电感测试包装用圆盘式输送装置的制作方法
1.本技术涉及电感加工装置的领域,尤其是涉及一种电感测试包装用圆盘式输送装置。
背景技术:
2.电感器是一种能将电能转化为磁能存储起来的元件,又可称为扼流器、电抗器以及动态电抗器,在电子设备之中得到广泛应用。
3.电感器在生产过程中通常需要经过注胶、裁切、性能检测以及封装等工艺步骤,其中,电感器的性能检测工艺可直接体现产品的不良率,在生产过程中具有重要意义。通常,在对电感器进行检测的过程中需要使用相应的检测机器,如专利公告号为cn105460616b的中国专利文件公开了一种电感切断测试包装机,该包装机所设置的主要机构包括依次相连的裁切机构、检测机构以及输出机构,裁切机构用于将工件的引脚进行裁切,检测机构用于将位于裁切机构内的工件取出检测,并将检测合格品运送至输出机构处进行后续处理。
4.其中,检测机构包括设置与机架上的转盘送料机构、电阻检测机构、电阻检测排除装置、电容检测机构、电容检测排除装置、整位机构、缺件检测装置;电阻检测机构、电阻检测排除装置、电容检测机构、电容检测排除装置、整位机构、缺件检测装置环形设置于转盘送料机构的外侧,转盘送料机构可相对于机架旋转并且可相对于机架升降;另外,转盘送料机构上设有吸头机构,吸头机构可对电感器通过真空吸合的方式进行抓取以及放置,在对电感器进行检测的过程中,转盘送料机构通过上下升降可将电感器放置于不同装置内进行检测,同时可以将电感器从不同装置内取出;其中,吸头机构首先将位于裁剪机构内的工件进行取出,然后在转盘送料机构的旋转动作下,电感器可依次移动至下一装置处进行检测,不合格的部件放置于电阻检测排除装置或电容检测排除装置内,最终将合格的工件摆放至输出机构处,完成检测。
5.然而,发明人发现,在对电感器进行抓取的过程中,由于转盘送料结构转动速度较快,对于一些尺寸较大、重量较重的工件,由于惯性较大,容易造成抓取力不足,进而出现工件容易松脱的现象,转盘送料机构还具有较大的改进空间。
技术实现要素:
6.为了提升工件运输时的稳定性,本技术提供一种电感测试包装用圆盘式输送装置。
7.本技术提供的电感测试包装用圆盘式输送装置采用如下的技术方案:电感测试包装用圆盘式输送装置,包括装置本体,所述装置本体包括机架以及转盘,还包括沿着转盘周缘均匀排布的若干组夹持机构;所述夹持机构包括夹持部以及驱动部,所述夹持部为两组,两组所述夹持部分别滑移连接于所述转盘,所述驱动部设于所述转盘上,两组所述夹持部分别与所述驱动部相连,两组所述夹持部相互正对,所述驱动部用于驱动两组所述夹持部相互靠近或远离,两组所述夹持部用于对工件的两侧进行夹持固定。
8.通过采用上述技术方案,在对工件进行抓取时,通过启动驱动部,驱动部可驱使两组夹持部相互靠近,直至两组夹持部分别与工件的相背两侧夹持抵接,实现对工件抓取,在转盘转动的过程中,两组夹持部可对工件的相背两侧进行承托,减少工件由于惯性所带来的晃动,工件运输时的稳定性得到提升;另外,对于具有不同重量的工件而言,工件的具体尺寸也通常相应改变,在此,在两组夹持部相互靠近或远离的作用下,夹持间距可随着工件的尺寸进行适配调整,满足具有不同尺寸的工件的夹持需求,装置的通用性较强。
