一种颗粒或液体全自动内袋外袋包装机的制作方法
1.本发明涉及颗粒或液体自动包装领域领域,具体是一种颗粒或液体全自动内袋外袋包装机。
背景技术:
2.所谓的包装机,是把固体颗粒或者液体用塑料袋包装起来的一种机器设备,起到封装保存产品、避免潮湿变质、方便运输的作用,包装机主要包括有液体包装机及固体颗粒包装机两大类。液体包装机是液体灌装到塑料袋内后热封,有些产品需要外部再放一层塑料外包装热封,即内外两层包装,防止液体溢出,有助保质保鲜,主要适用于酒水饮料、牛奶中药制剂等。颗粒包装机可分为一个外袋单个内袋包装和一外袋多个内袋包装,颗粒包装机适用于颗粒粉末等物料的定量包装,主要应用于农业菜籽包装、化工复合肥料食品类等。
3.现有的颗粒或液体包装机都是从称重后导入塑料内包装袋,然后再移到热封机封边,手动取出内袋放入外包装袋,再次放到热封机封边,工作量大,投入人工多,且手动热封边不均匀不稳定,效率低,容易烫伤到手,而且部分动力主要以气动为主,自动化层度低,运行不顺畅等会影响包装产品的包装效果,自动化不连贯,因此,我们提供了一种颗粒或液体全自动内袋外袋包装机,可以完全解决上述问题。
技术实现要素:
4.本发明目的是提供一种颗粒或液体全自动内袋外袋包装机,可以解决上述背景介绍中的全部问题。
5.为了实现上述目的,本发明的技术方案是:一种颗粒或液体全自动内袋外袋包装机,包括内袋供料系统、自动供料系统、内袋热封系统、内袋放料系统、外袋封装系统,这五部分组成;所述自动供料系统设置在内袋热封系统顶部,所述内袋供料系统设置在内袋热封系统前方,所述外袋封装系统设置在内袋供料系统下部,所述内袋放料系统设置在外袋封装系统顶部前端,正对内袋热封系统封装完内袋的落料位置。进一步地,所述内袋供料系统包括塑料带、中心轴、固定轴、内袋支撑架;所述中心轴固定在内袋支撑架前端,在中心轴位置放入成卷的塑料带后旋入固定轴固定住塑料带;进一步的,所述自动供料系统包括双料斗、震动给料器、计量器、导料管、控制显示屏;所述双料斗是集成在自动供料系统的护罩上部为一体结构且为两个料斗,所述震动给料器设置在双料斗的下方,且为正对准双料斗的下料出口位置,左右各设置一个,所述计量器设置在两个震动给料器之间左右各设置一个,所述导料管设置在计量器正下端,导料管的入口正对两个计量器的出料口位置,所述控制显示屏设置在双料斗的前方左上角位置。
6.进一步的,所述内袋热封系统包括内袋热封系统护罩、热封显示屏、热封电源开关、手动调试把手、竖向温控、横向温控、热封模块;所述内袋热封系统护罩是内袋热封系统的整体防护罩,所述内袋热封系统护罩前方左上角设置热封显示屏,所述内袋热封系统护
罩前方右上角分别设置依次为竖向温控、横向温控,所述内袋热封系统护罩前方左下角分别设置依次为热封电源开关、手动调试把手,所述内袋热封系统护罩中间下部设置热封模块。
7.进一步的,所述热封模块包括纵向热封机构、纵向偏心机构、横向偏心机构、热封支架、热封动力电机、手动拉杆、横向热风机构、纵向拉料机构;所述热封支架下方设置热封动力电机,所述热封支架上方端设置横向热风机构,所述热封支架中间位置设置横向偏心机构,且所述横向偏心机构中心轴与热封动力电机相连,所述纵向热封机构设置在热封支架顶部,所述纵向偏心机构设置在纵向热封机构中间位置,且所述纵向偏心机构的中心轴同样与热封动力电机连接,所述纵向拉料机构设置在纵向热封机构下方固定在热封支架上,所述手动拉杆设置在纵向拉料机构的侧方且与所述纵向拉料机构的齿轮连接。
