一种便于对触摸板装夹治具进行清理操作的平移运载设备的制作方法
1.本发明涉及非标设备制造技术领域,尤其是一种便于对触摸板装夹治具进行清理操作的平移运载设备。
背景技术:
2.触摸板(touchpad或trackpad),是一种广泛应用于笔记本电脑上的输入设备。触摸板利用感应用户手指的移动来控制指针的动作,其感应检测原理是电容传感。在触摸板表面下的一个特殊集成电路板会不停地测量和报告出此轨迹,从而探知手指的动作和位置。当使用触摸板操作鼠标光标时,将鼠标光标定位在对应的项目或图标上,并且通过敲击触摸板来选择对应的项目或图标。
3.如图1中所示,触摸板包括有触控面板、电路板及底板,其中,触控面板与电路板的顶面相固定,而电路板底面的局部区域通过胶层黏着固定于底板上。当使用者按压触控面板时,触控面板与电路板能以胶层的部位为轴进行摆动。
4.一般来说,通常借由触摸板装夹治具来完成触摸板的黏合成型。触摸板装夹治具包括有承载部和压盖部。压盖部相对于承载部沿着上下方向可自由地进行分离、扣合。实际操作过程中,首先将底板置放于承载部上,随后在底板上涂覆胶水层,而后将装配后的触控面板和电路板作为一个整体贴放于底板上,最后,将压盖部扣盖于承载部上,静置一段时间,使得承压的电路板和底板之间最终得到牢靠的黏合。
5.在现有技术中,当预黏合触摸板在承载部上放置完成后,采用人工的方式将压盖部盖合于承载部上,依靠重力以将电路板紧密地压合于底板上。而后将工作中的多件触摸板装夹治具通常依序排放于车间地面或工作台上,待胶水凝固后,采用人工的方式分离压盖部和承载部,以取出黏合成型后的触摸板。上次操作方式费时费力,工人的劳动强度极大,生产效率较低,且触摸板的最终成型质量受到工人操作经验以及情绪波动的影响较大,不利于进行质量管控;另外,摆放触摸板装夹治具需要占用较大的车间场地,不利于现场6s管理。为此,本公司近期开发了一款触摸板固化线。
6.在触摸板固化线的设计过程中,需要借由平移运载设备以将触摸板装夹治具由一条输送线流转至另一条输送线(将下料后的空载触控板装夹治具由触摸板下料工位平移至清理工位或将经清理后的回流空载触控板装夹治具重新投入到下一触摸板黏合进程中),以确保触摸板黏合进程可持续、循环进行。然而,在现有技术中,未检索到适用于触摸板装夹治具的平移运载设备。因而,亟待技术人员解决上述问题。
技术实现要素:
7.故,本发明设计人员鉴于上述现有的问题以及缺陷,乃搜集相关资料,经由多方的评估及考量,并经过从事于此行业的多年研发经验技术人员的不断实验以及修改,最终导致该便于对触摸板装夹治具进行清理操作的平移运载设备的出现。
8.为了解决上述技术问题,本发明涉及了一种便于对触摸板装夹治具进行清理操作
的平移运载设备,其布置于两条平行输送线的一侧,以将触摸板装夹治具由一条输送线转移至另一条输送线。便于对触摸板装夹治具进行清理操作的平移运载设备包括有基板、线性运动驱动元件、滑轨滑块组件、滑移板、过渡运载装置、第一铰座以及推顶单元。滑移板平行地布置于基板的正上方,且用来直接承载过渡运载装置。过渡运载装置用来用来喂入、承接触摸板装夹治具。线性运动驱动元件装配于基板和滑移板之间,以驱动滑移板沿着前后方向进行平移运动。滑轨滑块组件平行地布置于线性运动驱动元件的左侧或右侧,且其由滑轨和滑块构成。滑轨、滑块分别可拆卸地固定于基板的上平面、滑移板的下平面上。过渡运载装置借由第一铰座以实现与滑移板的铰接。推顶单元布置于第一铰座的一侧。当推顶单元发生动作时,施加推顶力或复位力至过渡运载装置上,以迫使过渡运载装置相对于滑移板进行翻转运动。
