一种工业零件吊装装置与吊装方法与流程
1.本发明涉及工业零件吊技术领域,更具体的说是一种工业零件吊装装置与吊装方法。
背景技术:
2.例如公开号cn212475796u包括底座、基座和旋转臂,基座固设于底座的顶部,旋转臂经螺栓i铰接于基座上,旋转臂的左端部开设有吊装孔,旋转臂的右端部经螺栓ii铰接有悬臂,悬臂和吊装孔分别设置于基座的两侧,悬臂的底部固设有位于旋转臂下方的缓冲板,螺纹孔内螺纹连接有调节螺钉,调节螺钉的螺帽位于立板的左侧,调节螺钉的螺纹头与基座的左端面接触;该发明的缺点是不能在移动工业零件时保证工业零件的稳定。
技术实现要素:
3.本发明的目的是提供一种工业零件吊装装置与吊装方法,能在移动工业零件时保证工业零件的稳定。
4.本发明的目的通过以下技术方案来实现:
5.一种工业零件吊装装置,包括支撑机构和压紧机构,所述支撑机构包括支撑支架、支撑丝杆、支撑驱动块、支撑转杆、支撑滑块和支撑杆,支撑丝杆转动连接在支撑支架的上端,支撑驱动块滑动连接在支撑支架的上端,支撑丝杆和支撑驱动块之间螺纹传动,支撑转杆的上端转动连接在支撑驱动块上,支撑转杆的下端转动连接在支撑滑块上,支撑滑块滑动连接在支撑支架的下端,支撑杆固定连接在支撑滑块上,支撑滑块的右端的下端设有一个开口,压紧机构包括压紧杆和压紧滑套,两个压紧杆分别滑动连接在两个压紧滑套内,两个压紧杆分别和两个压紧滑套通过弹簧连接。
6.作为本技术方案的进一步优化,本发明工业零件吊装装置,所述压紧机构还包括压紧丝杆、压紧滑杆和压紧滑道,两个压紧丝杆均和压紧滑杆螺纹传动,压紧滑杆的左右两端均设有内螺纹块,压紧滑杆滑动连接在压紧滑道上,两个压紧滑套分别固定连接在两个压紧丝杆的下端。
7.作为本技术方案的进一步优化,本发明工业零件吊装装置,所述一种工业零件吊装装置还包括夹持机构,夹持机构包括夹持液压缸、夹持连接板、夹持转杆、夹持滑杆、夹持连接杆和夹持摩擦块,夹持液压缸的上端固定连接在夹持连接板的下端,两个夹持转杆的上端均转动连接在夹持连接板上,两个夹持转杆的下端分别转动连接在两个夹持滑杆上,两个夹持滑杆上均转动连接有两个夹持连接杆,两个夹持摩擦块分别固定连接在两个夹持滑杆的下端,两个支撑支架分别固定连接在两个夹持滑杆上,支撑转杆的上端滑动连接在两个夹持连接杆的一端,压紧滑杆滑动连接在两个夹持连接杆的另一端,两个压紧滑道分别固定连接在两个夹持滑杆上。
8.作为本技术方案的进一步优化,本发明工业零件吊装装置,所述一种工业零件吊装装置还包括传动机构,传动机构包括传动电机、传动带轮轴、传动套筒、传动带轮、传动滑
块和传动支架,左端的传动带轮轴固定连接在传动电机的输出轴上,两个传动套筒分别固定连接在两个传动带轮轴的下端,两个传动带轮分别转动连接在两个传动滑块上,两个传动滑块分别滑动连接在传动支架的前后两端,两个传动滑块均和传动支架通过弹簧连接,两个传动带轮轴通过皮带传动,传动电机固定连接在左端的夹持滑杆上,两个传动带轮轴分别转动连接在两个夹持滑杆上,两个支撑丝杆分别滑动连接在两个传动套筒内,两个支撑丝杆分别和两个传动套筒通过弹簧连接。
9.作为本技术方案的进一步优化,本发明工业零件吊装装置,所述一种工业零件吊装装置还包括升降机构,升降机构包括升降底板、升降液压缸、升降连接板和升降滑槽,两个升降液压缸的下端均固定连接在升降底板上,升降连接板固定连接在两个升降液压缸的上端,升降连接板上设有两个升降滑槽,夹持液压缸固定连接在升降连接板上,两个夹持滑杆分别滑动连接在两个升降滑槽上,传动支架固定连接在升降连接板的下端。
10.作为本技术方案的进一步优化,本发明工业零件吊装装置,所述一种工业零件吊装装置还包括定位机构,定位机构包括定位电机、定位丝杆、定位滑块和定位板,定位丝杆固定连接在定位电机的输出轴上,两个定位滑块均和定位丝杆螺纹传动,两个定位板分别固定连接在定位滑块上。
11.作为本技术方案的进一步优化,本发明工业零件吊装装置,所述一种工业零件吊装装置还包括调节机构,调节机构包括横向滑块、纵向滑块、转动板和调节滑轨,调节滑轨固定连接在横向滑块的的上端,纵向滑块滑动连接在调节滑轨上,转动板转动连接在纵向滑块的上端,定位电机固定连接在转动板上,定位丝杆转动连接在转动板上,两个定位滑块均滑动连接在转动板上,横向滑块滑动连接在升降底板上。