8.进一步的,所述内袋放料系统设置在外袋封装系统的外袋封装护罩顶部前端,所述内袋放料系统结构包括放料驱动电机、上下滑块、放料漏斗、放料闸门、内袋料斗、内袋闸门拉杆、闸门拉簧、上下滑动偏心机构、内袋驱动电机架;所述内袋驱动电机架与所述内袋料斗皆固定在外袋封装护罩上,所述放料驱动电机设置在内袋驱动电机架侧方,所述上下滑动偏心机构设置在内袋驱动电机架另一面侧方,且所述上下滑动偏心机构与所述放料驱动电相连,所述上下滑块设置在内袋驱动电机架的轨道上,所述内袋闸门拉杆设置在上下滑块前端,所述放料闸门固定在内袋料斗的下方出料口位置,且可以摆动角度,所述内袋闸门拉杆的上下运行刚好推拉到所述放料闸门,所述闸门拉簧设置在内袋料斗侧方,且所述闸门拉簧与所述内袋闸门相连,所述放料漏斗固定在所述上下滑块上,且所述放料漏位置刚好在所述内袋料斗的出料口位置。
9.进一步的,所述外袋封装系统包括外袋封装护罩、外袋自动上料工位、外袋撑起工位、外袋热封工位;所述外袋封装护罩底部设有四个移动脚轮,所述外袋封装护罩右侧外部设置产品出料口,所述外袋自动上料工位设置在外袋封装护罩底部左侧位置,所述外袋热封工位设置在外袋封装护罩底部右侧位置,所述外袋撑起工位置在外袋封装护罩中间位置,且所述外袋撑起工位正对内袋放料系统的放料漏斗。
10.进一步的,所述外袋自动上料工位包括外袋夹、外袋宽度限位组件、高度滑动组件、外袋机构底座、高度调节旋钮、外袋送料组件、滑行配重块、链接螺杆;所述外袋夹底部焊接固定链接螺杆,且链接螺杆插入外袋机构底座中间,所述高度调节旋钮旋入链接螺杆,调整高度,所述高度滑动组件焊接在外袋夹底部左右各一组,且所述高度滑动组件是由导柱与直线轴承组成的,所述高度滑动组件的两根导柱分别插入外袋机构底座,可限定位置在外袋机构底座上通过旋动高度调节旋钮直线上下滑动,所述外袋宽度限位组件为导柱导套及内六角螺丝组成,所述外袋宽度限位组设置在外袋夹侧部,按照产品包装的外袋宽度可灵活调整,所述外袋送料组件设置在外袋夹中间位置,且所述外袋送料组件由滑行片、导柱、导套等标准件组成,且所述外袋送料组件与外袋夹成角度设置,在重力作用下向下前方滑行,由于所述滑行配重块设置在外袋送料组件上,用内六角螺丝固定。
11.进一步的,所述外袋撑起工位包括滑台组件、撑袋驱动电机、撑袋电机架、撑袋滑动组件、负压吸盘、夹袋驱动电机、夹袋组件、夹袋连杆、偏心拉动组件;所述撑袋驱动电机设置在撑袋电机架侧面;所述撑袋驱动电机由电机轴及偏心机构组成,所述撑袋滑动组件与所述撑袋驱动电机的偏心机构相连,通过撑袋驱动电机的偏心机构带动撑袋滑动组件前
后运行,所述撑袋滑动组件上设置负压吸盘,所述滑台组件固定在撑袋电机架上部,所述滑台组件由导轨、滑台标准件组成,所述滑台组件左右各设置夹袋驱动电机,每个所述夹袋驱动电机都对应一个偏心拉动组件,所述夹袋组件与所述夹袋连杆一端连接,所述夹袋连杆另一端连接到所述偏心拉动组件,通过所述夹袋驱动电机转动带动所述偏心拉动组件转动,所述偏心拉动组件转动通过所述夹袋连杆拉动夹袋组件摆动。
12.进一步的,所述外袋热封工位包括外袋横向滑行组件、横向滑行支架、外袋纵向滑轨、外袋移动组件a、外袋纵向驱动组件、外袋移动组件b、外袋热封组件、外袋横偏心机构、外袋横向电机;所述横向滑行支架上设置外袋横向滑行组件,所述外袋横向滑行组件前端设置外袋热封组件,所述外袋横向电机设置在横向滑行支架侧方,所述外袋横偏心机构设置在横向滑行支架上方外袋横向滑行组件中间位置,且外袋横向电机与外袋横偏心机构相连接,所述外袋纵向滑轨设置在横向滑行支架下方,所述外袋纵向滑轨前方左侧设置外袋移动组件a,所述外袋纵向滑轨前方右侧设置外袋移动组件b,所述外袋纵向滑轨下方设置外袋纵向驱动组件,所述外袋纵向驱动组件由同步电机、同步皮带、同步皮带轮等标准件组成,所述外袋移动组件a前端设置外袋滑行组件a,移动组件a电机包括电机、电机轴、偏心机构,外袋滑行组件a端部与移动组件a电机的电机轴的偏心机构相连,所述外袋移动组件b前端设置外袋滑行组件b,所述外袋移动组件b内置椭圆形齿排,所述外袋滑行组件b下方设置移动组件b电机,所述移动组件b电机包括电机、电机轴、齿轮,所述移动组件b电机的齿轮与外袋滑行组件b的椭圆形齿排相吻合连接。
