一种便于字标安装一致性的定位工装的制作方法
1.本发明涉及汽车技术领域,具体地说,是一种便于字标安装一致性的定位工装。
背景技术:
2.字标属于汽车零部件的一种,为了便于车辆生产人员、便于车辆生产人员、售后维护人员及客户快速识别车辆的型号,车辆制造商在车辆整车下线时会在车辆后部粘贴表明车辆型号的相关字标。
3.然而,现有技术中的字标安装存在以下缺陷和不足:
4.首先,目前汽车行业市场对于粘贴定位汽车字标等标识尚无专用工具,这就很难准确方便的实现对字标的粘贴作业,因各种车型的字标一般由字母和数字或者中文组成,如g05车型字标安装位置无法定位,安装效率低。
5.其次,字标一般安装在车门上,因车门不平常,倘若无定位工装,则没有定位点,从而导致字标粘贴的一致性差。
6.中国专利文献cn202020877701.4,申请日20200522,公开了一种汽车字标切料装置,包括切料座,所述切料座的上端固定安装有支撑架,所述支撑架的内侧固定连接有连接杆,所述连接杆的下端固定安装有切料机,所述切料座的内侧设有水箱,且所述水箱的开口向上,所述水箱的上端设有支撑板,所述支撑板上开设有滑槽,所述滑槽内活动连接有滑块。
7.上述专利文献的一种汽车字标切料装置发,通过字标置于支撑板上,然后通过拧动螺纹杆从而推动夹板相向移动,进一步的通过两个夹板将字标进行固定,然后通过启动切料机从而对字标进行切料,在切料时启动吹风机,从而吹动碎屑通过通孔进入到水箱内被水吸附,进一步的大大提高了的碎屑的收集效果,较为实用,适合广泛推广和使用。但是关于一种对字标位置进行定位,提高字标安装效率,保证字标安装的一致性的技术方案则未见相应的公开。
8.综上所述,需要一种对字标位置进行定位,提高字标安装效率,保证字标安装的一致性的定位工装。而关于这种定位工装目前还未见报道。
技术实现要素:
9.本发明的目的是,提供一种对字标位置进行定位,提高字标安装效率,保证字标安装的一致性的定位工装。
10.为实现上述目的,本发明采取的技术方案是:
11.一种便于字标安装一致性的定位工装,所述的定位工装包括第一定位部、第二定位部以及第三定位部;所述的第二定位部一端连接第一定位部,另一端连接第二定位部;所述的第一定位部、第二定位部以及第三定位部是一体成型的;所述的第一定位部上设置有字标定位孔;所述的第一贴合部的一侧设置有定位棱边;所述的第一贴合部与第二贴合部的连接处在同一个平面上;所述的第二贴合部和第三贴合部的连接处为圆弧过渡面的结构
形式。
12.作为一种优选的技术方案,所述的定位棱边相对第一贴合部的内边缘向外延伸;所述的定位棱边为翻卷结构形式。
13.作为一种优选的技术方案,所述的第二贴合部的表面呈内凹结构形式;所述的第二贴合部一侧设置有外凸形棱边,另一侧设置有内凹形棱边。
14.作为一种优选的技术方案,所述的第三贴合部相对第二贴合部呈外凸的结构形式;所述的第三贴合部的一拐角处采用圆角设计。
15.作为一种优选的技术方案,所述的第一定位部、第二定位部以及第三定位部的宽度依次逐渐减少。
16.作为一种优选的技术方案,所述的字标定位孔为矩形状。
17.作为一种优选的技术方案,所述的第一定位部、第二定位部以及第三定位部的横断面呈阶梯状分布。
18.作为一种优选的技术方案,所述的定位工装还配有磁铁块。
19.本发明优点在于:
20.1、本发明的一种便于字标安装一致性的定位工装,针对车门外形设置了相应在工装工具,实现了对字标位置进行定位,提高字标安装效率,保证字标安装的一致性。
21.2、通过定位棱边设计,使得定位工装能够紧贴车门边缘,保证了定位工装与车门安装的左右准确度,使得字标安装时一致性好。
22.3、定位工装包括第一定位部、第二定位部以及第三定位部。这样在对车门上安装字标识具有三个定位贴合区。通过三个定位贴合区,使得定位工装说车门之间贴合性好。
附图说明
23.附图1是本发明的一种便于字标安装一致性的定位工装的外表面结构示意图。
24.附图2是本发明的一种便于字标安装一致性的定位工装的内表面结构示意图。
25.附图3是本发明的定位工装的侧面示意图。
具体实施方式
26.下面结合实施例并参照附图对本发明作进一步描述。
27.附图中涉及的附图标记和组成部分如下所示:
28.1.第一定位部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11.字标定位孔
29.12.定位棱边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2.第二定位部
