制袋包装机的制作方法
1.本发明涉及制袋包装机。
背景技术:
2.以往,如专利文献1(日本特开2010
‑
6387号公报)所记载的那样,使用具备对膜的两侧的侧缘部彼此进行密封而将膜成形为筒状的纵向密封机构的制袋包装机。该纵向密封机构利用一对密封夹钳以合掌状态夹着膜的两侧的侧缘部而进行加热密封。
3.但是,在制袋包装机的运转停止时,密封前的膜侧缘部有时会位于一对密封夹钳之间。在该情况下,膜侧缘部因密封夹钳的热而变形,在运转再次开始时,存在膜侧缘部无法被一对密封夹钳正常夹着的隐患。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2010
‑
6387号公报
技术实现要素:
7.本发明的目的在于提供抑制纵向密封发生不良情况的制袋包装机。
8.本发明的第一方面所涉及的制袋包装机具备对膜的两侧的侧缘部彼此进行密封而将膜成形为筒状的纵向密封机构。制袋包装机具备控制制袋包装机的控制部。纵向密封机构具有一对热封部和输送部。一对热封部以合掌状态夹着膜的两侧的侧缘部来进行加热密封。输送部沿膜的长边方向输送膜。控制部在制袋包装机的运转过程中反复进行以下的(a)~(d)的循环动作。
9.(a)使位于未夹着膜侧缘部的第一位置的热封部移动至夹着膜侧缘部的第二位置。
10.(b)之后,使夹着膜侧缘部的热封部沿膜长边方向移动,以与通过输送部输送膜联动。
11.(c)之后,解除用热封部夹着膜侧缘部。
12.(d)之后,使热封部移动至第一位置。
13.控制部在循环动作的执行过程中接收到制袋包装机的停止信号的情况下,在使执行过程中的循环动作结束后,利用热封部夹着在下一循环动作中要被加热密封的膜侧缘部,之后,在解除了用热封部夹着膜侧缘部之后,使制袋包装机停止。
14.第一方面所涉及的制袋包装机在纵向密封的循环动作过程中接收到运转停止信号的情况下,在完成了在下一循环动作中要被纵向密封的部分的纵向密封之后使运转停止,从而抑制纵向密封前的膜侧缘部因热封部的热而变形。因而,该制袋包装机能够抑制纵向密封发生不良情况。
15.本发明的第二方面所涉及的制袋包装机具备对膜的两侧的侧缘部彼此进行密封而将膜成形为筒状的纵向密封机构。制袋包装机具备控制制袋包装机的控制部。纵向密封
机构具有一对热封部和输送部。一对热封部以合掌状态夹着膜的两侧的侧缘部来进行加热密封。输送部沿膜的长边方向输送膜。控制部在制袋包装机的运转过程中反复进行以下的(a)~(d)的循环动作。
16.(a)使位于未夹着膜侧缘部的第一位置的热封部移动至夹着膜侧缘部的第二位置。
17.(b)之后,使夹着膜侧缘部的热封部沿膜长边方向移动,以与通过输送部输送膜联动。
18.(c)之后,解除用热封部夹着膜侧缘部。
19.(d)之后,使热封部移动至第一位置。
20.控制部在循环动作的执行过程中接收到制袋包装机的停止信号的情况下,在执行过程中的循环动作中,在解除了用热封部夹着膜侧缘部之后且使热封部移动至第一位置之前,使制袋包装机停止。
21.第二方面所涉及的制袋包装机在纵向密封的循环动作过程中接收到运转停止信号的情况下,在完成了执行过程中的循环动作中要被纵向密封的部分的纵向密封之后使运转停止,从而抑制纵向密封前的膜侧缘部因热封部的热而变形。因而,该制袋包装机能够抑制纵向密封发生不良情况。
22.本发明的第三方面所涉及的制袋包装机在第一方面所涉及的制袋包装机中,第一位置是在循环动作中使夹着膜侧缘部的热封部沿膜长边方向移动之前热封部在膜长边方向上的位置。
23.本发明的第四方面所涉及的制袋包装机在第二方面所涉及的制袋包装机中,第一位置是在循环动作中使夹着膜侧缘部的热封部沿膜长边方向移动之后热封部在膜长边方向上的位置。
24.本发明的第五方面所涉及的制袋包装机在第一方面所涉及的制袋包装机中,控制部在接收到制袋包装机的停止信号后使制袋包装机的运转再次开始的情况下,在使热封部移动至第二位置之前使膜沿其长边方向被输送在一次循环动作中所被输送的距离。
25.发明效果
26.本发明所涉及的制袋包装机能够抑制纵向密封发生不良情况。
附图说明
27.图1是实施方式所涉及的制袋包装机10的立体图。
28.图2是表示制袋包装单元12的简要结构的立体图。
29.图3是通过成形机构21成形为筒状的部分处的膜f的立体图。
30.图4是从图2的右侧观察横向密封机构23的简要侧视图。
31.图5是一对热封部31、32的横截面图,表示侧缘部r1、r2未被一对热封部31、32夹着的状态。
32.图6是一对热封部31、32的横截面图,表示侧缘部r1、r2被一对热封部31、32夹着的状态。
