一种具有装配功能的振动盘的制作方法
1.本申请涉及振动盘的技术领域,尤其是涉及一种具有装配功能的振动盘。
背景技术:
2.振动盘的用途广泛,是解决工业自动化设备供料的必须设备,它能把各种产品进行有序排列,配合自动组装设备将产品各个部位组装起来的。还可以用于分选、检测、计数包装等,是一种现代化高科技产品。
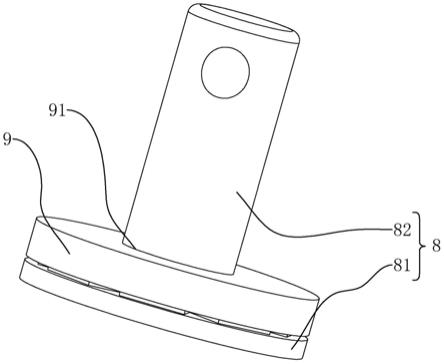
3.相关技术中一种扣钉与垫片的装配设备,包括扣钉振动盘、垫片振动盘和装配组件,扣钉振动盘和垫片振动盘各自出料口均设置有出料通道,两个出料通道均与装配组件相连接,通过扣钉振动盘和垫片振动盘输送的扣钉和垫片在装配组件处进行装配。图1为装配后的扣钉8与垫片9的组合件。其中,扣钉8呈钉状,包括头部81与杆部82;而垫片9中间开设有穿孔91,能够套设于杆部82上。
4.针对上述中的相关技术,发明人认为:扣钉和垫片的装配需要用到两台振动盘和一个装配组件,设备整体的成本高、功耗大且占用面积大。
技术实现要素:
5.为了解决设备整体的成本高、功耗大且占用面积大的问题,本申请提供一种具有装配功能的振动盘。
6.本申请提供的一种具有装配功能的振动盘采用如下的技术方案:一种具有装配功能的振动盘,包括料斗和设置于料斗内的储料仓,所述储料仓内侧壁设置有螺旋上升的送料轨道,所述送料轨道的上端尽头衔接设置有第一料道与第二料道,所述送料轨道、第一料道与第二料道的衔接处设置有用于筛分扣钉和垫片的分流组件;所述分流组件将垫片与扣钉分别筛分至第一料道与第二料道;第一料道与第二料道远离分流组件的另一端设置有交汇处,所述交汇处设置有用于装配扣钉和垫片的装配组件,所述料斗上设置有与装配组件衔接的出料组件。
7.通过采用上述技术方案,利用分流槽将混合在储料仓内的垫片和扣钉分别筛分至第一料道和第二料道,在第一料道和第二料道的交汇处设置装配组件将扣钉和垫片进行装配,最后通过与装配组件衔接的出料组件将装配有垫片的扣钉进行出料,实现一个振动盘就能完成筛分、输送和装配,占用面积更小,结构简单。
8.可选的,所述分流组件包括设置于送料轨道和第一料道衔接处上端的分流板,所述送料轨道和第一料道衔接处上端与分流板下端之间形成有高度大于等于垫片厚度、仅供垫片通过的分流通道。
9.通过采用上述技术方案,分流板下端与衔接处上端形成的分流通道,将垫片筛分至第一料道、扣钉筛分至第二料道,完成扣钉和垫片的筛分,便于装配组件对两者进行装配,提高工作效率。
10.可选的,所述第二料道上设置有用于筛除套有垫片的扣钉的第一筛除组件,所述
第一筛除组件位于分流组件与装配组件之间。
11.通过采用上述技术方案,第一筛除组件限制套设有垫片的扣钉通过,让未套设有垫片的扣钉通过至装配组件,避免扣钉上重复套设多个垫片,从而提高装配组件的工作效率。
12.可选的,所述第一筛除组件包括设置于第二料道上方的第一筛选杆,所述第一筛选杆的下端与第二料道的上端面之间形成有高度大于等于头部厚度、小于头部与垫片厚度之和的第一引流道。
13.通过采用上述技术方案,第一筛选杆与第二料道之间形成的第一引流通道,将未套设有垫片的扣钉引流至装配组件与垫片装配,而套设有垫片的扣钉则无法进入第一引流通道内,并被第一筛选杆朝中间推落至储料仓内,提高装配组件的工作效率,结构简单。
