一种自动切割装置及方法与流程
1.本技术涉及电子生产技术的领域,尤其是涉及一种自动切割装置及方法。
背景技术:
2.高温胶带,即高温作业环境下使用的胶粘带,主要用于电子工业用途,耐温性能通常在120℃到260℃之间,具有耐高温、不易融化、不易脱落和不易变性等性能,常用于喷漆、烤漆皮革加工、涂装遮蔽和电子零件制程中固定、印刷电路板及高温处理遮蔽。
3.高温胶带在使用时,需要使用刀片等切割工具按照需求长短进行裁切,现有的裁切方式包括人工裁切和切割机裁切等。人工裁切速度慢,效率低下;高温胶带较宽且薄,使用现有的切割机进行裁切时,虽然效率更高,但裁切出的胶带容易出现打卷、粘连等现象,无法适用于生产线的批量使用。
技术实现要素:
4.本技术的目的包括,提供一种自动切割装置及方法,其能够在启动件正对的胶带放置区没有胶带时,使转盘转动以拉出胶带,在转盘转动到预设的位置时停止转动,对转盘上的胶带进行裁切,使得裁切出的胶带不易出现打卷、粘连等现象。
5.本技术的实施方式可以这样实现:
6.第一方面,本技术提供一种自动切割装置,采用如下的技术方案:
7.一种自动切割装置,包括:
8.底座,所述底座上相对设置有支撑板;
9.转盘,所述转盘转动设置于所述支撑板上,所述转盘用于供从胶带辊上拉出的胶带粘贴,所述转盘的侧壁沿周向划分为多个胶带放置区;
10.第一驱动件,所述第一驱动件设置于所述底座上,用于驱动所述转盘转动;
11.启动件,所述启动件设置于任一所述支撑板上,用于根据所正对的胶带放置区上胶带的有无发出启动信号;
12.转动组件,所述转动组件设置于底座和转盘上,用于在检测到所述转盘转动到预设位置时,发出停止信号;
13.切割模块,所述切割模块设置于转盘和底座上,用于裁切所述转盘上的胶带;
14.控制模块,所述控制模块设置于底座上,用于接收所述启动信号,并根据所述启动信号控制所述第一驱动件启动,还用于接收所述停止信号,根据所述停止信号控制所述第一驱动件关闭,并控制所述切割模块正移或反移来裁切所述转盘上的胶带。
15.可选的,所述启动件包括与控制模块通信连接的检测开关,所述检测开关设置于任一所述支撑板上,所述转盘的各个胶带放置区均开设有检测孔,所述检测开关通过检测孔检测所正对的胶带放置区是否有胶带。
16.可选的,所述转动组件包括感应配合的第一感应开关和第一被感应器,所述第一感应开关设置于任一所述支撑板上,所述第一被感应器为多个,且与所述胶带放置区一一
对应,多个所述第一被感应器沿转盘周向设置于转盘的端面上,该转盘端面靠近设置有第一感应开关的支撑板。
17.可选的,所述第一感应开关为磁感应开关,所述第一被感应器为磁块。
18.可选的,所述切割模块包括正反转触发组件、螺杆、阻转杆、裁切刀和第二驱动件;
19.所述螺杆转动设置于支撑板之间,所述阻转杆设置于支撑板之间,所述螺杆和阻转杆均穿设出所述裁切刀,且所述螺杆和裁切刀螺纹配合;
20.所述正反转触发组件设置于所述支撑板和转盘之间,且所述正反转触发组件与控制模块通信连接,用于在转盘停止转动且已转到预设位置时,发出正转信号或反转信号;
21.所述第二驱动件设置于底座上且与螺杆连接,所述第二驱动件与控制模块通信连接,所述控制模块根据接收的正转信号和反转信号控制第二驱动件的转向。
22.可选的,所述正反转触发组件包括第二感应开关、第二被感应器、第三感应开关和第三被感应器,所述第二被感应器和第三被感应器均为多个,所述第二被感应器和第三被感应器周向且间隔设置于转盘的任一端面上,所述第二被感应器距离转盘中心的距离与第三被感应器距离转盘中心的距离不相等,所述第二感应开关和第三感应开关均设置于所述支撑板上,所述第二感应开关和第三感应开关交替感应触发正转信号或反转信号。
