一种原料运输方法、装置、系统与流程
1.本技术涉及原料运输技术领域,具体涉及一种原料运输方法、装置、系统。
背景技术:
2.目前,工程上经常会使用大量的骨料(骨料是在混凝土中起骨架或填充作用的粒状松散材料),在传送骨料时需要中间仓的开启或者关闭,将适量的骨料传送至搅拌主机进行搅拌。然而根据骨料配方和重量不同,导致中间仓的仓门开启时间或关闭时间不同。现有技术中,通常采用手动操作实现中间仓仓门的开启和关闭,以使骨料传送至搅拌站,由于手动操作中间仓仓门时,仓门的开启时间和关闭时间受操作人员的经验和临场发挥等因素影响较大,从而导致骨料传送的准确度比较低。
技术实现要素:
3.为了解决上述技术问题,提出了本技术。本技术的实施例提供了一种原料传输方法、装置、系统,从而解决骨料传送的准确度低的问题。
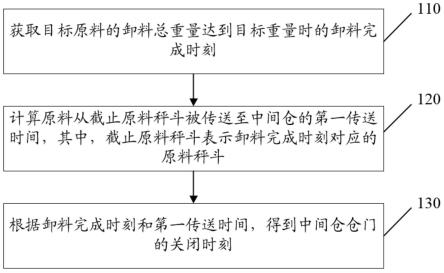
4.根据本发明的一方面,提供了一种原料运输方法,包括:获取所述目标原料的卸料总重量达到所述目标重量时的卸料完成时刻;计算原料从截止原料秤斗被传送至中间仓的第一传送时间;其中,所述截止原料秤斗表示所述卸料完成时刻对应的原料秤斗;以及根据所述卸料完成时刻和所述第一传送时间,得到所述中间仓仓门的关闭时刻。
5.在一实施例中,所述计算所述原料从截止原料秤斗被传送至中间仓的第一传送时间包括:计算原料从所述截止原料秤斗卸料至平皮带的第一时间;计算原料从所述平皮带对应所述截止原料秤斗的位置被传送到斜皮带的第二时间;其中所述斜皮带以预设角度与所述平皮带连接;计算原料从所述斜皮带靠近所述平皮带一端被传送至所述中间仓的第三时间;以及根据所述第一时间、所述第二时间以及所述第三时间,计算所述第一传送时间。
6.在一实施例中,所述计算原料从所述截止原料秤斗卸料至平皮带的第一时间包括:获取原料从所述截止原料秤斗卸料至所述平皮带时的卸料速度;确定所述截止原料秤斗至所述平皮带的高度;以及根据所述卸料速度、重力加速度、所述高度以及所述目标重量,计算得到第一时间。
7.在一实施例中,所述计算原料从所述平皮带对应所述截止原料秤斗的位置被传送到斜皮带的第二时间包括:获取所述平皮带的第一传送速度;计算对应位置与第一连接点位置之间的第一长度;其中,所述对应位置表示所述平皮带上对应所述截止原料秤斗的位置,所述第一连接点位置表示所述平皮带与所述斜皮带之间的连接位置;以及根据所述第一长度以及所述第一传送速度,计算得到第二时间。
8.在一实施例中,所述计算原料从所述斜皮带靠近所述平皮带一端被传送至所述中间仓的第三时间包括:获取所述第一连接点位置与第二连接点位置之间的第二长度和第二传送速度;其中,所述第二连接点位置表示所述斜皮带与所述中间仓之间的连接位置;以及根据所述第二长度和所述第二传送速度,计算得到第三时间。
9.在一实施例中,在所述获取所述目标原料卸料总重量达到目标重量时的卸料完成时刻之前,还包括:累计计量所述目标原料卸料的累计重量;获取所述累计重量达到预设重量值时的初始时刻;其中,所述预设重量值小于或等于所述目标重量且所述预设重量值大于零;计算原料从所述初始时刻正在卸料的原料秤斗至所述中间仓的第二传送时间;以及根据所述初始时刻和所述第二传送时间,得到所述中间仓仓门的开启时刻。
10.在一实施例中,所述计算原料从所述初始时刻正在卸料的原料秤斗至所述中间仓的第二传送时间包括:计算原料从起始原料秤斗卸料至平皮带的第四时间;其中,所述起始原料称斗表示所述累计重量达到预设重量值对应的原料秤斗;计算原料从平皮带对应所述起始原料秤斗的位置到斜皮带的第五时间;其中所述斜皮带以预设角度与所述平皮带连接;计算原料从所述斜皮带至所述中间仓的第六时间;以及根据所述第四时间、所述第五时间以及所述第六时间,计算得到所述第二传送时间。