33.图7a是从正面观察一对热封部31、32的循环动作的图。
34.图7b是从正面观察一对热封部31、32的循环动作的图。
35.图7c是从正面观察一对热封部31、32的循环动作的图。
36.图7d是从正面观察一对热封部31、32的循环动作的图。
37.图8a是从上方观察一对热封部31、32的循环动作的图。
38.图8b是从上方观察一对热封部31、32的循环动作的图。
39.图8c是从上方观察一对热封部31、32的循环动作的图。
40.图8d是从上方观察一对热封部31、32的循环动作的图。
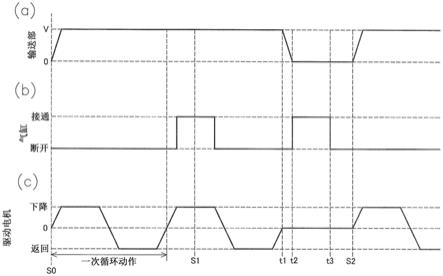
41.图9是纵向密封机构22的动作的时序图。
42.图10a是用于说明控制部16在执行过程中的下一循环动作中不执行要纵向密封的部分的纵向密封时的问题点的图。
43.图10b是用于说明控制部16在执行过程中的下一循环动作中不执行要纵向密封的部分的纵向密封时的问题点的图。
44.图11是变形例a中的纵向密封机构22的动作的时序图。
45.图12a是从正面观察变形例b中的一对热封部31、32的循环动作的图。
46.图12b是从正面观察变形例b中的一对热封部31、32的循环动作的图。
47.图12c是从正面观察变形例b中的一对热封部31、32的循环动作的图。
48.图12d是从正面观察变形例b中的一对热封部31、32的循环动作的图。
49.附图标记说明
50.10、制袋包装机;16、控制部;22、纵向密封机构;31、第一热封部(热封部);32、第二热封部(热封部);33、输送部;p1、第一位置;p2、第二位置;f、膜;r1、侧缘部(膜的两侧的侧缘部);r2、侧缘部(膜的两侧的侧缘部);ld、长边方向(膜的长边方向)。
具体实施方式
51.参照附图对本发明的实施方式进行说明。以下说明的实施方式是本发明的具体例之一,并不限定本发明的技术范围。
52.(1)整体结构
53.图1是本发明的实施方式所涉及的制袋包装机10的立体图。制袋包装机10是用于对食品等物品进行装袋的装置。制袋包装机10主要由组合计量单元11、制袋包装单元12以及膜供给单元13构成。
54.组合计量单元11配置于制袋包装单元12的上方。组合计量单元11通过多个计量料斗来计量物品的重量,并以达到规定的合计重量的方式组合由各计量料斗计量出的重量的值。组合计量单元11将规定的合计重量的物品向下方排出,以向制袋包装单元12供给。
55.制袋包装单元12配合从组合计量单元11被供给物品的时机,将物品密封在袋中进行包装。制袋包装单元12一边将从膜供给单元13供给的膜成形为袋,一边将物品投入袋中进行密封。
56.膜供给单元13与制袋包装单元12相邻地设置,将膜向制袋包装单元12供给。膜供给单元13从片状的膜卷绕而成的膜卷连续地抽出膜而向制袋包装单元12供给膜。
57.制袋包装机10具备操作开关14以及液晶显示器15。操作开关14以及液晶显示器15安装于制袋包装机10的主体的前表面。操作开关14配置于制袋包装机10的操作人员能够操作的位置。液晶显示器15配置于制袋包装机10的操作人员能够视觉辨认的位置。液晶显示
器15是触摸面板式的显示器。操作开关14以及液晶显示器15作为接收对制袋包装机10的指示以及与制袋包装机10相关的设定的输入装置而发挥功能。液晶显示器15作为显示与制袋包装机10相关的信息的输出装置而发挥功能。
58.制袋包装机10具备控制部16。控制部16是由cpu、rom以及ram等构成的计算机。控制部16内置于制袋包装机10的主体中,与组合计量单元11、制袋包装单元12、膜供给单元13、操作开关14以及液晶显示器15连接。控制部16基于来自操作开关14以及液晶显示器15的输入,控制组合计量单元11、制袋包装单元12以及膜供给单元13,并向液晶显示器15输出各种信息。
59.(2)制袋包装单元12的结构
60.图2是表示制袋包装单元12的简要结构的立体图。在以下的说明中,如图2所示那样定义由“前(正面)”、“后(背面)”、“上”、“下”、“左”以及“右”组成的六个方向。
61.制袋包装单元12主要由成形机构21、纵向密封机构22以及横向密封机构23构成。成形机构21将从膜供给单元13供给的片状的膜f成形为筒状。纵向密封机构22对通过成形机构21成形为筒状的膜f进行纵向密封而形成筒状膜fc。横向密封机构23对由纵向密封机构22形成的筒状膜fc进行横向密封而形成袋b。