14.可选的,所述第一料道的末端延伸至第二料道的上方;所述装配组件包括与第一料道尽头衔接的装配料道,所述装配料道沿与第二料道相同的输送方向延伸。
15.通过采用上述技术方案,第一料道的末端延伸至第二料道的上方,当垫片沿着装配料道的尽头掉落时,使垫片有几率直接套设在下方的杆部上,实现垫片与杆部的自动装配,结构简单。
16.可选的,所述装配料道朝第二料道的上端面方向倾斜设置;所述装配料道的中间设置有供杆部通过的让位缺口,所述让位缺口沿第二料道上杆部的输送轨迹延伸并贯穿装配料道的末端;所述垫片于装配料道上移动时,穿孔与让位缺口对准。
17.通过采用上述技术方案,装配料道上设置让位缺口,便于穿孔与杆部对齐,便于两者的装配;装配料道倾斜设置,能够给垫片一个加速的作用,加速运动的垫片与杆部形成相对运动,使垫片与杆部不用完全上下对准,即可实现垫片的套设。
18.可选的,所述装配组件与出料组件之间设置有用于筛除未与扣钉装配的垫片的第二筛除组件、用于筛除未与垫片装配的扣钉的第三筛除组件。
19.通过采用上述技术方案,第二筛除组件将未与扣钉装配的垫片进行筛除,第三筛除组件将未与垫片配合的扣钉进行筛除,避免两者通过出料组件输送出去。
20.可选的,所述第二筛除组件包括设置于第二料道上方的筛选板,所述筛选板下端与第二料道上端面之间形成有高度大于等于垫片厚度、小于扣钉高度的筛除通道。
21.通过采用上述技术方案,筛选板与第二料道之间形成的筛除通道,只能够供垫片通过,从而将未与扣钉装配的垫片进行筛除,结构简单。
22.可选的,所述第三筛除组件包括设置于第二料道上方的第二筛选杆,所述第二筛选杆与第二料道上端面之间形成有高度大于等于头部厚度、小于头部与垫片高度之和的第二引流通道,所述第二引流通道的尽头设置有筛除缺口。
23.通过采用上述技术方案,第二筛选杆与第二料道之间形成的第二引流通道,能够将未装配有垫片的扣钉引流至筛除缺口进行筛除,而套设有垫片的扣钉则被第二筛选杆推动至出料组件处,实现扣钉与垫片装配后的出料步骤。
24.可选的,所述出料组件包括出料通道,所述出料通道衔接设置于第二料道上相对第三筛除组件的另一侧,所述出料通道衔接第二料道的一端朝内侧倾斜向下设置,未进入第二引流通道的扣钉沿斜面进入出料通道。
25.通过采用上述技术方案,套设有垫片的扣钉经过衔接处时无法进入第二引流通
道,且会在第二筛选杆的作用下朝出料通道方向偏移,使自身的重心位于斜面上,从而向出料通道倾斜滑动,达到出料的作用,结构简单。
26.综上所述,本申请包括以下至少一种有益技术效果:1、分流槽将混合在储料仓内的垫片和扣钉分别筛分至第一料道和第二料道,在第一料道和第二料道的交汇处设置装配组件将扣钉和垫片进行装配,最后通过与装配组件衔接的出料组件将装配有垫片的扣钉进行出料,实现一个振动盘就能完成筛分、输送和装配,占用面积更小,结构简单;2、分流板下端与衔接处上端形成的分流通道,将垫片筛分至第一料道、扣钉筛分至第二料道,完成扣钉和垫片的筛分,便于装配组件对两者进行装配,提高工作效率。
附图说明
27.图1是背景技术中的扣钉与垫片组合件的结构示意图;图2是本申请的整体结构示意图;图3是本申请的第一料道和第二料道的结构示意图;图4是图2中的a处放大示意图;图5是图3中的b处放大示意图;图6是图3中的c处放大示意图。