12.作为本技术方案的进一步优化,本发明工业零件吊装装置,所述两个夹持摩擦块均为橡胶材质。
13.作为本技术方案的进一步优化,本发明工业零件吊装装置,所述两个定位板的中间均设有v型槽。
14.一种工业零件吊装装置进行吊装的方法,所述该方法包括以下步骤:
15.步骤一:两个夹持摩擦块向中间移动将零件进行初步的夹紧,两个夹持摩擦块带动零件向上移动一小段距离;
16.步骤二:两个支撑杆向中间移动,对零件的底部进行支撑,左右两端共四个压紧杆向下移动,用来固定住零件的四个方向,防止零件在移动过程中发生转动;
17.步骤三:两个定位板向中间移动将零件的下部分固定住;
18.步骤四;调整零件的下部分的位置与吊起来的零件进行对齐和安装。
19.一种工业零件吊装装置与吊装方法的有益效果为:
20.一种工业零件吊装装置与吊装方法,本装置能在将零件吊起来后保证零件的稳定,防止零件发生转动或者滑落等,有更高的安全性,保证零件的完整性避免造成不必要的损失,还能将零件的下部分固定住,防止在安装过程中零件的下部分发生移动,导致无法正常进行安装,还需重新调整零件的位置,浪费时间和精力,通过转动转动板,滑动纵向滑块和横向滑块来调整安装方位,让工作人员对零件的下部分移动更加省力,将上下两部分零件对齐后进行安装,放在转动板上进行对齐保证安装质量,提高工作效率。
附图说明
21.下面结合附图和具体实施方法对本发明做进一步详细的说明。
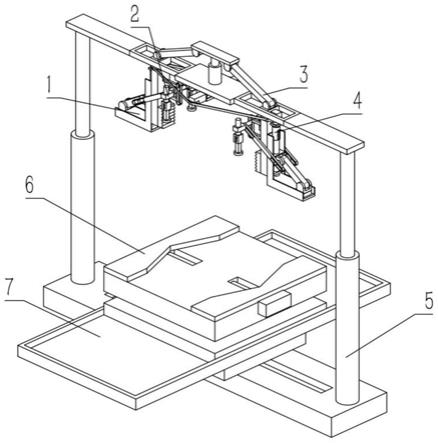
22.图1是本发明的工业零件吊装装置整体结构示意图;
23.图2是本发明的支撑机构结构示意图;
24.图3是本发明的压紧机构结构示意图;
25.图4是本发明的夹持机构结构示意图;
26.图5是本发明的传动机构结构示意图;
27.图6是本发明的升降机构结构示意图;
28.图7是本发明的定位机构结构示意图;
29.图8是本发明的调节机构结构示意图。
30.图中:支撑机构1;支撑支架101;支撑丝杆102;支撑驱动块103;支撑转杆104;支撑滑块105;支撑杆106;压紧机构2;压紧杆201;压紧滑套202;压紧丝杆203;压紧滑杆204;压紧滑道205;夹持机构3;夹持液压缸301;夹持连接板302;夹持转杆303;夹持滑杆304;夹持连接杆305;夹持摩擦块306;传动机构4;传动电机401;传动带轮轴402;传动套筒403;传动带轮404;传动滑块405;传动支架406;升降机构5;升降底板501;升降液压缸502;升降连接板503;升降滑槽504;定位机构6;定位电机601;定位丝杆602;定位滑块603;定位板604;调节机构7;横向滑块701;纵向滑块702;转动板703;调节滑轨704。
具体实施方式
31.下面结合附图对本发明作进一步详细说明。
32.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”和“竖着”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的系统或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
33.在本发明的描述中,需要说明的是,除非另有明确规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接可以是直接连接,亦可以是通过中间媒介间接连接,可以是两个部件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
34.此外,在本发明的描述中,除非另有说明,“多个”、“多组”、“多根”的含义是两个或两个以上。
35.具体实施方式一:
36.下面结合图说明本实施方式,一种工业零件吊装装置与吊装方法,包括支撑机构1和压紧机构2,所述支撑机构1包括支撑支架101、支撑丝杆102、支撑驱动块103、支撑转杆104、支撑滑块105和支撑杆106,支撑丝杆102转动连接在支撑支架101的上端,支撑驱动块103滑动连接在支撑支架101的上端,支撑丝杆102和支撑驱动块103之间螺纹传动,支撑转杆104的上端转动连接在支撑驱动块103上,支撑转杆104的下端转动连接在支撑滑块105上,支撑滑块105滑动连接在支撑支架101的下端,支撑杆106固定连接在支撑滑块105上,支撑滑块105的右端的下端设有一个开口,压紧机构2包括压紧杆201和压紧滑套202,两个压