30.21.外凸形棱边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22.内凹形棱边
31.3.第三贴合部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31.圆角
32.4.圆弧过渡面
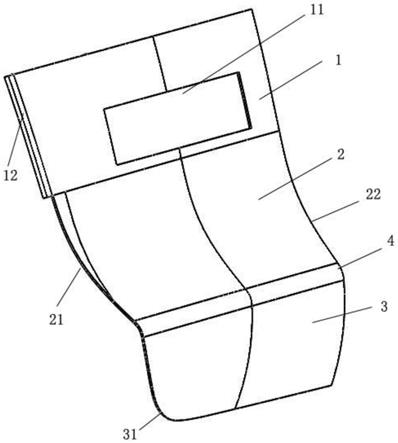
33.请参照图1和2,图1是本发明的一种便于字标安装一致性的定位工装的外表面结构示意图。图2是本发明的一种便于字标安装一致性的定位工装的内表面结构示意图。一种便于字标安装一致性的定位工装;所述的定位工装包括第一定位部1、第二定位部2以及第三定位部;所述的第二定位部2一端连接第一定位部1,另一端连接第二定位部2;所述的第一定位部1、第二定位部2以及第三定位部是一体成型的;所述的第一定位部1上设置有字标
定位孔11;所述的字标定位孔11为矩形状。
34.所述的第一贴合部的一侧设置有定位棱边12;所述的定位棱边12相对第一贴合部的内边缘向外延伸;所述的定位棱边12为翻卷结构形式。
35.所述的第二贴合部的表面呈内凹结构形式;所述的第二贴合部一侧设置有外凸形棱边21,另一侧设置有内凹形棱边22。
36.所述的第一贴合部与第二贴合部的连接处在同一个平面上;所述的第二贴合部和第三贴合部3的连接处为圆弧过渡面4的结构形式。
37.所述的第三贴合部3相对第二贴合部呈外凸的结构形式;所述的第三贴合部3的一拐角处采用圆角31设计。
38.所述的第一定位部1、第二定位部2以及第三定位部的宽度依次逐渐减少。
39.请参照图3,图3是本发明的定位工装的侧面示意图。所述的第一定位部1、第二定位部2以及第三定位部的横断面呈阶梯状分布。
40.该实施例需要说明的是:
41.所述的定位工装包括第一定位部1、第二定位部2以及第三定位部。这样在对车门上安装字标识具有三个定位贴合区。通过三个定位贴合区,使得定位工装说车门之间贴合性好。
42.所述的第一定位部1、第二定位部2以及第三定位部是一体成型的。其中,采用一体成型设计,结构简单,能够快速使用,提高字标的安装效率。
43.所述的第一定位部1上设置有字标定位孔11。其中,采用字标定位孔11主要为字标提供安装空间,同时限定字标的安装位置。
44.所述的第一贴合部的一侧设置有定位棱边12。通过定位棱边12设计,使得定位工装能够紧贴车门边缘,保证了定位工装与车门安装的左右准确度,使得字标安装时一致性好。
45.所述的第一贴合部与第二贴合部的连接处在同一个平面上;所述的第二贴合部和第三贴合部3的连接处为圆弧过渡面4的结构形式。该设计在效果是:使得定位工装向上推移时,定位工装面与尾门平面贴紧,保证工装定位的准确性,从而将字标贴在工装中字标装配位置。
46.所述的定位棱边12相对第一贴合部的内边缘向外延伸;所述的定位棱边12为翻卷结构形式。该设计的效果是:使得定位工装与车门之间能够形成限位式安装,从而有效在保证两者之间在相对准确度。
47.所述的第二贴合部的表面呈内凹结构形式;所述的第二贴合部一侧设置有外凸形棱边21,另一侧设置有内凹形棱边22。该设计的效果是:针对车门外形进行设计,使得第二贴合部能够与车门紧密贴合。
48.所述的第三贴合部3相对第二贴合部呈外凸的结构形式;所述的第三贴合部3的一拐角处采用圆角31设计。该设计的效果是:针对车门外形进行设计,使得第二贴合部能够与车门紧密贴合。同时,采用圆角31设计,具有让位特性,避免磨损。
49.所述的第一定位部1、第二定位部2以及第三定位部的宽度依次逐渐减少。使得整个定位工装车门在接触面积实现阶梯式分布,有效贴合性好,有利于提高字标贴合的一致性。
50.所述的字标定位孔11为矩形状。该设计的效果是:矩形状设计,提供的活动空间大,提高了字标安装效率。
51.所述的第一定位部1、第二定位部2以及第三定位部的横断面呈阶梯状分布。该设计的效果是:阶梯性设计,使得定位工作能够与车门不同位置处均能紧密贴合,一致性好。
52.所述的定位工装还配有磁铁块。通过磁铁块设计,使得定位工装与车门之间固定效果确切。
53.本发明的一种便于字标安装一致性的定位工装,针对车门外形设置了相应在工装工具,实现了对字标位置进行定位,提高字标安装效率,保证字标安装的一致性。
54.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本发明原理的前提下,还可以做出若干改进和补充,这些改进和补充也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1