9.优选的,所述驱动部包括驱动电机、第一齿轮、第一转轴、第一齿条以及第二齿条;所述第一齿条以及所述第二齿条别滑移连接于所述转盘,所述第一齿条以及所述第二齿条分别与两组所述夹持部相固定连接,所述第一齿条以及所述第二齿条相互平行,所述第一转轴转动连接于所述转盘上,第一齿轮固定连接于所述第一转轴,所述第一齿轮位于所述第一齿条以及所述第二齿条之间,所述第一齿轮分别与所述第一齿条以及所述第二齿条相啮合,所述驱动电机设置于所述转盘,所述驱动电机的输出轴与所述第一转轴相连接。
10.通过采用上述技术方案,启动驱动电机,驱动电机可输出正向以及反向扭矩,驱动电机可驱动第一齿轮正向以及反向转动,第一齿轮在转动过程中可驱动第一齿条以及第二齿条相背或相向运动,进而带动第一夹持部以及第二夹持部相背或相向而行,第一夹持部以及第二夹持部实现夹持动作。
11.优选的,所述驱动部还包括蜗杆、蜗轮、第二转轴、第二齿轮以及第三齿轮,所述蜗杆转动连接于所述转盘上,所述驱动电机的输出轴与所述蜗杆相连,所述第二转轴转动连接于所述转盘上,所述蜗轮以及所述第三齿轮分别固定连接于所述第二转轴上,所述第二齿轮固定连接于所述第一转轴,所述蜗轮与所述蜗杆相啮合,所述第三齿轮与所述第二齿轮相啮合,所述第三齿轮的直径大于所述第二齿轮的直径。
12.通过采用上述技术方案,驱动电机的扭矩传递至蜗杆处使蜗杆转动,蜗杆带动蜗轮转动,蜗轮带动第二转轴转动,第二转轴带动第三齿轮转动,第三齿轮驱动第二齿轮转动,第二齿轮带动第一转轴转动,实现扭矩传动,在此过程中,蜗轮与蜗杆具有自锁功能,使得两组夹持部在对工件进行夹持时不易松脱,同时,在第三齿轮以及第二齿轮的传动下,第一齿轮的转速增快,以满足夹持动作的快捷性,进而满足动作所需的夹持效率。
13.优选的,所述夹持部包括夹持件以及滑块,所述滑块固定连接于所述夹持件上,所述转盘上开设有滑槽,所述滑块滑移连接于所述滑槽,所述夹持件与所述第一齿条或所述第二齿条固定连接,两组所述夹持部中的所述夹持件相互平行且相对。
14.通过采用上述技术方案,夹持件通过滑块滑移连接于转盘上,第一齿条以及第二齿条分别带动夹持件移动,在滑槽的导向下,夹持件移动稳定,两组夹持部中的夹持件实现相互靠近或远离的夹持及松脱动作,工件夹持效果稳定。
15.优选的,所述夹持件包括安装臂、抵接臂、弹簧以及导向杆,所述安装臂与所述滑块固定连接,所述导向杆的一端固定连接于所述抵接臂,所述导向杆贯穿所述安装臂并与所述安装臂相滑移连接,所述弹簧位于所述安装臂与所述抵接臂之间,所述弹簧的两端分别与所述安装臂以及所述抵接臂相连。
16.通过采用上述技术方案,在对工件进行夹持的过程中,抵接臂与工件抵接,随着夹持动作的行进,抵接臂与安装臂对弹簧进行挤压,弹簧起到缓冲吸能的作用,进而减少夹持动作对工件的撞击,起到保护工件的作用。
17.优选的,所述夹持件还包括软垫,所述软垫固定连接于所述抵接臂上,所述软垫用于与工件相抵接。
18.通过采用上述技术方案,软垫可对工件进行柔性承托,进而减少刮花工件的可能性,结构实用。
19.优选的,所述转盘上分别开设有第一齿条滑槽以及第二齿条滑槽,所述第一齿条滑移连接于所述第一齿条滑槽内,所述第二齿条滑移连接于所述第二齿条滑槽内。
20.通过采用上述技术方案,第一齿条滑槽第一齿条进行导向,使第一齿条移动时更稳定,第二齿条滑槽对第二齿条进行导向,使第二齿条移动时更为稳定。
21.优选的,还包括上料机构,所述上料机构包括上料座以及上料气缸,所述上料座固定连接于所述机架上,所述上料座上开设有上料通道,所述上料通道的两端分别在所述上料座的顶部以及侧部开口,所述上料通道的顶部开口可与所述夹持机构相正对,所述上料气缸设于所述上料座内,所述上料气缸的伸缩杆插接配合于所述上料通道内,所述上料气缸用于推动工件从上料通道的开口移动至上料座外。