62.制袋包装单元12一边连续地输送从膜供给单元13供给的膜f一边形成袋b。在制袋包装机10运转的期间,制袋包装单元12能够不停止膜f的输送地从膜f连续地形成袋b。
63.(2
‑
1)成形机构21
64.成形机构21具有管21a和成形机21b。管21a是上端以及下端开口的圆筒形状的构件。向管21a上端的开口投入由组合计量单元11供给的物品a。成形机21b以包围管21a的方式配置。从膜供给单元13抽出而来的膜f在通过管21a与成形机21b之间的间隙时缠绕于管21a而成形为筒状。管21a以及成形机21b能够根据所制造的袋b的大小而更换。
65.如图3所示,通过成形机构21成形为筒状的膜f具有彼此相对的一对侧缘部r1、r2。一对侧缘部r1、r2是与膜f的长边方向ld正交的方向上的膜f的两端部。即,膜f的侧缘部r1、r2沿膜f的长边方向ld延伸。如图2、图3所示,一对侧缘部r1、r2朝向成形为筒状的膜f的前侧沿前后方向延伸。管21a以及成形机21b具有在膜f上形成一对侧缘部r1、r2这样的形状。
66.(2
‑
2)纵向密封机构22
67.纵向密封机构22将通过成形机构21成形为筒状的膜f在纵向(图2中为上下方向)上密封。纵向密封机构22主要具有一对热封部31、32和输送部33。
68.一对热封部31、32配置于管21a的正面侧。一对热封部31、32具有加热器,以合掌状态夹着成形为筒状的膜f的两侧的侧缘部r1、r2来进行加热密封。加热密封是指对膜f的一部分进行加热而使其暂时软化,使软化的部分彼此熔接而进行密封的方法。一对热封部31、32对膜f两侧的侧缘部r1、r2彼此在纵向上进行密封而形成筒状膜fc。一对热封部31、32沿上下方向具有规定的尺寸。
69.输送部33配置于一对热封部31、32附近的高度位置。输送部33将缠绕于管21a的膜f沿长边方向ld向下方输送。输送部33主要具有驱动辊33a、从动辊33b以及一对带33c。如图2所示,一对带33c在管21a的左右两侧隔着管21a而配置。一对带33c具有吸附膜f的机构。输送部33通过驱动辊33a以及从动辊33b驱动一对带33c而使其旋转,从而一边吸附膜f一边将膜f向下方输送。成形为筒状的膜f在上下方向上的位置能够通过输送部33来进行调整。
70.(2
‑
3)横向密封机构23
71.横向密封机构23将筒状膜fc在横向(图2中为左右方向)上密封。横向密封机构23从筒状膜fc形成上端部以及下端部被横向密封的袋b。横向密封机构23配置于成形机构21以及纵向密封机构22的下方。
72.图4是从图2的右侧观察横向密封机构23的简要侧视图。横向密封机构23主要具备第一旋转体50a以及第二旋转体50b。第一旋转体50a配置于筒状膜fc的前侧。第二旋转体50b配置于筒状膜fc的后侧。
73.第一旋转体50a主要具备第一旋转轴53a、第一密封夹钳51a以及第二密封夹钳52a。第二旋转体50b主要具备第二旋转轴53b、第一密封夹钳51b以及第二密封夹钳52b。在沿左右方向观察的情况下,第一旋转体50a以第一旋转轴53a为旋转轴且以第一旋转轴53a的旋转中心c1为中心旋转。在沿左右方向观察的情况下,第二旋转体50b以第二旋转轴53b为旋转轴且以第二旋转轴53b的旋转中心c2为中心旋转。在沿左右方向观察横向密封机构23的情况下,一对第一密封夹钳51a、51b彼此向相反方向同步旋转,一对第二密封夹钳52a、52b彼此向相反方向同步旋转。在图4中,用点划线示出一对第一密封夹钳51a、51b以及一对第二密封夹钳52a、52b的轨迹。
74.横向密封机构23通过一对第一密封夹钳51a、51b或者一对第二密封夹钳52a、52b沿与筒状膜fc的输送方向交叉的横向夹着筒状膜fc。一对第一密封夹钳51a、51b以及一对第二密封夹钳52a、52b具有加热器。一对第一密封夹钳51a、51b或者一对第二密封夹钳52a、52b通过夹着筒状膜fc进行加热密封而对筒状膜fc进行横向密封。
75.(3)制袋包装机10的动作
76.(3
‑
1)整体动作
77.对制袋包装机10将物品a密封于袋b中的动作的概要进行说明。
78.从膜供给单元13向制袋包装单元12供给的膜f由成形机构21成形为筒状后,由纵向密封机构22的一对热封部31、32在纵向上密封而形成筒状膜fc。
79.筒状膜fc一边由纵向密封机构22的输送部33朝向下方连续地输送,一边由横向密封机构23沿膜f的长边方向ld(纵向)按规定的间隔横向密封。横向密封机构23通过一对第一密封夹钳51a、51b或者一对第二密封夹钳52a、52b夹着筒状膜fc而进行横向密封。
