那么第一夹爪直接抓取产品并通过第一伺服搬运模组421将产品搬运至长管的位置;如果前面的找准过程判断产品的方向不准确(这里指产品目前的方向与准确方向相反),那么旋转气缸带动第一夹爪旋转180
°
,并在角度旋转到位后,第一夹爪抓取产品之后通过旋转气缸带动第一夹爪反方向旋转180
°
,即第一夹爪恢复至初始状态,之后第一夹爪抓取产品并通过第一伺服搬运模组421将产品搬运至长管的位置。
[0028]
还有定位销的位置与产品上孔的位置是对应的,即第一夹爪在抓取产品时,第一夹爪上的定位销自动插入产品上的定位孔内进行定位。
[0029]
本发明产品由上料机构3送料后,通过第二移载机构将来料搬运至旋转找准机构2,由驱动件通过旋转件带动产品旋转,在旋转的过程中,第一光电感应元件232和第二光电感应元件233用于找准产品上孔的位置,从而判断产品的方向是否准确,在产品方向不准确时,通过第一移载机构调整产品的方向并实现产品的自动上料,保证产品套设在长管上的方向准确,大大提高了工作效率和加工精度。
[0030]
以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1