一种彩泥自动生产线的制作方法
一种彩泥自动生产线
1.技术领域
2.本发明涉及彩泥制造技术领域,更具体地说涉及一种彩泥自动生产线。
背景技术:
3.彩泥可任意捏成各种形状,根据配有不同形状的模具、模板,可将彩泥制造成各种物品,或者在老师或家长的指引下,创作出自己想要的作品,在对儿童的手脑眼协调培养,及色彩识别和创作思维能力方面有着独特的教育效果。
4.当今市场在制作彩泥时,往往是通过人工进行的,智能化程度低,且会影响生产效率。
5.当今市场急需一种彩泥自动生产线,能够自动地完成彩泥的生产。
技术实现要素:
6.针对现有技术中存在的问题,本发明提供一种彩泥自动生产线。通过各个工位的配合,自动化的完成彩泥的生产。
7.本发明解决其技术问题的解决方案是:提出一种彩泥自动生产线,包括:出杯工位,所述出杯工位用于在工人放入彩泥杯后进行自动出杯;出泥工位,所述出泥工位用于在工人完成投料后进行自动出泥;取泥注杯工位,所述取泥注杯工位用于自动获取所述出泥工位产出的彩泥并将所述彩泥注入所述出杯工位送出的彩泥杯中;取杯工位,所述取杯工位用于完成将彩泥杯从所述出杯工位到所述取泥注杯工位的运送;出盖工位,所述出盖工位用于在工人完成放盖后进行自动出盖;上盖工位,所述自动上盖工位用于将已经注入彩泥的彩泥杯进行自动上盖;传送带,所述传送带用于带动生产线流动;plc控制装置,所述plc控制装置用于控制上述工位以及传送带的运行;沿生产线流动的方向,上述工位的位置依次为所述出杯工位、取泥注杯工位以及上盖工位,所述出泥工位固定设置于所述取泥注杯工位的上端,所述取杯工位设置于所述取泥注杯工位的下端。
8.作为上述技术方案的进一步改进,所述出杯工位包括管状结构,所述管状结构垂直于生产线设置,所述管状结构的底部沿生产线的流动侧设置有出杯口。
9.作为上述技术方案的进一步改进,所述取泥注杯工位包括:第一旋转电机,所述第一旋转电机固定设置于第一机架上;至少一个取泥注杯机构,所述取泥注杯机构包括固定块以及推杆电机,所述固定块设置于所述第一旋转电机的转盘边缘,所述推杆电机设置于所述第一旋转电机的转盘的
外表面,所述推杆电机的推杆穿过所述固定块设置;所述第一旋转电机以及推杆电机电连接所述plc控制装置。
10.作为上述技术方案的进一步改进,所述出泥工位包括:进料机构,所述进料机构包括进料漏斗以及压料辊筒,所述进料漏斗的底部设置有第一出料口,所述压料辊筒设置于所述第一出料口的上端;出料机构,所述出料机构包括第二机架以及出料辊筒,所述出料辊筒的筒身设置有斜纹,所述第二机架的上端面设置有入料口,所述入料口的尺寸与所述第一出料口相适配,所述入料口与所述第一出料口贴合设置,所述第二机架在所述出料辊筒辊筒的出料侧对应设置有第二出料口;闸刀,所述闸刀设置于所述第二出料口的上端,所述闸刀的刀片与所述第二出料口位于同一竖直面内;所述压料辊筒、出料辊筒以及闸刀的电机电连接所述plc控制装置。
11.作为上述技术方案的进一步改进,所述出盖工位包括:放盖池;输送机构,所述输送机构包括传送装置,所述传送装置的输入端连接所述放盖池,所述传送装置的输出端连接所述上盖工位;所述传送装置电连接所述plc控制装置。
12.作为上述技术方案的进一步改进,所述取杯工位包括:旋转部,所述旋转部包括第二旋转电机;取杯部,所述取杯部包括转盘,所述转盘的边缘等间距地设置有一圈凹槽,所述凹槽用于与彩泥杯相卡合;输送部,所述输送部包括导轨以及输送带;气动开关,所述气动开关固定设置于物料入口处,所述物料入口为所述取杯部与所述输送部的物料送入的交界位置;所述转盘与所述第二旋转电机的转轴固定连接,所述第二旋转电机以及气动开关电连接所述plc控制装置。
13.作为上述技术方案的进一步改进,所述上盖工位包括:第三机架,所述第三机架的一侧设置有进料口,所述进料口连接所述传送装置的输出端;压盖辊筒,所述压盖辊筒固定于所述第三机架的上端,所述压盖辊筒水平设置,所述压盖辊筒距离生产线平面的高度与所述彩泥杯上盖后与生产线平面的高度相同。
14.作为上述技术方案的进一步改进,所述第三机架的上端连接螺栓的一端,所述螺栓的另一端连接所述压盖辊筒的安装架,所述安装架上设置有所述压盖辊筒。
15.作为上述技术方案的进一步改进,所述传送装置包括取料带以及送料带两个部分,所述取料带连接所述放盖池,所述送料带连接所述上盖工位,所述取料带的宽度大于所述送料带的宽度,且,所述送料带的宽度比彩泥杯的盖子的直径宽0.5-1cm。
16.本发明的有益效果是:本发明提出了彩泥自动化生产线,通过各个工位的相互配合完成对彩泥的自动化生产,避免了人工进行生产的智能化程度低,且生产效率低的问题,十分具有实用性。