23.可选的,所述第二感应开关和第三感应开关均为磁感应开关,所述第二被感应器和第三被感应器均为磁块。
24.可选的,所述裁切刀包括刀座和刀片,所述螺杆和阻转杆均穿设出所述刀座,且所述螺杆和刀座螺纹配合,所述刀片可拆卸设置于刀座上。
25.可选的,所述自动切割装置还包括安装座,所述安装座设置于底座上,用于供胶带辊转动安装。
26.第二方面,本技术提供一种自动切割方法,采用如下的技术方案:
27.一种自动切割方法,应用于如第一方面所述的自动切割装置,所述方法包括:
28.将胶带拉出并粘贴在所述转盘上,且胶带未覆盖启动件正对的胶带放置区;
29.给自动切割装置供电,所述启动件发送启动信号至控制模块,所述控制模块控制第一驱动件启动以带动转盘转动;
30.所述转盘转动到预设位置后,所述转动组件发出停止信号至控制模块,所述控制模块接收到所述停止信号后控制第一驱动件关闭以使转盘停转,此时所述切割模块启动并正向移动来裁切所述转盘上的胶带;
31.当揭下所述启动件正对的胶带放置区上的胶带时,所述启动件发送启动信号至控制模块,所述控制模块控制第一驱动件启动以带动转盘转动;
32.所述转盘转动到预设位置后,所述转动组件发出停止信号至控制模块,所述控制模块接收到所述停止信号后控制第一驱动件关闭以使转盘停转,此时所述切割模块启动并反向移动来裁切所述转盘上的胶带。
33.本技术实施方式的有益效果包括,例如:
34.本技术提供的一种双面胶切割收集机,启动件在所正对的胶带放置区没有胶带时发送启动信号至控制模块,以使控制模块控制第一驱动件启动以带动转盘转动,转动组件在检测到转盘转动到预设位置时,发送停止信号至控制模块,以使控制模块控制第一驱动件关闭,从而转盘停止转动,同时切割模块对转盘上的胶带进行裁切,如此反复,实现胶带
的自动切割,且胶带放置区始终只有一张裁切后的胶带或没有胶带,从而使得裁切出的胶带不易出现打卷、粘连等现象,进而适用于生产线的批量使用。
附图说明
35.为了更清楚地说明本公开的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本公开的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
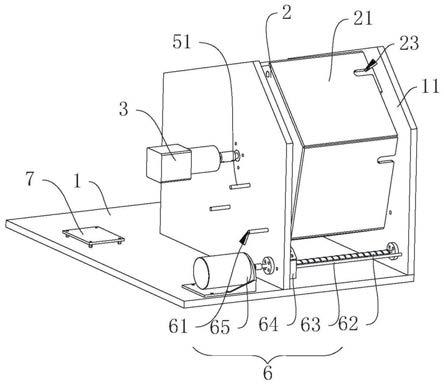
36.图1为本技术实施方式提供的一种自动切割装置的第一结构示意图。
37.图2为本技术实施方式用于展示第一驱动件和转盘之间连接关系的爆炸示意图。
38.图3为本技术实施方式用于展示启动件、转盘和支撑板之间关系的爆炸示意图。
39.图4为本技术实施方式提供的转盘的结构示意图。
40.图5为本技术实施方式提供的裁切刀的结构示意图。
41.图6为本技术实施方式提供的一种自动切割装置的第二结构示意图。
42.附图标记说明:1
‑
底座;11
‑
支撑板;2
‑
转盘;21
‑
胶带放置区;22
‑
转轴;23
‑
检测孔;24
‑
裁切缝;3
‑
第一驱动件;4
‑
启动件;41
‑
检测开关;5
‑
转动组件;51
‑
第一感应开关;52
‑
第一被感应器;6
‑
切割模块;61
‑
正反转触发组件;611
‑
第二感应开关;612
‑
第二被感应器;613
‑
第三感应开关;614
‑
第三被感应器;62
‑
螺杆;63
‑
阻转杆;64
‑
裁切刀;641
‑
刀座;642
‑
刀片;65
‑
第二驱动件;7
‑
控制模块;8
‑
安装座;81
‑
安装槽;9
‑
导向杆;10
‑
胶带辊。
具体实施方式
43.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。通常在此处附图中描述和示出的本发明实施方式的组件可以以各种不同的配置来布置和设计。
