一种装船机臂架皮带机张紧装置的制作方法
1.本发明涉及机械技术领域,特别是涉及一种装船机臂架皮带机张紧装置。
背景技术:
2.现有装船机臂架皮带机张紧装置通常使用重锤式、配重式等,皮带对接完成后,通过配重产生的重力将皮带张紧,臂架皮带机驱动电机启动后,带动驱动滚筒、换向滚筒、张紧滚筒转动,皮带利用与各滚筒产生的摩擦力共同转动,从而实现物料随皮带运动,最后进入船舱内。
3.现有张紧装置占用空间较大,更换或添加配重块操作较为困难,张紧力无法测量,只能根据经验调试,施工空间小,施工难度大,占用的停机时间较长,由于张紧装置不为固定式,在启动、落料、停车过程中经常出现晃动,易产生打滑现场。
技术实现要素:
4.本发明的目的是针对现有技术中存在的技术缺陷,而提供一种装船机臂架皮带机张紧装置。
5.为实现本发明的目的所采用的技术方案是:
6.一种装船机臂架皮带机张紧装置,包括:
7.两个张紧丝杆,间隔布置在张紧滚筒支架的轴向方向一侧且近两端位置,所述张紧丝杆连接安装在支座上,所述支座与张紧滚筒支架相对布置且轴向平行;所述支座与所述张紧滚筒支架之间可拆卸式布置有张紧油缸,所述张紧油缸的一端与所述支座连接、另一端与所述的张紧滚筒支架连接;在所述张紧丝杆上安装有两个锁紧螺母,分别位于所述支座的轴向方向的两侧,通过旋转两个锁紧螺母,能调整所述张紧丝杠与所述支座的固定位置,从而能使所述张紧滚筒支架上安装的张紧滚筒调整至所需位置。
8.优选的,所述张紧油缸为两个,两个所述张紧油缸轴向平行布置。
9.优选的,所述张紧丝杆的前端螺纹连接的丝杆接头通过径向的销轴与所述张紧滚筒支架连接,所述丝杆接头与所述张紧丝杆的前端还通过径向装入的开口销再连接。
10.优选的,所述销轴的轴向方向一侧固定有第一止挡片,所述第一止挡片通过螺钉与所述丝杆接头固定,以固定所述销轴的位置,使所述销轴不产生轴向及圆周方向的位移,实现所述张紧丝杠与所述张紧滚筒支架的稳定连接。
11.优选的,所述张紧丝杆的末端通过螺栓连接安装有第二止挡片,用于当所述张紧丝杠旋转至极限位置后,起到限定保护作用。
12.优选的,所述张紧丝杆上套装有伸缩护套,所述伸缩护套采用尼龙布套在弹簧的外部实现,利用所述弹簧的伸缩力,套在所述张紧丝杠的裸露部分上,使该裸露部分内部使形成一个密封空间,保障张紧丝杠的正常工作。
13.优选的,所述张紧滚筒支架上加工销轴连接孔、油缸顶推孔,通过螺栓与张紧滚筒固定连接,将所述张紧丝杠产生的张紧力传递至张紧滚筒上。
14.优选的,所述锁紧螺母的圆周外侧加工360
°
均布的孔,以方便对所述锁紧螺母进行旋转操作。
15.优选的,所述张紧丝杆以及锁紧螺母上加工有配合的t形螺纹。
16.优选的,所述锁紧螺母与所述支座之间设置有防松垫片,所述的防松垫片采用平型金属垫片,利用所述锁紧螺母和所述防松垫产生的摩擦力,实现所述锁紧螺母的锁紧。
17.本发明的装船机臂架皮带机张紧装置,利用液压张紧油缸进行顶推,通过测量张紧油缸压力得出张紧力,调整至所需张紧力后,利用推杆定位,利用双锁母装置固定位置,从而实现张紧装置的简便化、轻型化、数字化、便利化,使装船机臂架皮带机张紧装置的调整及定位较为容易。
附图说明
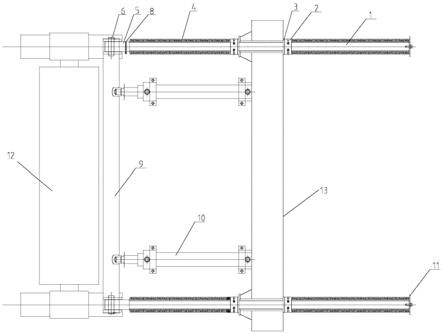
18.图1为本发明的装船机臂架皮带机张紧装置的俯视图;
19.图2为本发明的装船机臂架皮带机张紧装置的俯视图的主视图;
20.其中:1
‑
张紧丝杠、2
‑
锁紧螺母、3
‑
防松垫片、4
‑
伸缩护套、5
‑
丝杠接头、6
‑
销轴、7
‑
第一止挡板、8
‑
开口销、9
‑
张紧滚筒支架、10
‑
张紧油缸、11
‑
第二止挡板,12
‑
张紧滚筒、13
‑
支座。
具体实施方式
21.以下结合附图和具体实施例对本发明作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.如图1