11.在一实施例中,所述计算原料从截止原料秤斗被传送至中间仓的第一传送时间包括:获取所述目标原料的类型和目标重量;其中所述目标原料的类型包括至少一种;根据所述目标原料的类型,确定所述目标原料对应的原料秤斗的位置信息;根据所述原料秤斗的位置信息,确定所述截止原料秤斗的位置;计算所述原料从所述截止原料秤斗的位置被传送至所述中间仓的第一传送时间。
12.在一实施例中,所述根据所述卸料完成时刻和所述第一传送时间,得到所述中间仓仓门的关闭时刻,包括:根据所述卸料完成时刻和所述第一传送时间,计算预估时刻;根据所述预估时刻和预设提前时长,确定所述中间仓仓门的关闭时刻;或者,根据所述预估时刻和预设延后时长,确定所述中间仓仓门的关闭时刻。
13.根据本发明的另一方面,提供了一种原料运输装置,包括:时刻获取模块,用于获取所述目标原料的卸料总重量达到所述目标重量时的卸料完成时刻;计算模块,用于计算原料从截止原料秤斗被传送至中间仓的第一传送时间;其中,所述截止原料秤斗表示所述卸料完成时刻对应的原料秤斗;以及仓门关闭模块,用于根据所述卸料完成时刻和所述第一传送时间,得到所述中间仓仓门的关闭时刻。
14.根据本发明的另一方面,提供了一种原料运输系统,包括:原料秤斗,所述原料秤斗用于计量目标原料;传送皮带,所述传送皮带包括平皮带和斜平带,所述传送皮带用于运输所述目标原料;其中所述平皮带设于所述原料秤斗的下方,所述平皮带与所述斜皮带连接;中间仓,所述中间仓设于所述斜平带远离所述平皮带的下方,所述中间仓用于暂储所述目标原料;以及控制器,所述控制器用于:获取目标原料的卸料总重量达到所述目标重量时的卸料完成时刻;计算原料从截止原料秤斗被传送至中间仓的第一传送时间;其中,所述截止原料秤斗表示所述卸料完成时刻对应的原料秤斗;以及根据所述卸料完成时刻和所述第一传送时间,得到所述中间仓仓门的关闭时刻。
15.根据本发明的另一方面,提供了一种搅拌站包括上述的原料运输系统。
16.本技术提供的一种原料运输方法、装置、系统,包括:获取目标原料的卸料总重量达到目标重量时的卸料完成时刻,计算原料从截止原料秤斗被传送至中间仓的第一传送时间,其中,截止原料秤斗表示卸料完成时刻对应的原料秤斗,以及根据卸料完成时刻和第一传送时间,得到中间仓仓门的关闭时刻。通过获取卸料完成时刻和计算原料的传送时间,以得到中间仓仓门的关闭时刻,这样,使得仓门的关闭时间不容易受到操作人员的经验和临
场发挥等因素影响,更加精准,从而能够提高原料传送的准确度,并且减少原料的堆积机遇。
附图说明
17.通过结合附图对本技术实施例进行更详细的描述,本技术的上述以及其他目的、特征和优势将变得更加明显。附图用来提供对本技术实施例的进一步理解,并且构成说明书的一部分,与本技术实施例一起用于解释本技术,并不构成对本技术的限制。在附图中,相同的参考标号通常代表相同部件或步骤。
18.图1是本技术一示例性实施例提供的原料运输系统的示意图。
19.图2是本技术一示例性实施例提供的原料运输方法的流程示意图。
20.图3是本技术一示例性实施例提供的第一传送时间计算方法的流程示意图。
21.图4是本技术另一示例性实施例提供的第一时间计算方法的流程示意图。
22.图5是本技术一示例性实施例提供的第二时间计算方法的流程示意图。
23.图6是本技术一示例性实施例提供的第三时间计算的流程示意图。
24.图7是本技术另一示例性实施例提供的原料运输方法的流程示意图
25.图8是本技术一示例性实施例提供的原料运输装置的示意图。
26.图9是本技术另一示例性实施例提供的原料运输装置的示意图。