80.在筒状膜fc刚由横向密封机构23横向密封后的时机,由组合计量单元11计量出的物品a在管21a内落下而被投入到筒状膜fc中。投入到筒状膜fc中的物品a停留在之前刚刚被横向密封的部分的上方。在筒状膜fc接着由横向密封机构23横向密封时,横向密封机构23在比刚才投入到筒状膜fc中的物品a靠上方的高度位置处对筒状膜fc进行横向密封。由此,筒状膜fc内的物品a被夹在上方以及下方被横向密封的部分之间而被密封。
81.配合筒状膜fc被横向密封的时机,利用内置于第一密封夹钳51a或者第二密封夹钳52a中的刀具(未图示)沿横向切断筒状膜fc的被横向密封的部分。由此,封入有物品a的袋b与后续的筒状膜fc割开。
82.通过以上的工序,连续地制造封入有物品a的袋b。之后,利用带式输送机等将制成的袋b转送至厚度检验器以及重量检验器等装置。
83.制袋包装机10也可以以多个袋b相连的连包的袋形态进行制袋。在该情况下,每当通过横向密封机构23形成规定数量的袋b时,沿横向切断筒状膜fc的被横向密封的部分。
84.(3
‑
2)纵向密封机构22的动作
85.纵向密封机构22利用一对热封部31、32以合掌状态夹着成形为筒状的膜f两侧的侧缘部r1、r2来进行加热密封。图5、图6是一对热封部31、32的横截面图。图5、图6是沿与上下方向正交的平面剖切得到的截面图。在图5中,示出了侧缘部r1、r2未被一对热封部31、32夹着的状态。图6示出了侧缘部r1、r2被一对热封部31、32夹着的状态。如图5、图6所示,缠绕于管21a的膜f两侧的侧缘部r1、r2彼此接近,在沿上下方向观察的情况下,沿着管21a的径向、即前后方向。侧缘部r1、r2由于沿着膜f的长边方向ld延伸,因此利用一对热封部31、32对侧缘部r1、r2彼此进行加热密封而使其熔接,从而将成形为筒状的膜f纵向密封。
86.一对热封部31、32由第一热封部31和第二热封部32构成。第一热封部31以及第二热封部32构成为通过驱动电机而能够沿上下方向在规定的范围内移动。驱动电机能够使第一热封部31以及第二热封部32的上下方向的位置彼此同步地变更。第二热封部32构成为通过气缸而能够沿左右方向在规定的范围内移动。气缸能够变更第一热封部31与第二热封部32之间的左右方向的间隔。通过气缸变更该间隔,第一热封部31以及第二热封部32能够夹着侧缘部r1、r2,或者解除夹着侧缘部r1、r2的状态。如图5、图6所示,在第一热封部31以及第二热封部32夹着侧缘部r1、r2时,第一热封部31与侧缘部r1接触,第二热封部32与侧缘部r2接触。第二热封部32内置有在与第一热封部31一起夹着侧缘部r1、r2的期间用于加热侧缘部r1、r2的加热器。另一方面,第一热封部31没有内置这样的加热器。
87.控制部16在制袋包装机10的运转期间,通过控制纵向密封机构22,能够调整一对热封部31、32的位置以及成形为筒状的膜f的位置。如接下来说明的那样,控制部16进行使一对热封部31、32的位置周期性地变化的循环动作。
88.图7a~图7d是从正面观察一对热封部31、32的循环动作的图。图8a~图8d是从上方观察一对热封部31、32的循环动作的图。图8a~图8d是一对热封部31、32的高度位置处的截面图。图7a~图7d分别与图8a~图8d相对应。如图7a~图7d、图8a~图8d所示,在循环动作的执行过程中,第一热封部31沿上下方向在规定的范围内往复,第二热封部32沿左右方向以及上下方向在规定的范围内移动,从而反复进行梭箱运动(box motion)。在循环动作的执行过程中,第一热封部31与侧缘部r1接触、或者在左右方向上位于离侧缘部r1极近的位置。“极近的位置”例如是指第一热封部31与侧缘部r1之间的距离不足1mm的位置。
89.在一对热封部31、32执行循环动作的期间,成形为筒状的膜f以及筒状膜fc被输送部33向下方输送。接着,参照图7a~图7d、图8a~图8d对一对热封部31、32的循环动作的执行过程中控制部16的控制进行说明。
90.首先,如图7a以及图8a所示,一对热封部31、32位于未夹着膜f的侧缘部r1、r2的第一位置p1。具体而言,第一位置p1是指第二热封部32与侧缘部r2之间的距离被确保在规定的长度以上的位置。规定的长度是指由第二热封部32的热引起的膜f的侧缘部r1、r2的变形足够小的长度。规定的长度也取决于膜f的材质以及第二热封部32的温度,例如至少为30mm。在图7a以及图8a中,一对热封部31、32在其上下方向上的可移动范围内位于最上方。第一位置p1是循环动作的起点。