紧杆201分别滑动连接在两个压紧滑套202内,两个压紧杆201分别和两个压紧滑套202通过弹簧连接;
37.本装置能在将零件吊起来后保证零件的稳定,防止零件发生转动或者滑落等,有更高的安全性,能更好的的保证零件在移动过程中不会发生碰撞和刮擦,保证零件的完整性避免造成不必要的损失,在将零件夹持起来后两个支撑丝杆102转动带动两个支撑驱动块103向上移动,两个支撑驱动块103向上移动带动两个支撑转杆104转动,两个支撑转杆104转动带动两个支撑滑块105向中间移动,两个支撑滑块105向中间移动带动两个支撑杆106向中间移动,对零件的底部进行支撑,两个支撑杆106向中间移动同时还会带动两个两个压紧滑套202向下移动,两个压紧滑套202向下移动带动左右两端共四个压紧杆201向下移动,用来固定住零件的四个方向,防止零件在移动过程中发生转动,让零件在移动过程更加稳定。
38.具体实施方式二:
39.下面结合图说明本实施方式,本实施方式对实施方式一作进一步说明,所述压紧机构2还包括压紧丝杆203、压紧滑杆204和压紧滑道205,两个压紧丝杆203均和压紧滑杆204螺纹传动,压紧滑杆204的左右两端均设有内螺纹块,压紧滑杆204滑动连接在压紧滑道205上,两个压紧滑套202分别固定连接在两个压紧丝杆203的下端;
40.压紧滑杆204向下移动带动两个压紧丝杆203向下移动,两个压紧丝杆203向下移动带动两个压紧滑套202向下移动,两个压紧杆201和两个压紧滑套202之间有弹簧可以在零件厚度差距不大时,免去调节过程,提高工作效率,同时还有一个缓冲防止两个压紧杆201直接与零件接触压坏零件,在零件厚度差距过大时可以通过转动两个压紧丝杆203带动两个压紧滑套202上下移动,从而调节两个压紧杆201的工作高度,使得本装置的适用范围更加广泛。
41.具体实施方式三:
42.下面结合图说明本实施方式,本实施方式对实施方式二作进一步说明,所述一种工业零件吊装装置还包括夹持机构3,夹持机构3包括夹持液压缸301、夹持连接板302、夹持转杆303、夹持滑杆304、夹持连接杆305和夹持摩擦块306,夹持液压缸301的上端固定连接在夹持连接板302的下端,两个夹持转杆303的上端均转动连接在夹持连接板302上,两个夹持转杆303的下端分别转动连接在两个夹持滑杆304上,两个夹持滑杆304上均转动连接有两个夹持连接杆305,两个夹持摩擦块306分别固定连接在两个夹持滑杆304的下端,两个支撑支架101分别固定连接在两个夹持滑杆304上,支撑转杆104的上端滑动连接在两个夹持连接杆305的一端,压紧滑杆204滑动连接在两个夹持连接杆305的另一端,两个压紧滑道205分别固定连接在两个夹持滑杆304上;
43.在进行零件吊装时,需要先对零件进行夹持,通过夹持液压缸301伸长带动夹持连接板302向上移动,夹持连接板302向上移动带动两个夹持转杆303转动,两个夹持转杆303转动带动两个夹持滑杆304向中间移动,两个夹持滑杆304向中间移动带动两个夹持摩擦块306向中间移动,两个夹持摩擦块306向中间移动将零件进行初步的夹紧,同时两个夹持摩擦块306进行夹持零件还能增加与零件之间的摩擦力,防止零件发生滑动,两个两个支撑转杆104向上转动带动多个夹持连接杆305的一端向上转动,多个夹持连接杆305的另一端带动两个压紧滑杆204向下移动。
44.具体实施方式四:
45.下面结合图说明本实施方式,本实施方式对实施方式三作进一步说明,所述一种工业零件吊装装置还包括传动机构4,传动机构4包括传动电机401、传动带轮轴402、传动套筒403、传动带轮404、传动滑块405和传动支架406,左端的传动带轮轴402固定连接在传动电机401的输出轴上,两个传动套筒403分别固定连接在两个传动带轮轴402的下端,两个传动带轮404分别转动连接在两个传动滑块405上,两个传动滑块405分别滑动连接在传动支架406的前后两端,两个传动滑块405均和传动支架406通过弹簧连接,两个传动带轮轴402通过皮带传动,传动电机401固定连接在左端的夹持滑杆304上,两个传动带轮轴402分别转动连接在两个夹持滑杆304上,两个支撑丝杆102分别滑动连接在两个传动套筒403内,两个支撑丝杆102分别和两个传动套筒403通过弹簧连接;