27.图10是本技术另一示例性实施例提供的原料运输装置的示意图。
28.图11是本技术一示例性实施例提供的电子设备的结构图。
具体实施方式
29.下面,将参考附图详细地描述根据本技术的示例实施例。显然,所描述的实施例仅仅是本技术的一部分实施例,而不是本技术的全部实施例,应理解,本技术不受这里描述的示例实施例的限制。
30.图1是本技术一示例性实施例提供的原料运输系统的示意图。如图1所示,原料运输系统30可以包括:
31.原料秤斗31、传送皮带32、中间仓33以及控制器34,原料秤斗31用于计量目标原料。传送皮带32包括平皮带320和斜平带321,传送皮带32用于运输目标原料,其中平皮带320设于原料秤斗31的下方,平皮带320与斜皮带321连接。中间仓33设于斜平带321远离平皮带320的下方,中间仓33的仓门用于打开或者关闭,中间仓33用于暂储目标原料。控制器34分别与原料秤斗31以及中间仓33连接。控制器31可控制原料秤斗31卸料,控制器31可控制中间仓33打开或者关闭。控制器31通过原料秤斗卸料位置确定出当前需要哪个原料秤斗31卸料,则控制器口控制对应的目标原料秤斗31进行卸料。控制器分别与原料秤斗31以及中间仓33连接,从而实现原料秤斗31可以自动地在任意时刻进行卸料,以及中间仓33可以自动地到达关闭时刻关闭或者开启时刻开启。
32.在一实施例中,该原料运输系统30还包括数据库,数据库分别与原料秤斗连接的第一传感器和与传送皮带连接的第二传感器通信连接,数据库与控制器通信连接,数据库用于存储原料秤斗和传送皮带的数据。第一传感器可以采集原料秤斗卸料的重量以及卸料时刻。第二传感器用于采集传送皮带的卸料速度或者卸料到传送皮带的重量。第一传感器
和第二传感器将采集到的数据上传给数据库存储。
33.在一实施例中,搅拌站包括:上述原料运输系统。
34.图2是本技术一示例性实施例提供的原料运输方法的流程示意图。本实施例可应用在搅拌站的控制器上,如图2所示,包括如下步骤:
35.步骤110:获取目标原料的卸料总重量达到目标重量时的卸料完成时刻。
36.当卸料总重量达到目标重量时,获取卸料完成时刻,即在卸料过程中,不断累计计量卸料时对应的原料总重量,当达到目标重量时,说明在该时刻时卸料完成,因此可以准确的获取卸料完成时刻,以便于后续操作。
37.步骤120:计算原料从截止原料秤斗被传送至中间仓的第一传送时间,其中,截止原料秤斗表示卸料完成时刻对应的原料秤斗。
38.当卸料总重量达到目标重量时,识别最后卸料的目标原料对应的原料秤斗,记该原料秤斗为截止原料秤斗。通过计算原料从截止原料秤斗卸料至中间仓的时间,确定第一传送时间,即最后的原料由原料秤斗被传送至中间仓的时间。
39.步骤130:根据卸料完成时刻和第一传送时间,得到中间仓仓门的关闭时刻。
40.通过上述得到的卸料完成时刻和第一传送时间,就可以确定中间仓仓门的关闭时刻,从而阻断原料从中间仓传送至搅拌站等其他部件,以防止过多的原料进入到搅拌站中,实现精确搅拌,也能避免搅拌站负荷过大。
41.本技术提供的一种原料运输方法,包括:获取目标原料的卸料总重量达到目标重量时的卸料完成时刻。计算原料从截止原料秤斗被传送至中间仓的第一传送时间,其中,截止原料秤斗表示卸料完成时刻对应的原料秤斗,以及根据卸料完成时刻和第一传送时间,得到中间仓仓门的关闭时刻。通过精确获取卸料完成时刻和计算原料的传送时间,以得到中间仓仓门的精确关闭时刻,这样,使得仓门的关闭时间不容易受到操作人员的经验和临场发挥等因素影响,更加精准,从而能够提高原料传送的准确度,并且减少原料的堆积机遇。图3是本技术一示例性实施例提供的第一传送时间计算方法的流程示意图。如图3所示,在上述实施例的基础上,步骤120可包括如下步骤:
42.步骤121:计算原料从截止原料秤斗卸料至平皮带的第一时间。
43.原料从截止原料秤斗卸料至平皮带这一过程中,原料在下落到平皮带时有一下落时间,该下落时间为第一时间。通过计算得到第一时间,从而准确计算得到第一传送时间。
44.步骤122:计算原料从平皮带对应所述截止原料秤斗的位置被传送到斜皮带的第二时间,其中斜皮带以预设角度与平皮带连接。
45.确定原料从截止原料秤斗卸料至平皮带对应的位置。计算原料从该位置传送到斜皮带的时间,该时间为第二时间,其中斜皮带以预设角度与平皮带连接,该预设角度可以为120度。计算得到该第二时间,从而准确计算得到第一传送时间。
46.步骤123:计算原料从斜皮带靠近平皮带一端被传送至中间仓的第三时间。
47.原料从原料秤斗下落到平皮带,然后从平皮带传送至斜皮带,再从斜皮带传送至中间仓,在此基础上,原料下落到平皮带的时间以及从平皮带传送至斜皮带的时间均已计算得到,还需要再计算原料从斜皮带传送至中间仓的时间。计算原料从斜皮带传送至中间仓的时间,该时间为第三时间。通过计算得到第三时间,从而准确计算得到第一传送时间。
48.步骤124:根据第一时间、第二时间以及第三时间,计算第一传送时间。
49.将上述计算得到的第一时间、第二时间以及第三时间相加,得到准确的第一转送时间。
50.图4是本技术另一示例性实施例提供的第一时间计算方法的流程示意图。如图4所示,在上述实施例的基础上,步骤121可包括如下步骤:
51.步骤1211:获取原料从截止原料秤斗卸料至平皮带时的卸料速度。
52.因重力影响,原料从截止原料称斗卸料至平皮带的卸料速度存在变化,即该卸料速度为变速,该卸料速度可以实时检测出来,也可转换成波形图,从波形图中的某个峰值或者某个点确定此时的卸料速度。通过获取卸料速度,以使计算的第一时间更加准确。
53.步骤1212:确定截止原料秤斗至平皮带的高度。
54.原料从截止原料称斗至平皮带落下,即截止原料称斗至平皮带存在高度。确定该高度,得到卸料至平皮带的距离,以使计算得到的第一时间更加准确,其中该高度可以实际测量出来,也可用传感器识别。
55.步骤1213:根据卸料速度、重力加速度、高度以及目标重量,计算得到第一时间。
56.考虑到原料因重力的影响下落,因在计算过程中需加上重力加速度计算第一时间,则第一时间的计算公式为其中g为重力加速度。
57.图5是本技术一示例性实施例提供的第二时间计算方法的流程示意图。
58.如图5所示,在上述实施例的基础上,步骤122可包括如下步骤:
59.步骤1221:获取平皮带的第一传送速度。
60.平皮带存在一定长度,原料从截止原料称斗对应的平皮带位置被传送至斜皮带需要一定的时长,通过获取平皮带的第一传送速度,从而准确的计算原料从截止原料称斗对应的平皮带位置被传送至斜皮带的时长。
61.步骤1222:计算对应位置与第一连接点位置之间的第一长度,其中,对应位置表示平皮带上对应截止原料秤斗的位置,第一连接点位置表示平皮带与斜皮带之间的连接位置。
62.计算对应位置与连接位置之间的长度,即原料从截止原料称斗对应的平皮带位置被传送至斜皮带的距离(第一长度),以准确计算得到的原料从截止原料称斗对应的平皮带位置被传送至斜皮带的时长,其中第一长度实际小于平皮带总长度。
63.步骤1223:根据第一长度以及第一传送速度,计算得到第二时间。
64.根据上述计算得到的第一长度以及第一传送速度,则第二时间等于第一长度/第一传送速度,从而计算得到更为准确的第二时间。