附图说明
17.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本发明的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
18.图1 为本发明一种彩泥自动生产线的整体结构原理图;图2 为本发明取泥注杯工位的具体结构示意图;图3 为本发明取泥注杯工位的侧面具体结构示意图;图4为本发明出泥工位的具体结构示意图;图5为本发明出泥工位的进料漏斗为打开状态的结构示意图;图6为本发明出泥工位的侧面结构示意图;图7为本发明取杯工位的具体结构示意图;图8为本发明取杯工位的侧面结构示意图;图9为本发明出盖工位的具体结构示意图;图10为本发明出杯工位的具体结构原理图;图11为本发明上盖工位的具体结构示意图。
具体实施方式
19.以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整的描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,文中所提到的所有连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少连接辅件,来组成更优的连接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
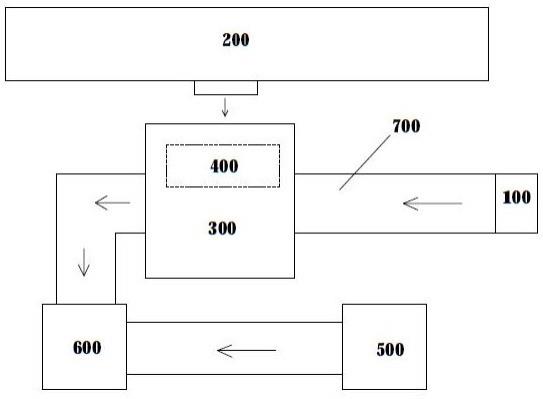
20.结合说明书附图1、2、3、4、5、6、7、8、9、10以及11,提出一种彩泥自动生产线,包括:出杯工位100,所述出杯工位100用于在工人放入彩泥杯800后进行自动出杯;出泥工位200,所述出泥工位200用于在工人完成投料后进行自动出泥;取泥注杯工位300,所述取泥注杯工位300用于自动获取所述出泥工位200产出的彩泥并将所述彩泥注入所述出杯工位100送出的彩泥杯800中;取杯工位400,所述取杯工位400用于完成将彩泥杯800从所述出杯工位100到所述取泥注杯工位300的运送;出盖工位500,所述出盖工位500用于在工人完成放盖后进行自动出盖;上盖工位600,所述自动上盖工位600用于将已经注入彩泥的彩泥杯800进行自动上盖;传送带700,所述传送带700用于带动生产线流动;plc控制装置,所述plc控制装置用于控制上述工位以及传送带700的运行;沿生产线流动的方向,上述工位的位置依次为所述出杯工位100、取泥注杯工位300以及上盖工位600,所述出泥工位200固定设置于所述取泥注杯工位300的上端,所述取
杯工位400设置于所述取泥注杯工位300的下端。
21.具体在工作时,出杯工位100自动产出空彩泥杯800,传送带700将空彩泥杯800自动送出至取泥注杯工位300,出泥工位200自动产出彩泥,之后,取泥注杯工位300自动取走出泥工位200产出的彩泥并将取到的彩泥注入空的彩泥杯800中,为了使取泥注杯工位300与出泥工位200更好的衔接,在取泥注杯工位300处设置有取杯工位400,取杯工位400将传送带700运送来的空彩泥杯800送至取泥注杯工位300进行取泥注杯操作后,将装有彩泥的彩泥杯800送回生产线上,传送带700将装有彩泥的彩泥杯800运送至上盖工位600,同时上盖工位600还接收到由出盖工位500输送过来的彩泥杯800盖,上盖工位600自动完成将彩泥杯800盖盖至装有彩泥的彩泥杯800上,不断重复以上过程,实现生产线的循环。
22.作为本方案的优选实施方式,所述出杯工位100包括管状结构110,所述管状结构110垂直于生产线设置,所述管状结构110的底部沿生产线的流动侧设置有出杯口120。
23.本实施方式的出杯工位100在工作时,管状结构110中放置有彩泥杯800,当需要进行出杯时,放出空的彩泥杯800,传送带700将空的彩泥杯800从出杯口120处带走,运往取泥注杯工位300。
24.作为本方案的优选实施方式,所述取泥注杯工位300包括:第一旋转电机310,所述第一旋转电机310固定设置于第一机架320上;至少一个取泥注杯机构,所述取泥注杯机构包括固定块331以及推杆电机332,所述固定块331设置于所述第一旋转电机310的转盘420边缘,所述推杆电机332设置于所述第一旋转电机310的转盘420的外表面,所述推杆电机332的推杆333穿过所述固定块331设置;所述第一旋转电机310以及推杆电机332电连接所述plc控制装置。