13.与现有技术相比,本发明具有的优点和积极效果是:本发明优势在与全部参数灵活设定,包括重量的精准度,以及外袋内一次装单个内袋到多个内袋的灵活参数设置,均能稳定实现,本发明整体结构完善、构思巧妙,整体内袋封装及外袋封装的工艺流程高效顺畅,真正实现了从原料到内外包装的全过程自动化,减少了传统包装的大量人工,本发明采用同步电机驱动,效率高,运行稳定,参数方便设置,安全可靠,节省了大量的人力,减轻了工人的劳动强度,节约了工厂的人工成本。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
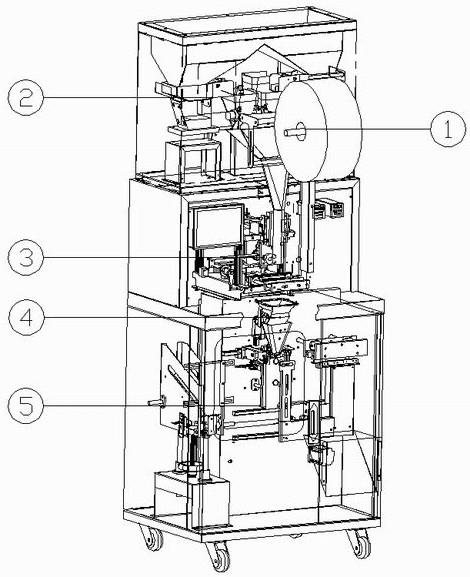
15.图1为本发明的整体主视图;图2为本发明的内袋供料系统立体图;图3为本发明的自动供料系统立体图;图4为本发明的内袋热封系统立体图;图5为本发明的热封模块细节组装图;图6为本发明的外袋封装系统立体图;图7为本发明的内袋放料系统细节组装图;图8为本发明的内袋放料系统细节组装图反面视图;图9为本发明的外袋自动上料工位细节组装图;
图10为本发明的外袋撑起工位细节组装图;图11为本发明的外袋热封工位细节组装图图12为本发明的外袋热封工位细节组装图反面视图图中:1-内袋供料系统、2-自动供料系统、3-内袋热封系统、4-内袋放料系统、5-外袋封装系统、11-塑料带、12-中心轴、13-固定轴、14-内袋支撑架、21-双料斗、22-震动给料器、23-计量器、24-导料管、25-控制显示屏、31-内袋热封系统护罩、32-热封显示屏、33-热封电源开关、34-手动调试把手、35-竖向温控、36-横向温控、37-热封模块、371-纵向热封机构、372-纵向偏心机构、373-横向偏心机构、374-热封支架、375-热封动力电机、376-手动拉杆、377-横向热风机构、378-纵向拉料机构、51-外袋封装护罩、52-外袋自动上料工位、53-外袋撑起工位、54-外袋热封工位、40-放料驱动电机、41-上下滑块、42-放料漏斗、43-放料闸门、44-内袋料斗、45-内袋闸门拉杆、46-闸门拉簧、47-上下滑动偏心机构、48-内袋驱动电机架、520-外袋夹、521-外袋宽度限位组件、522-高度滑动组件、523-外袋机构底座、524-高度调节旋钮、525-外袋送料组件、526-滑行配重块、527-链接螺杆、530-滑台组件、531-撑袋驱动电机、532-撑袋电机架、533-撑袋滑动组件、534-负压吸盘、535-夹袋驱动电机、536-夹袋组件、537-夹袋连杆、538-偏心拉动组件、540-外袋横向滑行组件、541-横向滑行支架、542-外袋纵向滑轨、543-外袋移动组件a、544-外袋纵向驱动组件、545-外袋移动组件b、546-外袋热封组件、547-外袋横偏心机构、548-外袋横向电机、5431-移动组件a电机、5432-外袋滑行组件a、5451-移动组件b电机、5452-外袋滑行组件b。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