65.图6是本技术一示例性实施例提供的第三时间计算的流程示意图。如图6所示,在上述实施例的基础上,步骤123可包括如下步骤:
66.步骤1231:获取第一连接点位置与第二连接点位置之间的第二长度第二长度和第二传送速度,其中,第二连接点位置表示斜皮带与中间仓之间的连接位置。
67.原料从平皮带传送至斜皮带,并从斜皮带传送至中间仓时,获取斜皮带的第二长度,该第二长度为斜皮带的总长度,因斜皮带在传送时存在一恒定速度,该恒定速度为第二传送速度。另外,第一连接点位置也可以取平皮带与斜皮带与之连接的任意一点,也可以是斜皮带上的某一点。第二连接点位置也可以是斜皮带与中间仓连接的任意一点,也可以是
斜皮带上的某一点。
68.步骤1232:根据第二长度和第二传送速度,计算得到第三时间。
69.由上述可知,第三时间等于第二长度/第二传送速度,则获得的第三时间更为准确。
70.图7是本技术另一示例性实施例提供的原料运输方法的流程示意图。如图7所示,在上述实施例的基础上,在步骤110之前,该原料运输方法可包括如下步骤:
71.步骤140:累计计量目标原料卸料的累计重量。
72.设定需要卸料的原料,根据该原料对应的类型,确定对应的原料称斗,其中该原料可以为多种。那么在卸料过程中实时监测卸料过程中每个原料秤斗卸料的重量,累计计量卸料时所有目标原料的累计重量。
73.步骤150:获取累计重量达到预设重量值时的初始时刻,其中,预设重量值小于或等于目标重量且预设重量值大于零。
74.当累计重量达到预设重量值时,该预设重量值可以预先设定且该预设重量值小于或等于目标重量,例如该预设重量值可以是目标重量的30%,或者直接设置为一个较小的定值,以保证原料不会在中间仓堆积。然后当累计重量达到预设重量值时,获取对应的初始时刻。另外,平皮带也可以只有检测到有重量落在平皮带上时才进行传动。例如,预设重量值达到目标重量的30%的时候,平皮带才进行传动。或者得到目标重量时,平皮带才进行传动。
75.步骤160:计算原料从初始时刻正在卸料的原料秤斗至中间仓的第二传送时间。
76.确定达到预设重量值时对应的正在卸料的原料称斗。计算原料从该原料称斗被传送至中间仓的第二传送时间。
77.在一实施例中,步骤160的具体实现方式可以是:计算原料从起始原料秤斗卸料至平皮带的第四时间,起始原料称斗表示累计重量达到预设重量值对应的原料秤斗;计算原料从平皮带对应起始原料秤斗卸料的位置到斜皮带的第五时间,其中斜皮带以预设角度与平皮带连接;计算原料从斜皮带至中间仓的第六时间;根据初始时刻、第四时间、第五时间以及第六时间计算得到第二传送时间,其中第二传送时间等于第四时间、第五时间以及第六时间之和。
78.在一实施例中,计算原料起始原料秤斗卸料至平皮带的第四时间具体可以包括:获取原料从起始原料秤斗卸料至平皮带时的卸料速度;确定起始原料秤斗至平皮带的高度;根据卸料速度、重力加速度、高度以及预设重量值,计算得到第四时间。考虑到原料因重力的影响下落,因在计算过程中需加上重力加速度,则第一时间的计算公式为力的影响下落,因在计算过程中需加上重力加速度,则第一时间的计算公式为
79.在一实施例中,计算起始原料秤斗卸料至平皮带对应的位置到斜皮带的第五时间具体可以包括:获取平皮带的第一传送速度;计算对应位置与第一连接点位置之间的第三长度,其中,对应位置表示原料从起始原料秤斗卸料到平皮带对应的位置,第一连接点位置表示平皮带与斜皮带之间的连接位置;根据第三长度以及第一传送速度,计算得到第五时间。根据上述计算得到的第三长度以及第一传送速度,则第五时间的公式为第三长度/第一传送速度,则该第五时间计算得到的更为准确。