44.因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
45.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
46.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
47.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
48.需要说明的是,在不冲突的情况下,本发明的实施方式中的特征可以相互结合。
49.参照图1和图2,本技术提供一种自动切割装置,包括:
50.底座1,底座1上相对固定有支撑板11;
51.转盘2,转盘2转动设置于支撑板11上,转盘2用于供从胶带辊10上拉出的胶带粘贴,转盘2的侧壁沿周向划分为多个胶带放置区21;
52.第一驱动件3,第一驱动件3设置于底座1上,用于驱动转盘2转动;
53.启动件4,启动件4设置于任一支撑板11上,用于根据所正对的胶带放置区21上胶带的有无发出启动信号;
54.转动组件5,转动组件5设置于底座1和转盘2上,用于在检测到转盘2转动到预设位置时,发出停止信号;
55.切割模块6,切割模块6设置于转盘2和底座1上,用于裁切转盘2上的胶带;
56.控制模块7,控制模块7设置于底座1上,用于接收启动信号,并根据启动信号控制所述第一驱动件3启动,还用于接收停止信号,根据停止信号控制第一驱动件3关闭,并控制切割模块6正移或反移来裁切转盘2上的胶带。
57.启动件4在所正对的胶带放置区21没有胶带时发送启动信号至控制模块7,以使控制模块7控制第一驱动件3启动以带动转盘2转动,转动组件5在检测到转盘2转动到预设位置时,发送停止信号至控制模块7,以使控制模块7控制第一驱动件3关闭,从而转盘2停止转动,同时切割模块6对转盘2上的胶带进行裁切,如此反复,实现胶带的自动切割,且胶带放置区21始终只有一张裁切后的胶带或没有胶带,从而使得裁切出的胶带不易出现打卷、粘连等现象,进而适用于生产线的批量使用。
58.参照图2,在本实施方式中,转盘2包括转轴22,转轴22转动穿设出相对固定在底座1的上的支撑板11,第一驱动件3包括第一电机,第一电机的输出轴与转轴22连接。
59.参照图2,转盘2的横截面可以为规则或规则的多边形,转盘2的一个侧面为一个胶带放置区21。
60.参照图2和图3,启动件4包括与控制模块7通信连接的检测开关41,检测开关41安装于任一支撑板11靠近转盘2的面上。转盘2的两端面均开设有凹槽,检测开关41位于凹槽内。转盘2的各个胶带放置区21均开设有检测孔23,且检测孔23位于凹槽的侧壁,检测开关41通过检测孔23检测所正对的胶带放置区21是否有胶带。
61.在本实施方式中,检测开关41为光电开关,通过对检测孔23区域的光束检测来判断所正对的胶带放置区21是否有胶带,若无胶带则发出启动信号。
62.在其他实施方式中,检测开关41可为激光发射接收器,由于设置有检测孔23,当胶带放置区21有胶带时,可以检测到胶带与激光发射接收器的距离,因此,可以将测量到的胶带与激光发射接收器之间距离范围值作为范围阈值,当转盘2转动过程中,激光发射接收器测量到的距离值位于范围阈值内,则表明有胶带,否则发出启动信号。
63.参照图1和图2,进一步的,转动组件5包括感应配合的第一感应开关51和第一被感应器52,第一感应开关51安装于任一支撑板11靠近转盘2的面上,且第一感应开关51与控制模块7通信连接。第一被感应器52为多个,且与胶带放置区21一一对应。多个第一被感应器52沿转盘2周向设置于转盘2的断面上,且位于相邻胶带放置区21交线所在的面上,该转盘2端面靠近设置有第一感应开关51的支撑板11。各个第一被感应器52与转盘2中心之间的距离都相同,第一感应开关51与转盘2中心线之间的垂直距离等于第一被感应器52与转盘2中心之间的距离,因此第一被感应器52能够转动到与第一感应开关51正对的位置处,以能够