17.如图1-图12所示,一种颗粒或液体全自动内袋外袋包装机,包括内袋供料系统1、自动供料系统2、内袋热封系统3、内袋放料系统4、外袋封装系统5,这五部分组成;所述自动供料系统2设置在内袋热封系统3顶部,所述内袋供料系统1设置在内袋热封系统3前方,所述外袋封装系统5设置在内袋供料系统4下部,所述内袋放料系统4设置在外袋封装系统5顶部前端,正对内袋热封系统3封装完内袋的落料位置。本实施例中,所述内袋供料系1统包括塑料带11、中心轴12、固定轴13、内袋支撑架14;所述中心轴12固定在内袋支撑架14前端,在中心轴12位置放入成卷的塑料带11后旋入固定轴13固定住塑料带11;本实施例中,所述自动供料系统2包括双料斗21、震动给料器22、计量器23、导料管24、控制显示屏25;所述双料斗21是集成在自动供料系统2的护罩上部为一体结构且为两个料斗,所述震动给料器22设置在双料斗21的下方,且为正对准双料斗21的下料出口位置,左右各设置一个,所述计量器23设置在两个震动给料器22之间左右各设置一个,所述导料管24设置在计量器23正下端,导料管24的入口正对两个计量器23的出料口位置,所述控制显示屏25设置在双料斗21的前方左上角位置。
18.本实施例中,所述内袋热封系统3包括内袋热封系统护罩31、热封显示屏32、热封电源开关33、手动调试把手34、竖向温控35、横向温控36、热封模块37;所述内袋热封系统护罩31是内袋热封系统3的整体防护罩,所述内袋热封系统护罩31前方左上角设置热封显示
屏32,所述内袋热封系统护罩31前方右上角分别设置依次为竖向温控35、横向温控36,所述内袋热封系统护罩31前方左下角分别设置依次为热封电源开关33、手动调试把手34,所述内袋热封系统护罩31中间下部设置热封模块37。
19.本实施例中,所述热封模块37包括纵向热封机构371、纵向偏心机构372、横向偏心机构373、热封支架374、热封动力电机375、手动拉杆376、横向热风机构377、纵向拉料机构378;所述热封支架374下方设置热封动力电机375,所述热封支架374上方端设置横向热风机构377,所述热封支架374中间位置设置横向偏心机构373,且所述横向偏心机构373中心轴与热封动力电机375相连,所述纵向热封机构378设置在热封支架374顶部,所述纵向偏心机构372设置在纵向热封机构371中间位置,且所述纵向偏心机构372的中心轴同样与热封动力电机375连接,所述纵向拉料机构378设置在纵向热封机构371下方固定在热封支架374上,所述手动拉杆376设置在纵向拉料机构378的侧方且与所述纵向拉料机构378的齿轮连接。
20.本实施例中,所述内袋放料系统4设置在外袋封装系统5的外袋封装护罩51顶部前端,所述内袋放料系统4结构包括放料驱动电机40、上下滑块41、放料漏斗42、放料闸门43、内袋料斗44、内袋闸门拉杆45、闸门拉簧46、上下滑动偏心机构47、内袋驱动电机架48;所述内袋驱动电机架48与所述内袋料斗44皆固定在外袋封装护罩51上,所述放料驱动电机40设置在内袋驱动电机架48侧方,所述上下滑动偏心机构47设置在内袋驱动电机架48另一面侧方,且所述上下滑动偏心机构47与所述放料驱动电机40相连,所述上下滑块41设置在内袋驱动电机架48的轨道上,所述内袋闸门拉杆45设置在上下滑块41前端,所述放料闸门43固定在内袋料斗44的下方出料口位置,且可以摆动角度,所述内袋闸门拉杆45的上下运行刚好推拉到所述放料闸门43,所述闸门拉簧46设置在内袋料斗44侧方,且所述闸门拉簧46与所述内袋闸门43相连,所述放料漏斗42固定在所述上下滑块41上,且所述放料漏42位置刚好在所述内袋料斗44的出料口位置。
21.本实施例中,所述外袋封装系统5包括外袋封装护罩51、外袋自动上料工位52、外袋撑起工位53、外袋热封工位54;所述外袋封装护罩51底部设有四个移动脚轮,所述外袋封装护罩51右侧外部设置产品出料口,所述外袋自动上料工位52设置在外袋封装护罩51底部左侧位置,所述外袋热封工位54设置在外袋封装护罩51底部右侧位置,所述外袋撑起工位53置在外袋封装护罩51中间位置,且所述外袋撑起工位53正对内袋放料系统4的放料漏斗42下方。