80.在一实施例中,计算原料从斜皮带至中间仓的第六时间具体可以包括:获取第一连接点位置与第二连接点位置之间的第二长度和第二传送速度,其中,第二连接点位置表示斜皮带与中间仓之间的连接位置,根据第二长度和第二传送速度,计算得到第六时间。由上述可知,第六时间的计算公式为第二长度/第二传送速度,则获得的第六时间更为准确。第三时间与第六时间相等。
81.步骤170:根据初始时刻和第二传送时间,得到中间仓仓门的开启时刻。
82.根据上述的初始时刻和第二传送时间,计算初始时刻与第二传送时间的和,得到中间仓仓门的开启时刻,从而将原料传送至搅拌站,以提高原料传送的准确度。
83.在一实施例中,步骤120具体实现方式可以是:获取目标原料的类型和目标重量;其中目标原料的类型包括至少一种,根据目标原料的类型,确定目标原料对应的原料秤斗的位置信息,根据原料秤斗的位置信息,确定截止原料秤斗的位置,计算原料从截止原料秤斗的位置被传送至中间仓的第一传送时间。
84.获取目标原料的类型,目标原料的类型包括至少一种,该类型包括卵石、碎石、废渣、河砂、湖砂、山砂和淡化海砂等。根据需要可以设定不同类型的原料组合在一起,例如可以将卵石、湖砂以及碎石组合在一起。并获取目标重量,该目标重量可以是原料组合在一起的总重量。因此获取目标原料的类型可以清楚的知道需要运输哪种原料。通过获取目标重量可确定总共需要传送多少重量的原料。
85.原料秤斗可以称量目标原料的重量,例如原料秤斗有20公斤的原料,在卸料过程中,原料秤斗内剩余10公斤,因此实际卸料10公斤。另外,每个原料秤斗可以对应一种类型的目标原料,例如总共有3个原料秤斗,第一个原料秤斗可以仅卸料碎石,第二个原料秤斗可以仅卸料卵石,第三个原料秤斗可以仅卸料湖砂。因此可以根据目标原料的类型,确定该目标原料对应的原料秤斗的位置信息,该位置信息可反应出该原料秤斗的排列有顺序,因此可以较快速的识别出原料秤斗的位置。当然,也可以是多种原料公用一个原料秤斗。确定出来需要卸料的原料秤斗,就可以确定出卸料完成的截止原料秤斗的位置,然后计算原料从截止原料秤斗的位置被传送至中间仓的第一传送时间。
86.在一实施例中,步骤130可以具体实施为:根据卸料完成时刻和第一传送时间,计算预估时刻,根据预估时刻和预设提前时长,确定中间仓仓门的关闭时刻,或者,根据预估时刻和预设延后时长,确定中间仓仓门的关闭时刻。
87.因为考虑到卸料时的环境或者其他因素影响了卸料的时间,因此可预估时刻,通过卸料时的环境或者目标原料实际的状态,设定预设提前时刻或者预设延后时刻,确定中间仓仓门的关闭时刻,从而减少环境和其他因素对确定关闭时刻的影响。例如,如果目标原料在传送皮带上打滑往后行驶了一段距离,那么可设定一预设延后时长,根据预估时刻和预设延后时长之间的和,确定中间仓仓门的关闭时刻。或者如果目标原料在传送皮带上打滑向中间仓行驶了一段距离,那么需设定一预设提前时长,根据预估时刻与预设提前时长之间的差,确定中间仓仓门的关闭时刻。
88.综上,可在获取目标原料的类型和目标重量之前建立数据库,在数据库中存储平皮带的传送速度、长度。斜皮带的传送速度、长度。原料秤斗的宽度和间隔距离,以及原料秤斗的卸料速度和原料的重量等。在实际中,可直接调取数据库中的数据应用,从而节省计算时间以及提高计算效率。
89.图8是本技术一示例性实施例提供的原料运输装置的示意图。如图8所示,该原料运输装置20包括:时刻获取模块201,用于获取目标原料的卸料总重量达到目标重量时的卸料完成时刻,计算模块202,用于计算原料从截止原料秤斗被传送至中间仓的第一传送时间,其中,截止原料秤斗表示卸料完成时刻对应的原料秤斗,以及仓门关闭模块203,用于根据卸料完成时刻和第一传送时间,得到中间仓仓门的关闭时刻。