28.附图标记说明:1、料斗;11、储料仓;12、送料轨道;13、第一料道;14、第二料道;15、交汇处;16、筛除缺口;17、落料缺口;18、回流通道;2、分流组件;21、分流板;22、分流通道;3、装配组件;31、装配料道;32、让位缺口;4、第一筛除组件;41、第一筛选杆;42、第一引流道;5、第二筛除组件;51、筛选板;52、筛除通道;6、第三筛除组件;61、第二筛选杆;62、第二引流通道;7、出料组件;71、出料通道;8、扣钉;81、头部;82、杆部;9、垫片;91、穿孔。
具体实施方式
29.以下结合附图2
‑
6对本申请作进一步详细说明。
30.本申请实施例公开了一种具有装配功能的振动盘。
31.参照图2和图3,一种具有装配功能的振动盘,包括底部装有振动电机(图中未示出)的料斗1和焊接于料斗1内的储料仓11。料斗1内同时放置有大量扣钉8与垫片9;而储料仓11呈圆筒状,其内侧壁上焊接有螺旋上升的送料轨道12,用于将储料仓11内的扣钉8与垫片9向上输送;且储料仓11的底部还开设有回流通道18,用于使落在料斗内的扣钉8与垫片9进入储料仓11内部。
32.参照图2,在送料轨道12的上端尽头处衔接有沿同一方向均呈螺旋状的第一料道13和第二料道14,第一料道13和第二料道14均呈内高外低倾斜设置,且第一料道13和第二料道14的外侧均设置有挡板,使第一料道13和第二料道14截面呈l型。由于储料仓11内的扣钉8和垫片9是混合在一起,因此在第一料道13、第二料道14和送料轨道12的衔接处安装分流组件2,将垫片9和扣钉8分别筛分至第一料道13和第二料道14,第一料道13与第二料道14远离分流组件2的另一端形成有交汇处15,在交汇处15安装有用于将扣钉8和垫片9进行装配的装配组件3,而装配组件3与安装在料斗1上的出料组件7衔接。
33.参照图3,分流组件2包括安装于送料轨道12和第一料道13衔接处上端的分流板
21,送料轨道12和第一料道13衔接处上端与分流板21下端面之间形成有分流通道22,分流通道22的高度大于等于垫片9厚度、仅供垫片9通过。由于垫片9在使用过程中厚度会有所改变,需要不同高度的分流通道22,因此在分流板21的一端开设有调节孔,在储料仓11上端的外侧壁上与调节孔相对的位置焊接有调节板,调节板上开设有沿竖直方向延伸的腰型孔。调节孔与腰型孔对齐,通过螺栓穿过调节孔和腰型孔紧固固定分流板21,也能够通过松紧螺钉进行分流板21高度的调节,也就对分流通道22的高度进行调节。
34.参照图4和图5,为了便于垫片9从杆部82的上端自上而下装配,第一料道13的末端延伸至第二料道14的上方。在第一料道13的尽头衔接有装配组件3,装配组件3包括一端与第一料道13尽头焊接的装配料道31,装配料道31沿着第二料道14相同的输送方向延伸,便于装配料道31上的垫片9与扣钉8的对齐。为了防止装配料道31阻挡扣钉8的滑动,在装配料道31的中间位置开设有供杆部82穿过的让位缺口32,让位缺口32沿第二料道14上杆部82的输送轨迹延伸并贯穿装配料道31的末端,并且垫片9滑动在装配料道31上时,穿孔能够时时与让位缺口32对齐。最后为了便于垫片9与扣钉8的装配,装配料道31朝第二料道14的上端面方向倾斜设置,使垫片9能够自上而下加速滑动至与扣钉8的套设,使装配的效率提高。