22.本实施例中,所述外袋自动上料工位52包括外袋夹520、外袋宽度限位组件521、高度滑动组件522、外袋机构底座523、高度调节旋钮524、外袋送料组件525、滑行配重块526、链接螺杆527;所述外袋夹520底部焊接固定链接螺杆527,且链接螺杆527插入外袋机构底座523中间,所述高度调节旋钮524旋入链接螺杆527,调整高度,所述高度滑动组件522焊接在外袋夹520底部左右各一组,且所述高度滑动组件522是由导柱与直线轴承组成的,所述高度滑动组件522的两根导柱分别插入外袋机构底座523,可限定位置在外袋机构底座523上通过旋动高度调节旋钮524直线上下滑动,所述外袋宽度限位组件521为导柱导套及内六角螺丝组成,所述外袋宽度限位组521设置在外袋夹520侧部,按照产品包装的外袋宽度可灵活调整,所述外袋送料组件525设置在外袋夹520中间位置,且所述外袋送料组件525由滑行片、导柱、导套等标准件组成,且所述外袋送料组件525与外袋夹520成角度设置,在重力
作用下向下前方滑行,由于所述滑行配重块526设置在外袋送料组件525上,用内六角螺丝固定。
23.本实施例中,所述外袋撑起工位53包括滑台组件530、撑袋驱动电机531、撑袋电机架532、撑袋滑动组件533、负压吸盘534、夹袋驱动电机535、夹袋组件536、夹袋连杆537、偏心拉动组件538;所述撑袋驱动电机531设置在撑袋电机架532侧面;所述撑袋驱动电机531由电机轴及偏心机构组成,所述撑袋滑动组件533与所述撑袋驱动电机531的偏心机构相连,通过撑袋驱动电机531的偏心机构带动撑袋滑动组件533前后运行,所述撑袋滑动组件533上设置负压吸盘534,所述滑台组件530固定在撑袋电机架532上部,所述滑台组件530由导轨、滑台标准件组成,所述滑台组件530左右各设置夹袋驱动电机535,每个所述夹袋驱动电机535都对应一个偏心拉动组件538,所述夹袋组件536与所述夹袋连杆537一端连接,所述夹袋连杆537另一端连接到所述偏心拉动组件538,通过所述夹袋驱动电机531转动带动所述偏心拉动组件538转动,所述偏心拉动组件538转动通过所述夹袋连杆537拉动夹袋组件536摆动。
24.本实施例中,所述外袋热封工位54包括外袋横向滑行组件540、横向滑行支架541、外袋纵向滑轨542、外袋移动组件a543、外袋纵向驱动组件544、外袋移动组件b545、外袋热封组件546、外袋横偏心机构547、外袋横向电机548;所述横向滑行支架541上设置外袋横向滑行组件540,所述外袋横向滑行组件540前端设置外袋热封组件546,所述外袋横向电机548设置在横向滑行支架541侧方,所述外袋横偏心机构547设置在横向滑行支架541上方的外袋横向滑行组件540中间位置,且外袋横向电机548与外袋横偏心机构547相连接,所述外袋纵向滑轨542设置在横向滑行支架541下方,所述外袋纵向滑轨542前方左侧设置外袋移动组件a543,所述外袋纵向滑轨542前方右侧设置外袋移动组件b545,所述外袋纵向滑轨542下方设置外袋纵向驱动组件544,所述外袋纵向驱动组件544由同步电机、同步皮带、同步皮带轮等标准件组成,所述外袋移动组件a543前端设置外袋滑行组件a5432,移动组件a电机5431包括电机、电机轴、偏心机构,外袋滑行组件a5432端部与移动组件a5431电机的电机轴的偏心机构相连,所述外袋移动组件b545前端设置外袋滑行组件b5452,所述外袋移动组件b5452内置椭圆形齿排,所述外袋滑行组件b5452下方设置移动组件b电机5451,所述移动组件b电机5451包括电机、电机轴、齿轮,所述移动组件b电机5451的齿轮与外袋滑行组件b5452的椭圆形齿排相吻合连接。