‑
2所示,本发明的装船机臂架皮带机张紧装置,包括有张紧丝杠1、锁紧螺母2、防松垫片3、伸缩护套4、丝杠接头5、销轴6、开口销8、张紧滚筒支架9、张紧油缸10、止挡板11。
23.所述张紧丝杠1采用合金结构钢材料,所述张紧丝杠的表面镀铬处理,机械加工有t型螺纹,头部加工连接螺纹,通过调整张紧丝杠与支座13的固定位置,能使张紧滚筒12调整至所需位置。
24.所述锁紧螺母2采用合金结构钢材料,表面镀铬处理,加工有t型螺纹,圆周外侧加工孔(360
°
均布),通过旋紧两个锁紧螺母2,使张紧丝杠和支座13的位置保持不变。
25.所述防松垫片3的采用平型金属垫片,采用低合金结构钢材料,厚度12毫米,表面镀铬处理,利用锁紧螺母2和防松垫片3产生的摩擦力,实现锁紧螺母的锁紧,防止松动。
26.所述伸缩护套4由采用尼龙布套直接套设在弹簧的外部实现,利用弹簧的伸缩力,套在张紧丝杠的裸露部分上,使该部分内部使形成一个密封空间,保证张紧丝杠的正常工作,具有防异物、耐拉伸、撞击不变形、耐腐蚀、使用寿命长等特点。
27.所述丝杠接头5采用合金结构钢材料,表面镀铬处理,一端加工螺纹孔,张紧丝杠旋入螺纹孔内,另一端加工销轴孔,实现与张紧滚筒支架9的连接。
28.所述销轴6采用合金结构钢,表面镀铬处理,连接丝杠接头5和张紧滚筒支架9,在使用过程中,当张紧滚筒支架9产生的角度位移时,保证张紧丝杠不产生相对位移,保证张紧丝杠不受外力作用。
29.所述第一止挡板7采用低合金结构钢q345b材料,通过螺栓与丝杠接头5固定,固定
销轴6的位置,使销轴6不产生轴向及圆周方向的位移,实现张紧丝杠与张紧滚筒支架的可靠连接。
30.所述开口销8穿过丝杠接头5和张紧丝杠1的销孔,防止张紧丝杠松动后与丝杠接头5脱落。
31.所述张紧滚筒支架9采用钢板焊接件,焊接后机加工销轴连接孔、油缸顶推孔,通过螺栓与张紧滚筒12实现固定连接,将张紧丝杠1产生的张紧力通过张紧滚筒支架传递至张紧滚筒12上。
32.所述张紧油缸10采用可拆卸方式安装,通过液压缸产生顶推力,并通过油缸系统压力换算成张紧力,从而实现张紧力的准确控制。
33.所述第二止档板11采用低合金结构钢q345b材料,通过螺栓与张紧丝杠尾部固定,当张紧丝杠1旋转至极限位置后,起到限定保护作用。
34.工作时,首先安装张紧油缸10,连接液压驱动泵站,将锁紧螺母2分别向前、后方向旋转,使张紧丝杠1可随张紧滚筒支架9向前移动,驱动张紧油缸顶推张紧滚筒支架9,同时测量张紧油缸压力,达到所需数值后保持油缸位置不动,将两个锁紧螺母2分别锁紧,张紧油缸收回推杆,拆解张紧油缸,张紧工作完成,极大降低了的张紧难度,简化了张紧流程,便于工人操作。
35.工作前,检查张紧油缸、液压泵站、压力表是否工作正常。
36.张紧工作时,首先安装张紧油缸,将张紧油缸头部对准张紧滚筒支架上的顶推孔位置,张紧油缸后部用螺栓与支座固定,连接张紧油缸的进、出油口,将锁紧螺母松开,保证张紧丝杠处于可向前移动,启动泵站,操作阀站使张紧油缸伸出,通过推动张紧滚筒支架使皮带涨紧,观察张紧油缸压力,达到所需压力数值后停止操作,保持压力不变,将锁紧螺母锁紧,保证张紧丝杠牢固不松动,操作油缸缩回,拆卸张紧油缸,检查张紧装置各零件的状态,确认无误后,启动臂架皮带机,确定张紧工作处于正常状态。
37.本发明依靠张紧丝杠、锁紧螺母、张紧油缸等装置,通过张紧油缸产生张紧力,张紧丝杠和锁紧螺母产生持续张紧力,大大提高了可操作性,降低了施工难度,通过测量张紧油缸的压力,精准测量张紧力的大小,此张紧装置占用空间小,操作简便,张紧后位置牢靠,不产生位移,可随时根据设备情况调整张紧力,可延长装船机连续运转周期。
38.以上所述仅是本发明的优选实施方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1