25.本实施方式的取泥注杯工位300在工作时,出泥工位200进行出泥,之后取泥注杯机构的推杆电机332控制推杆插入出泥工位200所产出的彩泥中,接着,第一旋转电机310控制取有彩泥的固定块331旋转至彩泥杯800的竖直上方,推杆电机332控制推杆333收缩将彩泥注入彩泥杯800中,不断重复以上过程,实现生产线的循环。
26.作为本方案的优选实施方式,所述出泥工位200包括:进料机构210,所述进料机构210包括进料漏斗211以及压料辊筒212,所述进料漏斗211的底部设置有第一出料口213,所述压料辊筒212设置于所述第一出料口213的上端;出料机构220,所述出料机构220包括第二机架221以及出料辊筒222,所述出料辊筒222的筒身设置有斜纹223,所述第二机架221的上端面设置有入料口,所述入料口的尺寸与所述第一出料口213相适配,所述入料口与所述第一出料口213贴合设置,所述第二机架221在所述出料辊筒222辊筒的出料侧对应设置有第二出料口223;闸刀230,所述闸刀230设置于所述第二出料口223的上端,所述闸刀230的刀片与所述第二出料口223位于同一竖直面内;所述压料辊筒212、出料辊筒222以及闸刀230的电机电连接所述plc控制装置。
27.本实施方式的出泥工位200在工作时,首先工作人员先在进料漏斗211完成投料,,压料辊筒212进行压料操作,经过压料辊筒212压制后的彩泥从第一出料口213顺着入料口落入出料辊筒222处,出料辊筒222旋转,通过出料辊筒222上的斜纹223将压制后的彩泥从第二出料口223送出,在取泥注杯工位300的机器进行取料时,plc控制装置控制闸刀230完成彩泥的裁切,完成一次出料。不断重复以上过程,实现生产线的循环。
28.作为本方案的优选实施方式,所述出盖工位500包括:放盖池510;输送机构,所述输送机构包括传送装置,所述传送装置的输入端521连接所述放盖池510,所述传送装置的输出端522连接所述上盖工位600;所述传送装置电连接所述plc控制装置。
29.所述传送装置包括取料带523以及送料带524两个部分,所述取料带523连接所述放盖池510,所述送料带524连接所述上盖工位600,所述取料带523的宽度大于所述送料带524的宽度,且,所述送料带524的宽度比彩泥杯800的盖子的直径宽0.5-1cm。
30.本实施方式的出盖工位500在工作时,取料带523的带身平行设置有卡条525,当取料带523运行时,卡条525从出盖工位500将盖子带至送料带524处,之后送料带524将盖子一个一个地运送至上盖工位600。
31.作为本方案的优选实施方式,所述取杯工位400包括:旋转部,所述旋转部包括第二旋转电机410;取杯部,所述取杯部包括转盘420,所述转盘420的边缘等间距地设置有一圈凹槽430,所述凹槽430用于与彩泥杯800相卡合;输送部,所述输送部包括导轨441以及输送带442;气动开关450,所述气动开关450固定设置于物料入口460处,所述物料入口460为所述取杯部与所述输送部的物料送入的交界位置;所述转盘420与所述第二旋转电机410的转轴固定连接,所述第二旋转电机410以及气动开关450电连接所述plc控制装置。
32.本实施方式的取杯工位400在工作时,当传送带700带动空的彩泥杯800来到气动开关450处时,气动开关450让一对空的彩泥杯800进入取杯部,取杯部将彩泥杯800运送至取泥注杯工位300工作的位置,在完成取泥注杯之后,取杯部将装有彩泥的彩泥杯800送回传送带700,将装有彩泥的彩泥杯800输送至上盖工位600进行上盖。
33.作为本方案的优选实施方式,所述上盖工位600包括:第三机架610,所述第三机架610的一侧设置有进料口611,所述进料口611连接所述传送装置的输出端522;压盖辊筒620,所述压盖辊筒620固定于所述第三机架的上端,所述压盖辊筒620水平设置,所述压盖辊筒620距离生产线平面的高度与所述彩泥杯800上盖后与生产线平面的高度相同。
34.本实施方式的上盖工位600在工作时,当装有彩泥的彩泥杯800被输送至上盖工位600时,出盖工位500的输出端522所送出的盖子落在装有彩泥的彩泥杯800上,之后压盖辊筒620经过压制完成上盖。
35.作为本方案的优选实施方式,所述第三机架610的上端连接螺栓612的一端,所述螺栓612的另一端连接所述压盖辊筒620的安装架,所述安装架上设置有所述压盖辊筒620。
36.以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1