22.通过采用上述技术方案,工件可通过上料座一侧的开口摆放至上料通道内,随后在上料气缸的驱动下,上料气缸的伸缩杆将位于上料通道内的工件向上顶出至上料座外,以便于夹持机构对工件进行夹持。
23.优选的,所述上料通道包括水平段以及竖直段,所述水平段的一端在所述上料座的一侧开口,所述竖直段的顶端在所述上料座的顶部开口且与所述夹持机构相正对,所述竖直段的底端与所述水平段的另一端连通,所述上料气缸的伸缩杆与所述竖直段插接配合。
24.通过采用上述技术方案,工件可从水平段在上料座的一侧开口处送入,随后工件可移动至竖直段中,在上料气缸的伸缩杆的推动下,工件可从竖直段处输出至上料座顶部进而实现出料,结构设置合理,满足实际使用工况。
25.综上所述,本技术包括以下至少一种有益技术效果:1、两组夹持部分别与工件的相背两侧夹持抵接,实现对工件抓取,在转盘转动的过程中,两组夹持部可对工件的相背两侧进行承托,减少工件由于惯性带来的晃动,工件运输时的稳定性得到提升;2、在对工件进行夹持的过程中,蜗轮与蜗杆具有自锁功能,使得两组夹持部在对工件进行夹持时不易松脱,同时,在第三齿轮以及第二齿轮之间的传动下,第一齿轮的转速增快,以满足夹持动作的快捷性,进而提升夹持效率;3、在对工件进行夹持的过程中,抵接臂与工件抵接,随着夹持动作的行进,抵接臂与安装臂对弹簧进行挤压,弹簧起到缓冲吸能的作用,进而减少夹持动作对工件的撞击,起到保护工件的作用。
附图说明
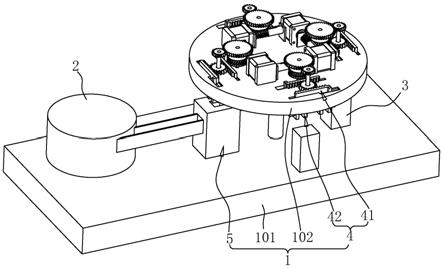
26.图1是本技术输送装置的结构示意图。
27.图2是本技术上料机构的剖视图。
28.图3是本技术转盘以及驱动部的结构示意图。
29.图4是本技术转盘以及夹持部的装配关系示意图。
30.附图标记说明:1、装置本体;101、机架;102、转盘;1021、第一齿条滑槽;1022、第二齿条滑槽;1023、滑槽;2、振动上料盘;3、检测装置;4、夹持机构;41、驱动部;411、驱动电机;412、第一齿轮;413、第一转轴;414、第一齿条;415、第二齿条;416、蜗杆;417、蜗轮;418、第二转轴;419、第二齿轮;410、第三齿轮;42、夹持部;421、夹持件;4211、安装臂;4212、抵接臂;4213、弹簧;4214、导向杆;4215、软垫;422、滑块;5、上料机构;51、上料座;511、上料通道;5111、水平段;5112、竖直段;512、容置槽;52、上料气缸。
具体实施方式
31.以下结合附图1
‑
4对本技术作进一步详细说明。
32.本技术实施例公开电感测试包装用圆盘式输送装置。参照图1,该输送装置包括装置本体1,装置本体1包括机架101以及转盘102,其中,转盘102沿水平方向设置,转盘102设置于机架101上,机架101可相对于转盘102升降以及旋转,其中,可将转盘102安装于马达上,并将马达安装于直线模组上,另外将直线模组安装于机架101上,直线模组可驱动马达以及转盘102相对于机架101升降,马达可驱动转盘102相对于机架101旋转,转盘102的具体安装方式为现有技术,在此不再赘述。
33.机架101上还可以安装振动上料盘2以及若干组检测装置3,振动上料盘2用于将散乱的工件进行排序并将工件移送至转盘102处,若干组检测装置3沿着转盘102的周缘呈均匀排布,检测装置3可对工件的电阻以及电容等特性进行检测,以鉴别工件的品质进而以便于筛分。