91.接着,控制部16使位于未夹着膜f的侧缘部r1、r2的第一位置p1的一对热封部31、32移动到夹着膜f的侧缘部r1、r2的第二位置p2。在图7b以及图8b中,一对热封部31、32位于第二位置p2。控制部16使第二热封部32向左方移动而接近第一热封部31,从而使一对热封
部31、32从第一位置p1移动至第二位置p2。位于第二位置p2的一对热封部31、32分别与侧缘部r1、r2接触而对侧缘部r1、r2进行加热。在图7b以及图8b中,一对热封部31、32在其上下方向上的可移动范围内位于最上方。
92.接着,控制部16使夹着侧缘部r1、r2的一对热封部31、32沿长边方向ld向下方移动,以与通过输送部33向下方输送膜f联动。即,一对热封部31、32在夹着侧缘部r1、r2的状态下以与膜f的输送速度相同的速度朝向下方移动规定距离。在图7c以及图8c中,一对热封部31、32位于第二位置p2下方的第三位置p3。在图7c以及图8c中,一对热封部31、32在其上下方向上的可移动范围内位于最下方。一对热封部31、32在从第二位置p2移动至第三位置p3的期间对膜f的侧缘部r1、r2进行加热密封。
93.接着,控制部16解除通过一对热封部31、32夹着侧缘部r1、r2。具体而言,如图7d以及图8d所示,控制部16使第二热封部32向右方移动而从第一热封部31离开,从而成为侧缘部r1、r2未被一对热封部31、32夹着的状态。在该状态下,侧缘部r1、r2已被加热密封,执行过程中的循环动作中的膜f的纵向密封完成。在图7d以及图8d中,一对热封部31、32位于第四位置p4,在其上下方向上的可移动范围内位于最下方。
94.接着,控制部16使第一热封部31以及第二热封部32沿长边方向ld向上方移动。由此,一对热封部31、32从第四位置p4移动至第一位置p1,成为图7a以及图8a所示的状态。
95.在本实施方式中,第一位置p1是在循环动作中使夹着膜f的侧缘部r1、r2的一对热封部31、32沿长边方向ld移动之前一对热封部31、32在长边方向ld上的位置。即,第一位置p1是一对热封部31、32的上下方向上的可移动范围内的最上方的位置。
96.一对热封部31、32在上下方向上的尺寸也取决于膜f以及袋b的尺寸,例如为350mm。在一次循环动作中一对热封部31、32沿上下方向移动的距离、即一对热封部31、32的上下方向上的可移动范围的尺寸例如为150mm。根据一对热封部31、32的尺寸以及上下方向上的移动距离,在连续的循环动作中,被一对热封部31、32纵向密封的部分有时会相互重叠。在这种情况下,膜f的侧缘部r1、r2存在被一对热封部31、32多次纵向密封的区域。
97.在本实施方式中,控制部16在循环动作的执行过程中接收到制袋包装机10的停止信号的情况下,在使执行过程中的循环动作结束后,利用一对热封部31、32夹着在下一循环动作中要加热密封的侧缘部r1、r2,之后,在解除了用一对热封部31、32夹着侧缘部r1、r2之后,使制袋包装机10停止。因此,控制部16在循环动作的执行过程中接收到制袋包装机10的停止信号的情况下,不立即使制袋包装机10停止。取而代之地,控制部16在使执行过程中的循环动作结束后且完成了在下一循环动作中要被纵向密封的侧缘部r1、r2的纵向密封后,使制袋包装机10停止。接下来,对该动作的详细情况进行说明。
98.图9是纵向密封机构22的动作的时序图。图9的横轴表示时刻。图9的横轴的最左侧的时刻是控制部16开始制袋包装机10的运转的时刻s0。图9的(a)是输送部33的动作的时序图。图9的(a)的图表的纵轴表示由输送部33输送的膜f的速度。在制袋包装机10的运转过程中,膜f由输送部33的带33c以一定的速度v沿长边方向ld向下方输送。图9的(b)是用于变更第二热封部32的左右方向的位置的气缸的动作的时序图。在图9的(b)中,在气缸为“断开(off)”状态的期间,一对热封部31、32未夹着侧缘部r1、r2。在气缸为“接通(on)”状态的期间,一对热封部31、32夹着侧缘部r1、r2。图9的(c)是用于变更一对热封部31、32的上下方向的位置的驱动电机的动作的时序图。图9的(c)的图表的纵轴表示一对热封部31、32的上下
方向的速度。在图9的(c)中,“下降(drop)”侧表示一对热封部31、32向下方移动,“返回(return)”侧表示一对热封部31、32向上方移动。在图9中示出了控制部16接收到制袋包装机10的停止信号的时刻s1以及在制袋包装机10停止后控制部16再次开始制袋包装机10的运转的时刻s2。一次循环动作是在从热封部的位置为第一位置p1的时刻起直至再次成为第一位置p1的时刻为止的期间所进行的动作。如图9所示,控制部16在初次的循环动作中,与开始膜f的输送同时地,通过驱动电机使一对热封部31、32沿上下方向移动,但未通过气缸以一对热封部31、32夹着侧缘部r1、r2进行加热密封。