9.作为本发明技术方案的进一步改进,推顶单元包括有第二铰座、气缸以及第三铰座。气缸的缸体铰接于第二铰座上,且作为一个整体固定于滑移板的下平面上。正对应于第二铰座的固定位置,在滑移板上开设有供气缸活塞杆穿越的下置避让孔。第三铰座固定于过渡运载装置的底板上,且与气缸的活塞杆相铰接。正对应于第三铰座的固定位置,在过渡运载装置的底板上开设有供气缸的活塞杆穿越的上置避让孔。
10.作为本发明技术方案的进一步改进,过渡运载装置还包括有铰接加强块。铰接加强块可拆卸地固定于过渡运载装置的底板上,且其直接与第一铰座相铰接。
11.作为本发明技术方案的进一步改进,便于对触摸板装夹治具进行清理操作的平移运载设备还包括有至少一油压缓冲器。油压缓冲器可拆卸地固定于滑移板上,且与第一铰座相隔设定距离。当过渡运载装置翻转至平置状态时,油压缓冲器与过渡运载装置底板的下平面相对位。
12.作为本发明技术方案的更进一步改进,油压缓冲器的数量设置为多个,且沿着滑移板的宽度方向进行线性阵列。
13.通过采用上述技术方案进行设置,从而可以方便、快捷地将触摸板装夹治具由前置输送线流转至后置回流输送线上,且无需进行人工干预。另外,当触摸板黏合成型后,将压盖部由承载部上移除,而承载板继续留存于过渡运载装置上,以备用进入到下一个触摸板黏合工序中。当触摸板装夹治具被平移至清理工位时,推顶单元发生动作以推升过渡运载装置至倾斜姿态,以便于对留存于过渡运载装置上的承载部进行人工清理,以避免其上残存的颗粒物、碎屑或外溢胶凝固点对后续触摸板黏合进程造成不良影响。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
15.图1是触摸板的结构示意图。
16.图2是触摸板装夹治具的结构示意图。
17.图3示出了本发明中便于对触摸板装夹治具进行清理操作的平移运载设备在触摸板固化线中的相对位置示意图。
18.图4示出了本发明中便于对触摸板装夹治具进行清理操作的平移运载设备在触摸板固化线中的相对位置示意图(隐去输送线两侧的外壳体后)。
19.图5是图4的i局部放大图。
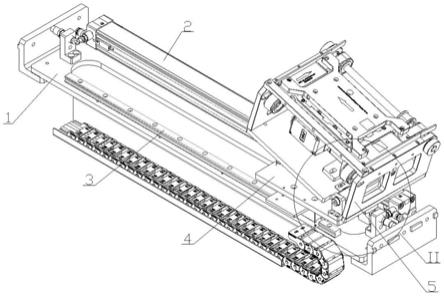
20.图6是本发明中便于对触摸板装夹治具进行清理操作的平移运载设备的立体示意图。
21.图7是图6的侧视图。
22.图8是图6的正视图。
23.图9是图8的a
‑
a剖视图。
24.图10是图6的ii局部放大图。
[0025]1‑
基板;2
‑
机械式无杆气缸;3
‑
滑轨滑块组件;31
‑
滑轨;32
‑
滑块;4
‑
滑移板;41
‑
下置避让孔;5
‑
过渡运载装置;51
‑
上置避让孔;52
‑
铰接加强块;6
‑
第一铰座;7
‑
推顶单元;71
‑
第二铰座;72
‑
气缸;73
‑
第三铰座;8
‑
油压缓冲器。
具体实施方式
[0026]
在本发明的描述中,需要理解的是,术语“左”、“右”、“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0027]
为了便于本领域技术人员充分理解本发明所公开的技术方案,预先对触摸板装夹治具结构以及实际应用方法作一个简要的说明,具体如下:如图2中所示,触摸板装夹治具包括有承载部和压盖部。压盖部相对于承载部沿着上下方向可自由地进行分离、扣合。实际操作过程中,首先将底板置放于承载部上,随后在底板上涂覆胶水层,而后将装配后的触控面板和电路板作为一个整体贴放于底板上,最后,将压盖部扣盖于承载部上,静置一段时间,使得承压的电路板和底板之间最终得到牢靠的黏合。
[0028]
下面结合具体实施例,对本发明的内容做进一步的详细说明,如图3、4、5中所示,可知,平移运载设备布置于前置输送线和后置输送线之间,以将下料后的空载触控板装夹治具平移至清理工位。
[0029]