34.同时,该输送装置还包括沿着转盘102周缘均匀排布的若干组夹持机构4,夹持机构4的具体设置数量可以为三组、四组或者五组等,夹持机构4的具体设置数量可依据实际需要作调整,在此不对夹持机构4的具体设置数量作限制。夹持机构4用于将工件从振动上料盘2处取出,并将工件依次摆放至各检测装置3内进行检测。
35.参照图1和图2,为便于工件从振动上料盘2处取出,机架101上设有上料机构5,其中,上料机构5包括上料座51以及上料气缸52;在本实施例中,上料座51呈长方体状设置,上料座51固定安装于机架101上,上料座51位于转盘102周缘的正下方。
36.另外,上料座51上开设有上料通道511,上料通道511的两端分别在上料座51的顶部以及侧部开口,具体的,上料通道511包括水平段5111以及竖直段5112,水平段5111自上料座51的一侧自外向内凹陷形成,水平段5111的一端在上料座51的一侧开口;竖直段5112自上料座51的顶部自外向内凹陷形成,竖直段5112的顶端在上料座51的顶部开口,当转盘102转动,且当夹持机构4移动至上料座51正上方时,竖直段5112的顶端开口与夹持机构4相正对;同时,竖直段5112的底端与水平段5111远离上料座51侧壁的一端连通,振动上料盘2的出料位置与水平段5111的开口端相对接,以此便于将工件送入至上料通道511的水平段5111中,随着振动上料盘2不断将工件送入上料通道511内,工件可排列移动至竖直段5112。
37.此外,上料气缸52设于上料座51内,其中,上料座51的底部自外向内凹陷设置有容置槽512,上料座51上贯穿设置有分别与容置槽512以及竖直段5112连通的通孔,上料气缸位于容置槽512内,上料气缸52固定安装于上料座51,上料气缸52的伸缩杆竖直朝上设置,上料气缸52的伸缩杆贯穿通孔,当上料气缸52的伸缩杆处于缩回状态时,上料气缸52的顶端与水平段5111的下表面相平齐,工件可移动至上料气缸52的伸缩杆端部;当上料气缸52
的伸缩杆处于伸出状态下时,上料气缸52的伸缩杆插接至竖直段5112内,并将工件从上料通道511的顶部开口推送至上料座51外,以便于夹持机构4将工件进行夹持。
38.参照图3和图4,夹持机构4包括驱动部41以及夹持部42,驱动部41设于转盘102顶部,并且,在同一组夹持机构4中,夹持部42的数量为两组,两组夹持部42分别滑移连接于转盘102底部,两组夹持部42相互正对,两组夹持部42分别与驱动部41相连,驱动部41分别对两组夹持部42输入动力,以使两组夹持部42相互靠近或远离,当两组夹持部42相互靠近时,两组夹持部42可对工件的两侧进行夹持固定,通过转盘102的旋转以及升降,工件在不同检测装置3处得到转移。
39.参照图3,为实现动力输入,驱动部41包括驱动电机411、第一齿轮412、第一转轴413、第一齿条414、第二齿条415、蜗杆416、蜗轮417、第二转轴418、第二齿轮419以及第三齿轮410。其中,驱动电机411固定安装于转盘102的顶部,驱动电机411可选用伺服电机以实现输出正向以及反向扭矩。