99.控制部16在时刻s1接收到制袋包装机10的停止信号时,不停止执行过程中的循环动作而使其继续。执行过程中的循环动作在时刻t1结束。此时,一对热封部31、32位于第一位置p1。控制部16在接收到制袋包装机10的停止信号的情况下,在执行过程中的循环动作结束的时刻t1,使输送部33对膜f的输送停止。之后,控制部16通过气缸使位于第一位置p1的一对热封部31、32移动至第二位置p2,利用一对热封部31、32夹着侧缘部r1、r2。被夹着前的侧缘部r1、r2未被加热密封。接着,控制部16将用一对热封部31、32夹着侧缘部r1、r2的状态维持规定期间,对侧缘部r1、r2进行加热密封。之后,控制部16通过气缸解除用一对热封部31、32夹着侧缘部r1、r2,使一对热封部31、32从第二位置p2移动至第一位置p1。图9的期间t2~t3是一对热封部31、32夹着侧缘部r1、r2的期间。之后,控制部16使制袋包装机10停止。因此,在制袋包装机10停止时,确保第二热封部32与侧缘部r2之间的距离在规定长度以上。此时,位于一对热封部31、32之间的侧缘部r1、r2被加热密封。
100.在图9中,在制袋包装机10停止后,控制部16在时刻s2使制袋包装机10的运转再次开始。在该情况下,控制部16与开始膜f的输送同时地,通过驱动电机使一对热封部31、32沿上下方向移动而开始循环动作。此时,位于一对热封部31、32之间的侧缘部r1、r2已经被加热密封。因此,如图9所示,在制袋包装机10的运转再次开始后的初次的循环动作中,控制部16未通过气缸以一对热封部31、32夹着侧缘部r1、r2进行加热密封。
101.(4)特征
102.制袋包装机10通过制袋包装单元12的一对热封部31、32在纵向上对成形为筒状的膜f两侧的侧缘部r1、r2进行加热密封,形成筒状膜fc。在制袋包装机10的运转过程中,控制部16一边使膜f向下方输送,一边如图7a~图7d、图8a~图8d所示那样进行一对热封部31、32的循环动作。控制部16在循环动作过程中接收到制袋包装机10的运转停止信号的情况下,完成在执行过程中的下一循环动作中要被纵向密封的部分的纵向密封,并在解除了用一对热封部31、32夹着侧缘部r1、r2之后使制袋包装机10停止。即,控制部16在循环动作停止后,在不输送膜f的情况下在上侧的第一位置p1以及第二位置p2处进行纵向密封动作。
103.对控制部16不执行在执行过程中的下一循环动作中要被纵向密封的部分的纵向密封时的问题点进行说明。考虑在控制部16停止制袋包装机10的运转时,被加热密封前的侧缘部r1、r2位于一对热封部31、32之间的状态。图10a示出了在该情况下制袋包装机10刚刚停止运转后的状态。在图10a所示的状态下,在未充分确保第二热封部32与侧缘部r2之间的距离的情况下,存在加热密封前的侧缘部r1、r2因第二热封部32的热而变形的隐患。例如图10b所示,存在侧缘部r1、r2受到来自第二热封部32的辐射热而弯曲的隐患。在该情况下,若制袋包装机10再次开始运转,一对热封部31、32夹着弯曲的侧缘部r1、r2进行加热密封,则会导致密封不良。
104.本实施方式的制袋包装机10在接收到制袋包装机10的运转停止信号的情况下,执行了在执行过程中的下一循环动作中要被纵向密封的部分的纵向密封之后,使制袋包装机10停止,因此能够抑制上述密封不良的发生。因而,制袋包装机10能够抑制发生纵向密封的不良情况。
105.(5)变形例
106.以下示出上述实施方式的变形例。需要指出,各变形例的内容的一部分或者全部也可以在互不矛盾的范围内与其它变形例的内容相组合。
107.(5
‑
1)变形例a
108.在实施方式中,控制部16在循环动作过程中接收到制袋包装机10的运转停止信号的情况下,完成在执行过程中的下一循环动作中要被纵向密封的部分的纵向密封,并在解除了用一对热封部31、32夹着侧缘部r1、r2之后使制袋包装机10停止。
109.在本变形例中,控制部16在循环动作过程中接收到制袋包装机10的运转停止信号的情况下,完成执行过程中的循环动作中的纵向密封,并在解除了用一对热封部31、32夹着侧缘部r1、r2之后使制袋包装机10停止。具体而言,控制部16在循环动作的执行过程中接收到制袋包装机10的停止信号的情况下,在执行过程中的循环动作中,在解除了用一对热封部31、32夹着侧缘部r1、r2之后且使一对热封部31、32移动至第一位置p1之前,使制袋包装机10停止。