35.参照图4和图5,由于扣钉8在装配时需要摆正,杆部82竖直向上且头部81在下,为了不影响装配的效率,需要对未摆正的扣钉8进行筛除。在分流组件2与装配组件3之间安装有第一筛除组件4,第一筛除组件4包括通过螺栓固定于第二料道14的外侧壁上的第一筛选杆41,第一筛选杆41的下端面与第二料道14的上端面之间形成有高度大于等于头部81厚度、小于头部81与垫片9厚度之和的第一引流道42,在第二料道14上端面开设有与第一筛选杆41位置相对应的落料缺口17,只有摆正后的头部81能够嵌入第一引流道42使扣钉8沿第一引流道42进行滑移而不会落入落料缺口17。同时,第一筛除组件4不仅能够筛除未摆正的扣钉8,还能够筛除已经套设有垫片9的扣钉8,或者在垫片9厚度大于头部81厚度时也能被筛除,从而提高装配组件3的工作效率。
36.参照图3,由于在装配的时候会有垫片9未与扣钉8套设就落入第二料道14或者未套设有垫片9的扣钉8,为了不影响出料组件7的工作效率,在装配组件3和出料组件7之间分别安装有筛除垫片9和扣钉8的第二筛除组件5和第三筛除组件6。
37.参照图3,第二筛除组件5包括安装于第二料道14外侧壁上的筛选板51,筛选板51与第二料道14外侧壁上的连接方式等同于分流板21与储料仓11上端外侧壁的连接方式,筛选板51的下端面与第二料道14的上端面形成有高度大于等于垫片9厚度、小于扣钉8高度的筛除通道52,未与扣钉8套设的垫片9落入第二料道14上时会穿过筛除通道52落入料斗1内。
38.参照图5和图6,第三筛除组件6位于第二筛除组件5和出料组件7之间。第三筛除组件6包括通过螺栓固定在第二料道14上方的第二筛选杆61,第二筛选杆61的下端面与第二料道14的上端面形成有高度大于等于头部81厚度、小于头部81与垫片9高度之和的第二引流通道62。未套设有垫片9的扣钉8,滑移至第二筛除组件5时头部81会嵌入第二引流通道62,此时的扣钉8会在第二引流通道62的引流作用滑移,在第二引流通道62的尽头形成有筛除缺口16,使未套设有垫片9的扣钉8滑移至筛除缺口16落入料斗1。
39.参照图5和图6,出料组件7包括出料通道71,出料通道71衔接在第二料道14上相对第三筛除组件6的另一端,出料通道71与第二料道14衔接的部位为内底外高设置。当套设有垫片9的扣钉8与第二筛选杆61的内侧壁抵接滑移至出料通道71与第二料道14的衔接处时,
衔接处位于扣钉8重心朝外的部位,扣钉8此时就会往出料通道71倾斜滑动,完成出料;而未套设有垫片9的扣钉8滑移至出料通道71与第二料道14的衔接处时,由于头部81已经嵌入第二引流通道62无法向出料通道71倾斜。
40.参照图2,在储料仓11的侧壁下端开设有回流通道18,能够将被筛除落入料斗1的扣钉8和垫片9通过回流通道18回到储料仓11,进行再次输送装配。
41.本申请实施例一种具有装配功能的振动盘的实施原理为:垫片9和扣钉8的装配出料。第一步,将扣钉8和垫片9混合倒入储料仓11,在料斗1的振动机作用下,沿着送料轨道12上升;第二步,在送料轨道12的尽头,在分流组件2的作用下垫片9会通过分流通道22被筛分至第一料道13,扣钉8则不会通过分流通道22而滑移至第二料道14;第三步,在第一料道13和第二料道14额交汇处15,装配组件3将分别在第一料道13和第二料道14上滑移的垫片9和扣钉8进行装配,使垫片9套设在扣钉8上;最后,套设有垫片9的扣钉8继续滑移至第二料道14的尽头,滑移至出料通道71,完成出料。
42.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1