46.两个支撑杆106需要位于两个夹持滑杆304的下端,在进行夹持时为了保证两个夹持摩擦块306与零件的接触面积,两个支撑支架101接触地面后会向上移动,这时两个支撑丝杆102在两个传动套筒403内滑动,随后弹簧弹力带动两个支撑丝杆102向下移动,两个支撑丝杆102向下移动带动两个支撑支架101向下移动复位,在加持完成完后通过传动电机401的输出轴转动带动左端的传动带轮轴402转动,左端的传动带轮轴402转动带动右端的传动带轮轴402转动,两个传动带轮轴402转动带动两个传动套筒403转动,两个传动套筒403转动带动两个支撑丝杆102转动,同时两个传动带轮轴402之间的间距会因为零件的大小发生变化,通过两个传动滑块405上的弹簧弹力带动两个传动滑块405向两侧移动,两个传动滑块405向两侧移动带动两个传动带轮404向两侧移动,两个传动带轮404向两侧移动将皮带张紧,保证两个传动带轮轴402之间的正常传动。
47.具体实施方式五:
48.下面结合图说明本实施方式,本实施方式对实施方式四作进一步说明,所述一种工业零件吊装装置还包括升降机构5,升降机构5包括升降底板501、升降液压缸502、升降连接板503和升降滑槽504,两个升降液压缸502的下端均固定连接在升降底板501上,升降连接板503固定连接在两个升降液压缸502的上端,升降连接板503上设有两个升降滑槽504,夹持液压缸301固定连接在升降连接板503上,两个夹持滑杆304分别滑动连接在两个升降滑槽504上,传动支架406固定连接在升降连接板503的下端;
49.在对零件加持后通过两个升降液压缸502伸缩带动升降连接板503移动,升降连接板503移动带动零件进行升降。
50.具体实施方式六:
51.下面结合图说明本实施方式,本实施方式对实施方式五作进一步说明,所述一种工业零件吊装装置还包括定位机构6,定位机构6包括定位电机601、定位丝杆602、定位滑块603和定位板604,定位丝杆602固定连接在定位电机601的输出轴上,两个定位滑块603均和定位丝杆602螺纹传动,两个定位板604分别固定连接在定位滑块603上。
52.具体实施方式七:
53.下面结合图说明本实施方式,本实施方式对实施方式六作进一步说明,所述一种工业零件吊装装置还包括调节机构7,调节机构7包括横向滑块701、纵向滑块702、转动板703和调节滑轨704,调节滑轨704固定连接在横向滑块701的的上端,纵向滑块702滑动连接在调节滑轨704上,转动板703转动连接在纵向滑块702的上端,定位电机601固定连接在转
动板703上,定位丝杆602转动连接在转动板703上,两个定位滑块603均滑动连接在转动板703上,横向滑块701滑动连接在升降底板501上;
54.在将零件吊起来后还需要进行安装,将零件的下部分放在两个定位板604之间,先将零件的下部分固定住,防止在安装过程中零件的下部分发生移动,导致无法正常进行安装,还需重新调整零件的位置,浪费时间和精力,通过定位电机601的输出轴转动带动定位丝杆602转动,定位丝杆602转动带动两个定位滑块603向中间移动,两个定位滑块603向中间移动带动两个定位板604向中间移动,两个定位板604向中间移动将零件的下部分固定住,随后通过转动转动板703,滑动纵向滑块702和横向滑块701来调整安装方位,将上下两部分零件对齐后进行安装,放在转动板703上进行对齐保证安装质量,更节省时间和人力,提高工作效率。
55.具体实施方式八:
56.下面结合图说明本实施方式,本实施方式对实施方式七作进一步说明,所述两个夹持摩擦块306均为橡胶材质;防止在夹持时对零件造成磨损,还能增大两个夹持摩擦块306与零件之间的摩擦力。
57.具体实施方式九:
58.下面结合图说明本实施方式,本实施方式对实施方式八作进一步说明,所述两个定位板604的中间均设有v型槽;可以对方形或者圆形零件都能进行更好的固定,固定后更加稳定。