90.本实施例提供一种原料运输装置,时刻获取模块201获取目标原料的卸料总重量达到目标重量时的卸料完成时刻,计算模块202计算原料从截止原料秤斗被传送至中间仓的第一传送时间,其中,截止原料秤斗表示卸料完成时刻对应的原料秤斗,以及仓门关闭模块203根据卸料完成时刻和第一传送时间,得到中间仓仓门的关闭时刻。通过精确获取卸料完成时刻和计算原料的传送时间,以得到中间仓仓门的精确关闭时刻,这样,使得仓门的关闭时间不容易受到操作人员的经验和临场发挥等因素影响,更加精准,从而能够提高原料传送的准确度,并且减少原料的堆积机遇。
91.图9是本技术另一示例性实施例提供的原料运输装置的示意图。如图9所示,计算模块202可以包括:
92.第一时间计算单元2021,用于计算原料从截止原料秤斗卸料至平皮带的第一时间。
93.第二时间计算单元2022,用于计算原料从平皮带对应截止原料秤斗的位置被传送到斜皮带的第二时间;其中斜皮带以预设角度与平皮带连接。
94.第三时间计算单元2023,用于计算原料从斜皮带靠近平皮带一端被传送至中间仓的第三时间。
95.相加单元2024,用于根据第一时间、第二时间以及第三时间,计算第一传送时间。
96.在一实施例中,第一时间计算单元2021可以进一步配置为:获取原料从截止原料秤斗卸料至平皮带时的卸料速度,确定截止原料秤斗至平皮带的高度,根据卸料速度、重力加速度、高度以及目标重量,计算得到第一时间。
97.在一实施例中,第二时间计算单元2022可以进一步配置为:获取平皮带的第一传送速度,计算对应位置与第一连接点位置之间的第一长度,其中,对应位置表示平皮带上对应截止原料秤斗的位置,第一连接点位置表示平皮带与斜皮带之间的连接位置,根据第一长度以及第一传送速度,计算得到第二时间。
98.在一实施例中,第三时间计算单元2023可以进一步配置为:获取第一连接点位置与第二连接点位置之间的第二长度和第二传送速度;其中,第二连接点位置表示斜皮带与中间仓之间的连接位置,根据第二长度和第二传送速度,计算得到第三时间。
99.图10是本技术另一示例性实施例提供的原料运输装置的示意图。如图10所示,在时刻获取模块201之前可以包括:
100.累计模块204,用于累计计量目标原料卸料的累计重量。
101.初始时刻获取模块205,用于获取累计重量达到预设重量值时的初始时刻,其中,预设重量值小于或等于目标重量且预设重量值大于零。
102.第二传送时间计算模块206,用于计算原料从初始时刻正在卸料的原料秤斗至中间仓的第二传送时间。
103.开启时刻得到模块207,用于根据初始时刻和第二传送时间,得到中间仓仓门的开
启时刻。
104.在一实施例中,第二传送时间计算模块206可以进一步配置为:计算原料从起始原料秤斗卸料至平皮带的第四时间;其中,起始原料称斗表示累计重量达到预设重量值对应的原料秤斗;计算原料从平皮带对应起始原料秤斗的位置到斜皮带的第五时间;其中斜皮带以预设角度与平皮带连接;计算原料从斜皮带至中间仓的第六时间;以及根据第四时间、第五时间以及第六时间,计算得到第二传送时间。
105.在一实施例中,计算模块202可以进一步配置为:获取目标原料的类型和目标重量;其中目标原料的类型包括至少一种;根据目标原料的类型,确定目标原料对应的原料秤斗的位置信息;根据原料秤斗的位置信息,确定截止原料秤斗的位置;计算原料从截止原料秤斗的位置被传送至中间仓的第一传送时间。在一实施例中,仓门关闭模块203可以进一步配置为:根据卸料完成时刻和第一传送时间,计算预估时刻,根据预估时刻和预设提前时长,确定中间仓仓门的关闭时刻,或者,根据预估时刻和预设延后时长,确定中间仓仓门的关闭时刻。