25.本发明工作流程为:如图1-图12所示,首先接通电源通电,首先将待包装的颗粒或液体状的原料放入自动供料系统2的双料斗21内,然后将成卷的塑料带11放入中心轴12内,旋紧固定轴13,把外包装袋成叠放入外袋自动上料工位52的外袋夹520内,准备工作完成,开启内袋热封系统3的热封电源开关33,自动供料系统2的控制显示屏25按启动按键,此时开始工作,原料从双料斗21流下到两侧的震动给料器22,控制显示屏25灵活设定各个参数,控制震动给料器22均匀给料到两侧的计量器23,在显示屏25设定精确的重量来控制计量器23带到数值时开启放料到导料管24内。
26.与此同时,如图4、图5所示,内袋热封系统3同时启动工作,热封显示屏32为触摸显示,见预先调试设定好各个参数,旋转手动调试把手34成直角位置,手动调试把手34刚好触碰到手动拉杆376,拉动纵向拉料机构378的两个齿轮向两边张开,纵向热封机构371默认状
态是分开的,手动拉塑料带11的尾端,呈弯曲形状沿着导料管24外壁下拉,从纵向热封机构371的两片加热模具中间拉过,拉塑料带11的尾端对折处经过纵向拉料机构378的两个齿轮后,旋转手动调试把手34会员位置,此时纵向拉料机构378的两个齿轮刚好压紧塑料带11的尾端对折处。
27.与此同时,如图3、图4、图5所示,原料从料到导料管24内流到塑料带11的尾端,竖向温控35显示热封显示屏32设定好的纵向热封机构371的热模具的温度,横向温控36显示热封显示屏32设定好的横向热风机构377的热模具的温度,热封动力电机375转动带动纵向偏心机构372开始偏心运动,推动纵向热封机构371的热模具的合模,热封住了塑料带11的侧边,后纵向热封机构371张开,使得塑料带11成桶装的塑料袋,纵向拉料机构378的两个齿轮转动拉动塑料带11下行至横向热风机构377,热封动力电机375转动带动横向偏心机构373,横向偏心机构373推动横向热风机构377横向张合运动,当横向热风机构377的模具合模时,将塑料带11热封合后张开,此时塑料带11三面热封成u型,原料刚好到塑料带11内部u型的底部,纵向拉料机构378继续转动,拉动塑料带11继续下行,此时第二次循环的动作热封动力电机375转动带动横向偏心机构373,横向偏心机构373推动横向热风机构377的模具横向运动合模后张开,此时将塑料带11及内部的原料热封及自动切断,将塑料带11及内部的原料热封成一个单独的内包装,四边已经热封完成,内包装工序完成。
28.如图6图、9图、10图、11图、12所示,开机前外袋自动上料工位52已经调试完成,包括旋动高度使得外袋夹520的高度沿着高度滑动组件522的导向上下滑行道合适的位置,调节旋钮524调试好外袋夹520的高度后旋紧,依据外包装的宽度调试好外袋宽度限位组件521,已经把外包装袋成叠放入外袋自动上料工位52的外袋夹520内,在滑行配重块526的重力作用下,外袋送料组件525沿着外袋夹520的斜导轨向前下方滑行,向前输送外包装袋,外袋纵向驱动组件544转动,动力通过同步轮传导同步带运行,同步带推动外袋移动组件a543沿着外袋纵向滑轨542纵向移动到外袋自动上料工位52,移动组件a电机5431转动带动外袋滑行组件a5432向内移动,外袋移动组件a543上设置负压吸盘,负压吸盘吸住单个外包装袋后,移动组件a电机5431转动带动外袋滑行组件a5432向外移动到指定位置,由于外袋移动组件a543上的吸盘吸住单个外包装袋,故此包装袋跟随外袋移动组件a543移动,外袋纵向驱动组件544转动带动外袋移动组件a543向回移动到外袋撑起工位53。