110.在本变形例中,控制部16在执行过程中的循环动作中,在图7c以及图8c所示的状态以前接收到制袋包装机10的停止信号的情况下,在执行过程中的循环动作中,在图7d以及图8d所示的状态下使制袋包装机10停止。图7c以及图8c示出了一对热封部31、32位于第三位置p3且纵向密封完成时的状态。图7d以及图8d是一对热封部31、32位于第四位置p4且在纵向密封完成后解除了用一对热封部31、32夹着侧缘部r1、r2的状态。
111.图11是与图9同样的时序图,是本变形例中的纵向密封机构22的动作的时序图。图11是控制部16在图7c以及图8c所示的状态之前接收到制袋包装机10的停止信号时的时序图。在图11中,示出了控制部16开始制袋包装机10的运转的时刻s0、控制部16接收到制袋包装机10的停止信号的时刻s1以及在制袋包装机10停止后控制部16再次开始制袋包装机10的运转的时刻s2。与实施方式不同,如图11的(b)所示,控制部16在初次的循环动作中通过气缸以一对热封部31、32夹着侧缘部r1、r2进行加热密封。
112.在图11中,控制部16在一对热封部31、32以夹着侧缘部r1、r2的状态向下方移动的期间、即一对热封部31、32从第二位置p2移动至第三位置p3的期间,在时刻s1接收制袋包装机10的停止信号。在该情况下,控制部16在一对热封部31、32朝向下方的移动完成并解除了用一对热封部31、32夹着侧缘部r1、r2的时刻t11,使制袋包装机10停止。在时刻t11,一对热封部31、32位于第四位置p4。
113.在图11中,在制袋包装机10的运转再次开始的时刻s2,控制部16开始使一对热封部31、32从第四位置p4移动至第一位置p1的动作,同时,开始输送部33对膜f的输送。在一对热封部31、32移动至第一位置p1后,控制部16开始纵向密封机构22的通常的循环动作。
114.在本变形例中,控制部16也可以在执行过程中的循环动作中,在图7c以及图8c所示的状态后接收到制袋包装机10的停止信号的情况下,使制袋包装机10立即停止。
115.在本变形例中,也与实施方式同样地,控制部16能够在完成纵向密封并解除了用
一对热封部31、32夹着侧缘部r1、r2之后使制袋包装机10停止。因而,制袋包装机10能够抑制纵向密封发生不良情况。
116.(5
‑
2)变形例b
117.在变形例a中,作为循环动作的起点的一对热封部31、32的第一位置p1也可以是在循环动作中使夹着膜f的侧缘部r1、r2的一对热封部31、32沿长边方向ld移动之后一对热封部31、32在长边方向ld上的位置。在该情况下,第一位置p1是一对热封部31、32的上下方向上的可移动范围内的最下方的位置。具体而言,本变形例的第一位置p1相当于实施方式的第四位置p4。图12a~图12d是从正面观察本变形例中的一对热封部31、32的循环动作的图。
118.对本变形例中的通常的循环动作进行说明。首先,如图12a所示,控制部16使位于未夹着膜f的侧缘部r1、r2的第一位置p1的一对热封部31、32沿长边方向ld向上方移动。由此,如图12b所示,一对热封部31、32在一对热封部31、32的上下方向上的可移动范围内移动至最上方的位置。接着,如图12c所示,控制部16使一对热封部31、32移动至夹着膜f的侧缘部r1、r2的第二位置p2。接着,如图12d所示,控制部16一边利用一对热封部31、32夹着侧缘部r1、r2进行加热密封,一边使一对热封部31、32从第二位置p2移动至第三位置p3,以与通过输送部33输送膜f联动。之后,如图12a所示,控制部16解除通过一对热封部31、32夹着经加热密封后的侧缘部r1、r2,使一对热封部31、32从第三位置p3移动至第一位置p1。
119.在本变形例中,控制部16在循环动作的执行过程中接收到制袋包装机10的停止信号的情况下,能够在执行过程中的循环动作中,解除通过一对热封部31、32夹着侧缘部r1、r2,并在使一对热封部31、32移动至第一位置p1以外的位置之后,使制袋包装机10停止。在该情况下,在制袋包装机10停止时,需要充分确保第二热封部32与侧缘部r2之间的距离。
120.(5
‑
3)变形例c
121.在实施方式中,在制袋包装机10停止后使制袋包装机10的运转再次开始的情况下,控制部16与开始膜f的输送同时地,通过驱动电机使一对热封部31、32沿上下方向移动而开始循环动作。此时,如图9所示,控制部16进行通过气缸使一对热封部31、32从第一位置p1移动至第二位置p2而夹着侧缘部r1、r2的动作。