被第一感应开关51感应到,从而触发停止信号。
64.需要说明的是,第一感应开关51感应到第一被感应器52时的转盘2的位置均为预设位置。
65.在本实施方式中,第一感应开关51为磁感应开关,第一被感应器52为磁块。
66.在其他实施方式中,第一感应开关51可以为激光接收器、红外接收器等接收器中的任一种,而第一被感应器52可以为与之对应的发射器。
67.参照图1和图2,在上述基础上,切割模块6包括正反转触发组件61、螺杆62、阻转杆63、裁切刀64和第二驱动件65;
68.螺杆62转动设置于支撑板11之间,阻转杆63固定于支撑板11之间,且螺杆62和阻转杆63均穿设出裁切刀64,且螺杆62和裁切刀64螺纹配合;
69.正反转触发组件61设置于支撑板11和转盘2之间,且正反转触发组件61与控制模块7通信连接,用于在转盘2停止转动且已转到预设位置时,发出正转信号或反转信号;
70.第二驱动件65设置于底座1上且与螺杆62连接,第二驱动件65与控制模块7通信连接,控制模块7根据接收的正转信号和反转信号控制第二驱动件65的转向。
71.第二驱动件65驱动螺杆62旋转以能够使裁切刀64沿着螺杆62的长度方向移动,且在此过程中,由于阻转杆63的存在,裁切刀64不会随着螺杆62的转动而转动,即通过螺杆62和阻转杆63的共同作用,第二驱动件65能够驱动裁切刀64沿着螺杆62的长度方向移动。正反转触发组件61能够控制裁切刀64的移动方向,从而往复对转盘2上的胶带进行从切割。
72.参照图3,进一步的,第二驱动件65包括第二电机,第二电机安装于底座1上,且第二电机的输出轴与螺杆62连接。
73.参照图2和图4,正反转触发组件61包括第二感应开关611、第二被感应器612、第三感应开关613和第三被感应器614,第二被感应器612和第三被感应器614均为多个,第二被感应器612和第三被感应器614周向且间隔设置于转盘2的任一端面上,第二被感应器612距离转盘2中心的距离与第三被感应器614距离转盘2中心的距离不相等。第二感应开关611和第三感应开关613均设置于支撑板11上,第二感应开关611和第三感应开关613交替感应触发正转信号或反转信号。此外,第二感应开关611与转盘2中心线的垂直距离等于第二被感应器612与转盘2中心之间的距离,第三感应开关613与转盘2中心线的垂直距离等于第三被感应器614与转盘2中心线之间的距离。
74.因此,若转盘2前一次停止时是第二感应开关611与第二被感应器612感应配合触发的正转信号,那么转盘2后一次停止转动时,则第三感应开关613和第三被感应器614感应配合触发反转信号,即转盘2停止转动且要进行胶带裁切时,要么发出正转信号,要么发出反转信号。正转信号和反转信号间隔交替触发,能够驱动裁切刀64沿螺杆62的长度方向间隔正向移动和反向移动,往复裁切转盘2上的胶带。
75.具体的,在本实施方式中,第二感应开关611和第三感应开关613均为磁感应开关,第二被感应器612和第三被感应器614均为磁块。
76.在其他实施方式中,第二感应开关611和第三感应开关613均可以为激光接收器、红外接收器等接收器中的任一种,而第二被感应器612和第三被感应器614均可以为与之对应的发射器。
77.进一步的,第一感应开关51、第二感应开关611和第三感应开关613均可以位于转
盘2横截面的同一条穿心线所在的面上,以使得转盘2停转时,能够一并触发正转信号或反转信号,从而切割模块6能够在转盘2停止时立即进行胶带切割。