29.如图10所示,外袋撑起工位53开始工作,撑袋驱动电机531转动通过偏心机构带动撑袋滑动组件533前后往复运动,此时外袋移动组件a543把外包装袋带到外袋撑起工位53,撑袋驱动电机531转动撑袋滑动组件533向前,负压吸盘534吸住包装袋的另一面后,撑袋驱动电机531带动撑袋滑动组件533向后移动,此时外包装袋被撑开,等待内包装袋装进外包装袋。
30.与此同时,如图6图、7图、8所示,内包装袋流到内袋放料系统4内,内袋放料系统4开始工作,放料驱动电机40转动带动上下滑动偏心机构47,上下滑动偏心机构47推动上下滑块41上下运动,上下滑块41向下运动带动内袋闸门拉杆45拉动放料闸门43开启,内包装袋刚好调入外袋撑起工位53撑开的外包装袋内部。
31.如图6、图9、图10、图11、图12所示,撑袋驱动电机531转动推动撑袋滑动组件533向前,外包装袋封口位置靠拢,夹袋驱动电机535转动带动偏心拉动组件538转动,偏心拉动组件538拉动夹袋连杆537,夹袋连杆537拉动夹袋组件536开启闭合往复运动,当夹袋组件536
开启时,外包装袋封口位置的左右两端刚好在夹袋组件536的夹持位置,当夹袋组件536闭合时。刚好夹紧外包装袋封口位置的左右两端。此时外袋移动组件a543开始执行下一个外包装袋的输送节拍,由于外袋移动组件a543与外袋移动组件b545是同时受外袋纵向驱动组件544的移动所同步带动,故此外袋移动组件b545移动到外袋撑起工位53,外袋移动组件b545上设有负压吸盘,移动组件b电机5451转动带动齿轮推动外袋滑行组件b5452上的齿排,使得外袋移动组件b545做前后往复运动,外袋滑行组件b5452推动外袋移动组件b545向后移动,外袋移动组件b545上的吸盘接触到外包装袋开始负压吸紧外包装袋,此时夹袋驱动电机535转动带动偏心拉动组件538转动,带动偏心拉动组件538拉动夹袋连杆537松开外包装袋,外袋移动组件b545上的吸盘吸住外包装袋,移动组件b电机5451转动带动齿轮推动外袋滑行组件b5452上的齿排,使得外袋移动组件b545带着外包装袋向前移动动,外袋纵向驱动组件544工作推动外袋移动组件b545带着外包装袋纵向运行到外袋热封工位54,开始外包装袋口部热封。
32.如图11、图12所示,移动组件b电机5451转动带动外袋滑行组件b5452,外袋滑行组件b5452推动外袋移动组件b545向前移动,外袋移动组件b545带着外包装袋移动到外袋热封组件546的位置,外包装袋封口位置对准外袋热封组件546的两片热封模具中间,外袋横向电机548转动带动外袋横偏心机构547,外袋横偏心机构547转动推动外袋横向滑行组件540横向前后往复移动,此时外袋横向滑行组件540向后移动,外袋横向滑行组件540上的两片热封模具合模刚好压紧外包装袋封口位置,完成热封后外袋横向滑行组件540向前移动,外袋横向滑行组件540上的两片热封模具开模,已经热封装完成的外包装袋掉下,刚好落到外袋封装护罩51上的出料滑槽位置,此时完成了原料从自动供料到自动计量,自动内袋热封、外包装袋自动给料、自动撑开外包装袋,自动把内袋投放到外包装袋,直至外包装袋热封装完成滑出的整个工艺流程的循环。
33.原料固体颗粒或液体从自动供料系统自动定量给料进入内袋供料系统流经内袋热封系统进行热封装内袋后自动切断,包装完成的内袋进入内袋放料系统流经外袋封装系统进行外袋自动封装,整体结构完善、构思巧妙,整体内袋封装及外袋封装的工艺流程高效顺畅,真正实现了从原料到内外包装的全过程自动化,减少了传统包装的大量人工,节约了工厂的人工成本,高效安全可靠。
34.基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1