122.但是,控制部16也可以在通过气缸使位于第一位置p1的一对热封部31、32移动至第二位置p2之前,使膜f沿长边方向ld向下方输送规定距离。规定距离例如是指在一次循环动作中通过输送部33输送膜f的距离。在该情况下,在制袋包装机10的运转再次开始后的初次的循环动作中,控制部16进行通过气缸以一对热封部31、32夹着侧缘部r1、r2的动作,对侧缘部r1、r2进行加热密封。
123.(5
‑
4)变形例d
124.在实施方式以及变形例a~c中,制袋包装单元12一边连续地输送从膜供给单元13供给的膜f一边形成袋b。但是,制袋包装单元12也可以一边间歇地输送从膜供给单元13供给的膜f一边形成袋b。在该情况下,制袋包装单元12一边在规定的时机暂时停止膜f的输送一边形成袋b。
125.在连续地输送膜f的连续模式中,制袋包装单元12对输送过程中的膜f进行密封。另一方面,在间歇地输送膜f的间歇模式中,制袋包装单元12在膜f的输送停止的时机对停止中的膜f进行密封。制袋包装机10的控制部根据动作模式来控制制袋包装单元12。在间歇模式中,例如,在成形为筒状的膜f的输送暂时停止的时机,纵向密封机构22对停止中的膜f
进行纵向密封。在该情况下,控制部16不进行使纵向密封机构22沿上下方向移动的动作。与实施方式同样地,控制部16在接收到制袋包装机10的运转停止信号的情况下,完成纵向密封机构22对膜f的纵向密封,并在解除了用一对热封部31、32夹着膜f的侧缘部r1、r2之后,使制袋包装机10的运转停止。由此,制袋包装机10与实施方式同样地能够抑制纵向密封发生不良情况。
126.另外,制袋包装机10也可以构成为能够在连续模式与间歇模式之间切换动作模式。通过形成为能够在连续模式与间歇模式之间切换,制袋包装机10的操作人员能够根据情况选择恰当的动作模式。在该情况下,控制部16在接收到制袋包装机10的运转停止信号时,根据制袋包装机10的动作模式,完成纵向密封机构22对膜f的纵向密封,并在解除了用一对热封部31、32夹着膜f的侧缘部r1、r2之后,使制袋包装机10的运转停止。
127.(5
‑
5)变形例e
128.在实施方式以及变形例a~d中,如图7a~图7d、图8a~图8d所示,在纵向密封机构22的循环动作的执行过程中,第一热封部31沿上下方向在规定的范围内往复,而第二热封部32沿左右方向以及上下方向在规定的范围内移动,来反复进行梭箱运动。但是,在纵向密封机构22的循环动作的执行过程中,也可以第一热封部31以及第二热封部32两者反复进行梭箱运动。在该情况下,第一热封部31以及第二热封部32的动作相对于侧缘部r1、r2相互对称。
129.(5
‑
6)变形例f
130.在实施方式中,控制部16在接收到制袋包装机10的运转停止信号的情况下,在执行了在执行过程中的下一循环动作中要被纵向密封的部分的纵向密封之后,使制袋包装机10停止,从而能够抑制发生密封不良。但是,控制部16也可以通过其它方法来抑制发生密封不良。例如,控制部16也可以在接收到制袋包装机10的运转停止信号的情况下,在使一对热封部31、32从膜f暂时避让后,使制袋包装机10的运转停止。由此,能够在膜f的侧缘部r1、r2未位于第一热封部31与第二热封部32之间的状态下停止制袋包装机10的运转。为此,由于抑制加热密封前的侧缘部r1、r2因第二热封部32的热而变形,因此抑制发生密封不良。
131.对使一对热封部31、32暂时避让的方法的两个具体例进行说明。在第一例中,控制部16在接收到制袋包装机10的运转停止信号时,使一对热封部31、32向前方移动,在充分确保一对热封部31、32与侧缘部r1、r2之间的前后方向上的距离之后,使制袋包装机10的运转停止。由此,抑制加热密封前的侧缘部r1、r2的变形。
132.在第二例中,控制部16在接收到制袋包装机10的运转停止信号时,使一对热封部31、32以位于侧缘部r1、r2前方的沿着铅直方向的规定轴为中心旋转,在充分确保一对热封部31、32与侧缘部r1、r2之间的距离之后,使制袋包装机10的运转停止。由此,抑制加热密封前的侧缘部r1、r2的变形。另外,通过使一对热封部31、32旋转,能够在制袋包装机10的运转停止时使第一热封部31与第二热封部32相互分离,因此一对热封部31、32的清扫变得容易。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1