106.下面,参考图11来描述根据本技术实施例的电子设备。该电子设备可以是第一设备和第二设备中的任一个或两者、或与它们独立的单机设备,该单机设备可以与第一设备和第二设备进行通信,以从它们接收所采集到的输入信号。
107.图11图示了根据本技术实施例的电子设备的框图。
108.如图11所示,电子设备10包括一个或多个处理器11和存储器12。
109.处理器11可以是中央处理单元(cpu)或者具有数据处理能力和/或指令执行能力的其他形式的处理单元,并且可以控制电子设备10中的其他组件以执行期望的功能。
110.存储器12可以包括一个或多个计算机程序产品,所述计算机程序产品可以包括各种形式的计算机可读存储介质,例如易失性存储器和/或非易失性存储器。所述易失性存储器例如可以包括随机存取存储器(ram)和/或高速缓冲存储器(cache)等。所述非易失性存储器例如可以包括只读存储器(rom)、硬盘、闪存等。在所述计算机可读存储介质上可以存储一个或多个计算机程序指令,处理器11可以运行所述程序指令,以实现上文所述的本技术的各个实施例的原料运输方法以及/或者其他期望的功能。在所述计算机可读存储介质中还可以存储诸如输入信号、信号分量、噪声分量等各种内容。
111.在一个示例中,电子设备10还可以包括:输入装置13和输出装置14,这些组件通过总线系统和/或其他形式的连接机构(未示出)互连。
112.在该电子设备是单机设备时,该输入装置13可以是通信网络连接器,用于从第一设备和第二设备接收所采集的输入信号。
113.此外,该输入装置13还可以包括例如键盘、鼠标等等。
114.该输出装置14可以向外部输出各种信息,包括确定出的距离信息、方向信息等。该输出装置14可以包括例如显示器、扬声器、打印机、以及通信网络及其所连接的远程输出设备等等。
115.当然,为了简化,图11中仅示出了该电子设备10中与本技术有关的组件中的一些,省略了诸如总线、输入/输出接口等等的组件。除此之外,根据具体应用情况,电子设备10还可以包括任何其他适当的组件。
116.所述计算机程序产品可以以一种或多种程序设计语言的任意组合来编写用于执
行本技术实施例操作的程序代码,所述程序设计语言包括面向对象的程序设计语言,诸如java、c++等,还包括常规的过程式程序设计语言,诸如“c”语言或类似的程序设计语言。程序代码可以完全地在用户计算设备上执行、部分地在用户设备上执行、作为一个独立的软件包执行、部分在用户计算设备上部分在远程计算设备上执行、或者完全在远程计算设备或服务器上执行。
117.所述计算机可读存储介质可以采用一个或多个可读介质的任意组合。可读介质可以是可读信号介质或者可读存储介质。可读存储介质例如可以包括但不限于电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。可读存储介质的更具体的例子(非穷举的列表)包括:具有一个或多个导线的电连接、便携式盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑盘只读存储器(cd-rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。
118.为了例示和描述的目的已经给出了以上描述。此外,此描述不意图将本技术的实施例限制到在此公开的形式。尽管以上已经讨论了多个示例方面和实施例,但是本领域技术人员将认识到其某些变型、修改、改变、添加和子组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1