已知,当黏合成型后的触摸板由触摸板装夹治具上取出后,触摸板的承载部上极易残存有颗粒物、碎屑或外溢胶凝固点,如果不经清理直接流回重新投入使用,必然会降低触摸板预黏合底板的定位精准度,进而影响对触摸板成型质量的把控。鉴于此,如图6、7、8、9中所示,可知,其主要由基板1、机械式无杆气缸2、滑轨滑块组件3、滑移板4、过渡运载装置5、第一铰座6以及推顶单元7等几部分构成。其中,滑移板4平行地布置于基板1的正上方,且用来直接承载过渡运载装置5。过渡运载装置5用来用来喂入、承接触摸板装夹治具。机械式无杆气缸2装配于基板1和滑移板4之间,以驱动滑移板4沿着前后方向进行平移运动。滑轨滑块组件3平行地布置于机械式无杆气缸2的左侧或右侧,且其由滑轨31和滑块32构成。滑轨31、滑块32分别可拆卸地固定于基板1的上平面、滑移板4的下平面上。过渡运载装置5借由第一铰座6以实现与滑移板4的铰接。推顶单元7布置于第一铰座6的一侧。当推顶单元7发生动作时,施加推顶力或复位力至过渡运载装置5上,以迫使过渡运载装置5相对于滑移板4进行翻转运动。
[0030]
通过采用上述技术方案进行设置,便于对触摸板装夹治具进行清理操作的平移运载设备至少取得了以下有益效果:
[0031]
1)可以将触摸板装夹治具由前置输送线流转至后置回流输送线上,且无需进行人工干预,整个过程方便、快捷。
[0032]
2)当触摸板黏合成型后,将触摸板装夹治具的压盖部由承载部上移除,而承载板继续留存于过渡运载装置5上,以备用进入到下一个触摸板黏合工序中。当触摸板装夹治具被平移至清理工位时,推顶单元7发生动作以推升过渡运载装置5至倾斜姿态,以便于对留存于过渡运载装置5上的承载部进行人工清理,以避免其上残存的颗粒物、碎屑或外溢胶凝固点对后续触摸板黏合进程造成不良影响。
[0033]
在此需要说明一点,除了可以选用上述的机械式无杆气缸2对滑移板4进行位置驱动,亦可以根据实际应用场景的不同择优选取直线电机、线性模组、液压缸或气缸等其他线性运动驱动元件。
[0034]
已知,推顶单元7可以采取多种设计结构以实现对过渡运载装置的推顶,不过,在此推荐一种设计结构简单、易于制造实施,且利于进行后期维护的实施方案,具体如下:如图9中所示,推顶单元7优选由第二铰座71、气缸72以及第三铰座73。气缸72的缸体铰接于第二铰座上71,且作为一个整体固定于滑移板4的下平面上。正对应于第二铰座71的固定位置,在滑移板4上开设有供气缸72活塞杆穿越的下置避让孔41。第三铰座73固定于过渡运载装置5的底板上,且与气缸72的活塞杆相铰接。正对应于第三铰座73的固定位置,在过渡运载装置5的底板上开设有供气缸72的活塞杆穿越的上置避让孔51。
[0035]
如图10中所示,作为上述过渡运载装置5结构的进一步优化,还可以在其底板上增设有铰接加强块52。铰接加强块52可拆卸地固定于过渡运载装置5的底板上,且其直接与上述的第一铰座6相铰接。如此一来,当过渡运载装置5相对于滑移板4进行翻转时,铰接加强块52可以分担部分力荷,进而有效地避免了滑移板4自身因受力过大而导致的扭曲现象的发生。
[0036]
已知,过渡运载装置5在进行实际执行翻转动作的进程中,极易与滑移板4发生刚性冲击,从而必不可免地导致过渡运载装置5以及滑移板4的相对面受损严重,进而影响到过渡运载装置5的最终姿态的水平度,抑或产生高分贝噪音,严重地恶化车间工作环境。鉴于此,如图6、7中所示,作为上述便于对触摸板装夹治具进行清理操作的平移运载设备结构的进一步优化,其根据实际应用场景的不同还增设有多个油压缓冲器8。油压缓冲器8可拆卸地固定于滑移板4上,且沿着滑移板4的宽度方向进行线性阵列。油压缓冲器8与第一铰座6相隔设定距离。当过渡运载装置5翻转至平置状态时,油压缓冲器8与过渡运载装置5底板的下平面相对位。
[0037]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1