40.另外,蜗杆416与驱动电机411的输出轴相邻,并且驱动电机411与蜗杆416相连。其中,蜗杆416沿水平方形设置,蜗杆416转动连接于转盘102上,通常,可在转盘102上固定安装轴承座,将蜗杆416的两端分别转动承载于两个轴承座上,即可实现蜗杆416的转动安装。蜗杆416的一端此时与驱动电机411的输出轴相正对,在蜗杆416与驱动电机411之间可安装联轴器,联轴器将蜗杆416以及驱动电机411的输出轴进行连接,当驱动电机411启动时,驱动电机411的输出轴转动,进而带动蜗杆416实现转动。
41.此外,第二转轴418与蜗杆416相邻,第二转轴418转动连接于转盘102上,通常,第二转轴418沿竖直方向设置,第二转轴418的底端通过轴承转动承载于转盘102上,蜗轮417以及第三齿轮410分别固定安装于第二转轴418上,在本实施例中,第三齿轮410位于蜗轮417上方,蜗轮417与蜗杆416相啮合,在蜗杆416转动的过程中,蜗杆416驱动蜗轮417转动,同时,蜗轮417带动第二转轴418实现转动,第二转轴418带动第三齿轮410转动,在此过程中,蜗轮417与蜗杆416具有自锁功能,使扭矩可稳定单向输出。
42.同时,第一转轴413转动连接于转盘102上,在本实施例中,第一转轴413沿竖直方向设置,第一转轴413的底端通过轴承转动承载于转盘102上,第一齿轮412以及第二齿轮419分别固定连接于第一转轴413上,第二齿轮419位于第一齿轮412上方,第三齿轮410的直径比第二齿轮419的直径大,并且第三齿轮410的齿数比第二齿轮419的齿数多,第二齿轮419于第三齿轮410相啮合。
43.当第三齿轮410转动时,第三齿轮410驱动第二齿轮419转动,第二齿轮419带动第一转轴413转动,同时使得第一齿轮412转动,驱动电机411的输出轴通过第二转轴418、蜗轮417、蜗杆416、第三齿轮410以及第二齿轮419等零件与第一转轴413相连;另外,在此过程中,因第三齿轮410的直径以及齿数均比第二齿轮419的直径及齿数大,因此第一转轴413的转动速度比第二转轴418的转动速度大,第一转轴413得到加速。
44.继续参照图3,第一齿轮412用于驱动第一齿条414以及第二齿条415相背或相向运动,其中,第一齿条414以及第二齿条415分别滑移连接于转盘102,具体的,转盘102上表面分别向内凹陷设置有第一齿条滑槽1021以及第二齿条滑槽1022,第一齿条滑槽1021以及第二齿条滑槽1022相互平行,并且第一齿条滑槽1021以及第二齿条滑槽1022分别位于第一齿轮412的两侧;第一齿条414的表面与第一齿条滑槽1021的槽壁滑移抵接,第二齿条415的表
面与第二齿条滑槽1022的槽壁相滑移抵接,第一齿条滑槽1021对第一齿条414进行直线滑移导向,并且第二齿条滑槽1022对第二齿条415进行直线滑移导向。
45.此时,第一齿条414以及第二齿条415相互平行,第一齿轮412位于第一齿条414以及第二齿条415之间,第一齿轮412分别与第一齿条414以及第二齿条415啮合,当第一齿轮412转动时,随着第一齿轮412的转动方向发生改变,第一齿条414以及第二齿条415可相向或相背运动。
46.参照图4,第一齿条414以及第二齿条415分别与两组夹持部42相固定连接,在第一齿条414以及第二齿条415相向运动以及相背运动的过程中,可驱动两组夹持部42实现相互靠近或相互远离的夹持松脱动作。