59.一种工业零件吊装装置进行吊装的方法,所述该方法包括以下步骤:
60.步骤一:两个夹持摩擦块306向中间移动将零件进行初步的夹紧,两个夹持摩擦块306带动零件向上移动一小段距离;
61.步骤二:两个支撑杆106向中间移动,对零件的底部进行支撑,左右两端共四个压紧杆201向下移动,用来固定住零件的四个方向,防止零件在移动过程中发生转动;
62.步骤三:两个定位板604向中间移动将零件的下部分固定住;
63.步骤四;调整零件的下部分的位置与吊起来的零件进行对齐和安装。
64.本发明的一种工业零件吊装装置与吊装方法,其工作原理为:
65.使用时,在进行零件吊装时,需要先对零件进行夹持,通过夹持液压缸301伸长带动夹持连接板302向上移动,夹持连接板302向上移动带动两个夹持转杆303转动,两个夹持转杆303转动带动两个夹持滑杆304向中间移动,两个夹持滑杆304向中间移动带动两个夹持摩擦块306向中间移动,两个夹持摩擦块306向中间移动将零件进行初步的夹紧,同时两个夹持摩擦块306进行夹持零件还能增加与零件之间的摩擦力,防止零件发生滑动,夹持后将零件上升一点高度,两个支撑杆106需要位于两个夹持滑杆304的下端,在进行夹持时为了保证两个夹持摩擦块306与零件的接触面积,两个支撑支架101接触地面后会向上移动,这时两个支撑丝杆102在两个传动套筒403内滑动,随后弹簧弹力带动两个支撑丝杆102向下移动,两个支撑丝杆102向下移动带动两个支撑支架101向下移动复位,在加持完成完后通过传动电机401的输出轴转动带动左端的传动带轮轴402转动,左端的传动带轮轴402转动带动右端的传动带轮轴402转动,两个传动带轮轴402转动带动两个传动套筒403转动,两个传动套筒403转动带动两个支撑丝杆102转动,同时两个传动带轮轴402之间的间距会因为零件的大小发生变化,通过两个传动滑块405上的弹簧弹力带动两个传动滑块405向两侧
移动,两个传动滑块405向两侧移动带动两个传动带轮404向两侧移动,两个传动带轮404向两侧移动将皮带张紧,保证两个传动带轮轴402之间的正常传动,在将零件夹持起来后两个支撑丝杆102转动带动两个支撑驱动块103向上移动,两个支撑驱动块103向上移动带动两个支撑转杆104转动,两个支撑转杆104转动带动两个支撑滑块105向中间移动,两个支撑滑块105向中间移动带动两个支撑杆106向中间移动,对零件的底部进行支撑,两个支撑转杆104向上转动带动多个夹持连接杆305的一端向上转动,多个夹持连接杆305的另一端带动两个压紧滑杆204向下移动,压紧滑杆204向下移动带动两个压紧丝杆203向下移动,两个压紧丝杆203向下移动带动两个压紧滑套202向下移动,两个压紧杆201和两个压紧滑套202之间有弹簧可以在零件厚度差距不大时,免去调节过程,提高工作效率,同时还有一个缓冲防止两个压紧杆201直接与零件接触压坏零件,在零件厚度差距过大时可以通过转动两个压紧丝杆203带动两个压紧滑套202上下移动,从而调节两个压紧杆201的工作高度,使得本装置的适用范围更加广泛,两个支撑杆106向中间移动同时还会带动两个两个压紧滑套202向下移动,两个压紧滑套202向下移动带动左右两端共四个压紧杆201向下移动,用来固定住零件的四个方向,防止零件在移动过程中发生转动,让零件在移动过程更加稳定,将零件吊起来后还需要将两部分零件进行安装,将零件的下部分放在两个定位板604之间,先将零件的下部分固定住,防止在安装过程中零件的下部分发生移动,导致无法正常进行安装,还需重新调整零件的位置,浪费时间和精力,通过定位电机601的输出轴转动带动定位丝杆602转动,定位丝杆602转动带动两个定位滑块603向中间移动,两个定位滑块603向中间移动带动两个定位板604向中间移动,两个定位板604向中间移动将零件的下部分固定住,随后通过转动转动板703,滑动纵向滑块702和横向滑块701来调整安装方位,将上下两部分零件对齐后进行安装,放在转动板703上进行对齐保证安装质量,更节省时间和人力,提高工作效率。
66.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1