78.参照图5,裁切刀64包括刀座641和刀片642,螺杆62和阻转杆63均穿设出刀座641,且螺杆62和刀座641螺纹配合,刀片642可拆卸设置于刀座641上。相邻胶带放置区21之间形成裁切缝24,裁切刀64的刀尖始终位于裁切缝24所在的线上。
79.作为可拆卸设置的一种实施方式,可拆卸设置包括螺钉/螺纹配合、插销/销孔配合等。
80.参照图6,自动切割装置还包括安装座8,安装座8固定于底座1上,且安装座8上开设有安装槽81,用于供胶带辊10安装。
81.参照图6,在上述基础上,自动切割装置还包括导向杆9,导向杆9固定于支撑板11上,导向杆9的长度方向与胶带辊10的长度方向一致,且导向杆9位于转盘2和安装座8之间,从胶带辊10上拉出的胶带绕过导向杆9后粘贴至转盘2上。导向杆9能将拉出的胶带展开,并对拉出的胶带起到导向的作用,使拉出的胶带能够更贴服地粘贴于转盘2上。
82.本技术实施方式还提供一种自动切割方法,该自动切割方法应用于上述的自动切割装置,当自动切割装置进行首次切割时,该方法包括一下步骤:
83.步骤101,将胶带拉出并粘贴在转盘2上,且胶带未覆盖启动件4正对的胶带放置区21。
84.步骤102,给自动切割装置供电,启动件4发送启动信号至控制模块7,控制模块7控制第一驱动件3启动以带动转盘2转动。
85.步骤103,转盘2转动到预设位置后,转动组件5发出停止信号至控制模块7,控制模块7接收到停止信号后控制第一驱动件3关闭以使转盘2停转,此时切割模块6启动并正向移动来裁切转盘2上的胶带。
86.步骤104,当揭下启动件4正对的胶带放置区21上的胶带时,启动件4发送启动信号至控制模块7,控制模块7控制第一驱动件3启动以带动转盘2转动;
87.步骤105,转盘2转动到预设位置后,转动组件5发出停止信号至控制模块7,控制模块7接收到所述停止信号后控制第一驱动件3关闭以使转盘2停转,此时切割模块6启动并反向移动来裁切转盘2上的胶带。
88.参照图,具体的,当自动切割装置上已进行过胶带裁切,且转盘2上有已裁切好的胶带时,则该自动切割方法包括以下步骤:
89.步骤201,当揭下检测开关41正对的胶带放置区21的胶带后,检测开关41发出启动信号至控制模块7,控制模块7控制第一电机启动以带动转盘2转动。
90.步骤202,当转盘2旋转带动第一被感应器52与第一被感应器52正对时,第一感应开关51触发并发送停止信号至控制模块7,控制模块7接收到停止信号后控制第一电机关闭以使转盘2停转。
91.步骤203,转盘2停转的同时,第二感应开关611与第二被感应器612刚好正对,第二感应开关611触发并发送正转信号至控制模块7,控制模块7接收到正转信号后控制第二电机正转,裁切刀64正移以裁切胶带。
92.步骤204,当揭下检测开关41正对的胶带放置区21的胶带后,检测开关41发出启动信号至控制模块7,控制模块7控制第一电机启动以带动转盘2转动。
93.步骤205,当转盘2旋转带动第一被感应器52与第一被感应器52正对时,第一感应开关51触发并发送停止信号至控制模块7,控制模块7接收到停止信号后控制第一电机关闭以使转盘2停转。
94.步骤206,转盘2停转的同时,第三感应开关613与第三被感应器614刚好正对,第三感应开关613触发并发送反转信号至控制模块7,控制模块7接收到反转信号后控制第二电机反转,裁切刀64反移以裁切胶带。
95.按照以上步骤,每当揭下检测开关41正对的胶带放置区21的胶带后,周而复始地进行胶带裁切,以实现胶带的自动切割。且将每个胶带放置区21的大小设置为相等时,则能实现胶带的定长切割。
96.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1