47.为实现对工件进行夹持,在本实施例中,夹持部42包括夹持件421以及滑块422,两组夹持部42中的夹持件421相互平行且相对,其中,夹持件421包括安装臂4211、抵接臂4212、弹簧4213、导向杆4214以及软垫4215,其中,安装臂4211包括竖杆以及横杆,竖杆的底端与横杆的顶部相连,通常,竖杆与横杆一体连接,转盘102上贯穿设置有供竖杆穿设的长条孔,长条孔的长度方向与第一齿条滑槽1021的长度方向相一致,两组夹持部42中的竖杆分别与第一齿条414以及第二齿条415通过焊接固定的方式相固定连接,在第一齿条414以及第二齿条415相向以及相背移动的过程中,可带动两个安装臂4211相互靠近或远离。
48.另外,滑块422固定安装于安装臂4211的横杆顶部,滑块422在本实施例中呈t型滑块状,转盘102底部自外向内凹陷设置有滑槽1023,滑槽1023的截面形状呈t字形设置,滑槽1023的长度方向与第一齿条414以及第二齿条415的移动方向相一致,滑块422滑移连接于滑槽1023内,滑槽1023对滑块422进行导向,进而使得安装臂4211移动时更稳定。
49.此外,抵接臂4212在本实施例中呈长杆状设置,抵接臂4212沿水平方向设置并且与安装臂4211的横杆相平行,导向杆4214沿水平方向设置,导向杆4214的一端固定连接于抵接臂4212,导向杆4214与抵接臂4212相垂直,导向杆4214另一端贯穿安装臂4211并与安装臂4211相滑移抵接,弹簧4213位于安装臂4211与抵接臂4212之间,弹簧4213的两端分别与安装臂4211以及抵接臂4212固定相连,此时,两组夹持部42中的两根抵接臂4212相互正对。
50.在第一齿条414以及第二齿条415相向运动的过程中,抵接臂4212与工件抵接,随着夹持动作的行进,抵接臂4212以及安装臂4211对弹簧4213进行挤压,弹簧4213起到缓冲吸能的作用,进而减少夹持动作对工件的撞击,起到保护工件的作用。
51.进一步地,软垫4215固定连接于抵接臂4212上,并且软垫4215位于抵接臂4212朝向工件的一侧,在本实施例中,软垫4215为橡胶垫,软垫4215通常通过胶水粘贴的方式固定安装于抵接臂4212上,软垫4215可通过软垫4215用于与工件相抵接,软垫4215对工件柔性承托,进而减少工件刮花的可能性。
52.本技术实施例电感测试包装用圆盘式输送装置的实施原理为:在对工件进行抓取时,通过启动驱动电机411,驱动电机411输出扭矩,以驱动蜗杆416转动,蜗杆416驱动蜗轮417转动并带动第二转轴418转动,在此过程中,蜗轮417蜗杆416通过自锁功能提升驱动部41运作时的稳定性。
53.第二转轴418随后带动第三齿轮410转动,第三齿轮410驱动第二齿轮419以及第一转轴413转动,同时使第一转轴413转速相对于第二转轴418实现增加,以提升夹持动作的快
捷性,第一转轴413随后带动第一齿轮412转动,第一齿轮412带动第一齿条414以及第二齿条415相向或相背运动,在第一齿条414以及第二齿条415相向运动的过程中,可驱使两组夹持部42相互靠近,直至两组夹持部42的软垫4215分别与工件的相背两侧夹持抵接,实现对工件抓取,在此过程中,弹簧4213对夹持动作进行吸能缓冲,进而减小工件损伤的可能性,在转盘102转动的过程中,两组夹持部42可对工件的相背两侧进行承托,减少工件由于惯性带来的晃动,工件运输时的稳定性得到提升,并且两组夹持部42之间的夹持间距可调,可满足具有不同尺寸大小的工件的夹持需求。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1